



1.辊锻道次
工步数n为要达到我们所要求的辊坯的形状和尺寸而需要的辊次。
辊锻时,原毛坯的断面积与辊坯最小断面积之比称为总拔长系数λmax:
式中 A0——原毛坯的断面积。辊锻时,所用原毛坯的直径应按辊坯大头部分加上烧损量来确定;
Amin——辊坯最小断面积,从图7-5中确定。
总拔长系数为每次辊锻拔长系数的乘积:
λmax=λ1λ2…λn
若每次都取相同的拔长系数λcp,则
λmax=λncp
式中 λcp——辊锻平均延伸系数,一般取1.3~1.7。
辊锻平均延伸系数λcp与型槽孔型系的选择有关,其值按表7-3选取。
表7-3λcp与型槽孔型系的关系

对上式取对数,则得辊锻道次n:
式中 λmax——辊锻最大延伸系数,可根据λmax=A0/Amin求得。
2.拔长系数分配
求出辊锻道次n和最大延伸系数λmax后,需要确定各辊锻工步的延伸系数λi(i=1,2,…,n),以便设计各工步型槽断面尺寸。
(1)图解法 下面列举一种圆—椭圆—方孔型系延伸系数分配的图解方法(见图7-8):
1)根据已知的轧辊中心距D0与下料坯料直径d0的比值D0/d0和D0与第二道次方孔边长c1的比值D0/c1,按图7-8a查出轴长比a值。(https://www.xing528.com)
2)根据D0/d0和a值,按图7-8b查出第一道次辊锻工步(圆—椭圆)延伸系数λ1。
从图7-8a可以看出,椭圆形坯料放入方孔型槽中要翻转90°,为了保证椭圆形坯料断面在方孔型槽中不产生纵向弯曲或偏扭,对金属椭圆断面的轴长比b/h孔要加以限制。图7-8a就是为了求b/h孔用。
纵坐标D0/c1、横坐标D0/d0为已知值。D0为两轧钢的中心距,c1为方孔型槽的边长,d0为原毛坯的直径。
 ,称为型槽充满系数,一般取δ=0.8~0.9,目的是为了避免金属流入分型面,因此有意将型槽放大一些。图7-8a中δ=0.9。
,称为型槽充满系数,一般取δ=0.8~0.9,目的是为了避免金属流入分型面,因此有意将型槽放大一些。图7-8a中δ=0.9。
已知 、
、 和δ,从图7-8a中可以找到b/h孔值,再根据D0/a1、D0/d0、b/h孔值可从图7-8b中找到λ值,即为圆—椭圆第一道制坯辊锻工步的拔长系数λ1。
和δ,从图7-8a中可以找到b/h孔值,再根据D0/a1、D0/d0、b/h孔值可从图7-8b中找到λ值,即为圆—椭圆第一道制坯辊锻工步的拔长系数λ1。
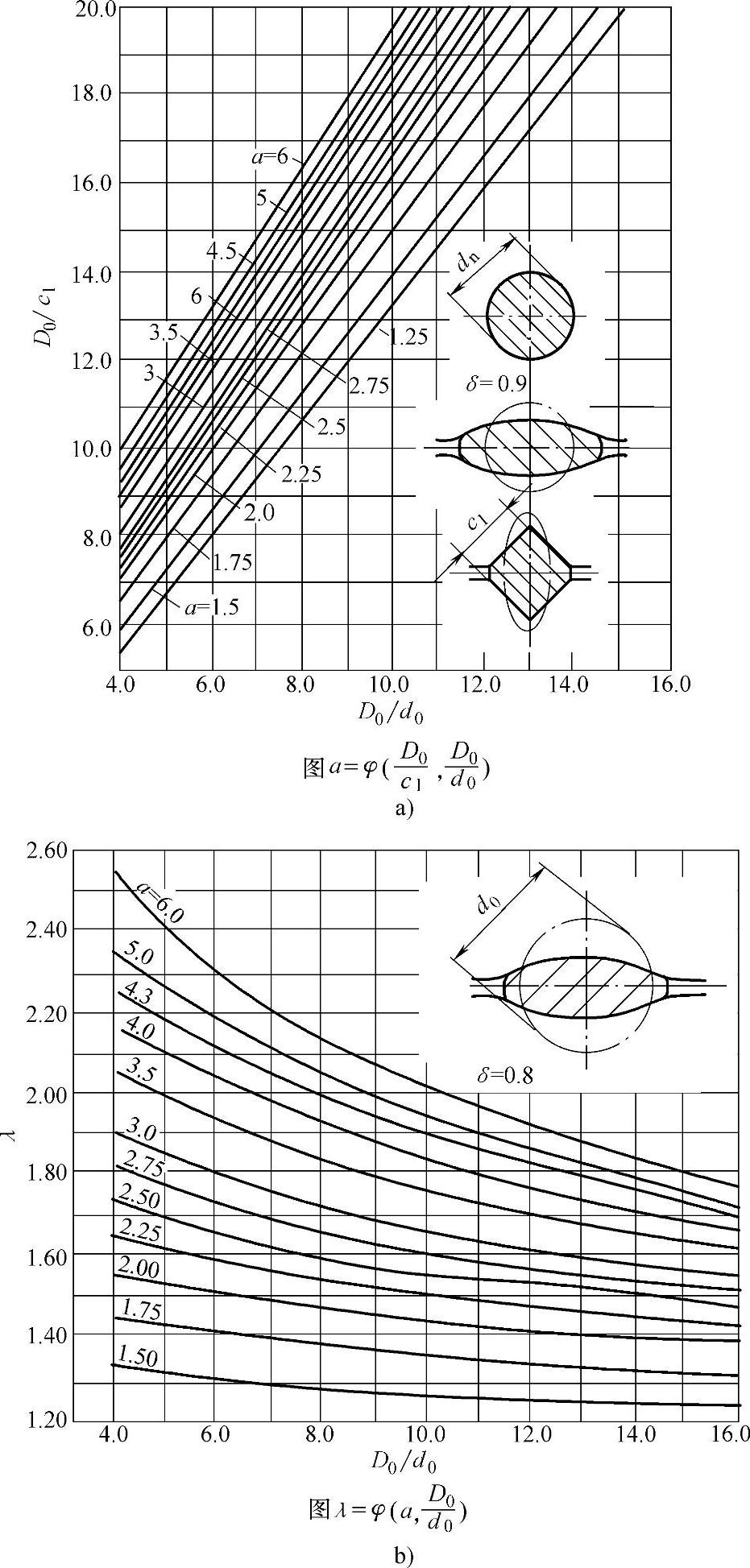
图7-8 确定拔长系数的图表
a)圆(或方)—椭圆—方孔系 b)圆—椭圆
3)求出λmax,并按下式计算第二道辊锻工步(椭圆—方)次延伸系数λ2。
如果是方—椭圆—圆孔型系,可用方—椭圆—圆孔型系中的确定拔长系数的图表。
(2)经验法 在延伸系数分配中,必须满足:

λ1、λ2、…、λn为第1、2、…、n道工步的拔长系数;
A1、A2、…、An为第1、2、…、n道工步辊坯的最小断面积;
λi的选择根据所采用的孔型系,按经验分配方法确定。
根据辊坯不同断面形状,先取一个λ1值,其数值在平均拔长系数λcp=1.3~1.7的范围内(辊坯为方形取大系数,为圆形取小系数),然后以λ2=λ1/(1.2~1.3)的比例关系求出λ2,看λ1λ2是否等于λmax,如不等,代以另外数值,使其满足λmax=λ1λ2。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。