



【摘要】:在开式型槽中宽展是比较自由的,因此,在开式型槽中辊锻时,所得毛坯的侧面几何形状不易十分精确,但对于供模锻用的制坯辊锻来说是没有妨碍的。开式型槽的刻槽较浅,有利于加大辊锻的强度。但闭式型模较开式型模切槽深,锻辊强度差,并且在辊锻过程中能量消耗大。单型槽制坯辊锻时,多采用开式型槽进行一次或多次辊锻,或用闭式型槽进行一次辊锻。多型槽制坯辊锻时,采用开式型槽或开式与闭式的组合型槽。
开式型槽刻在两个辊锻模上,其上、下辊锻模的分模线位于辊锻模槽中间(见图7-3a)。在开式型槽中宽展是比较自由的,因此,在开式型槽中辊锻时,所得毛坯的侧面几何形状不易十分精确,但对于供模锻用的制坯辊锻来说是没有妨碍的。开式型槽的刻槽较浅,有利于加大辊锻的强度。同时型槽是开式的,在辊锻过程中能量的消耗也较少。
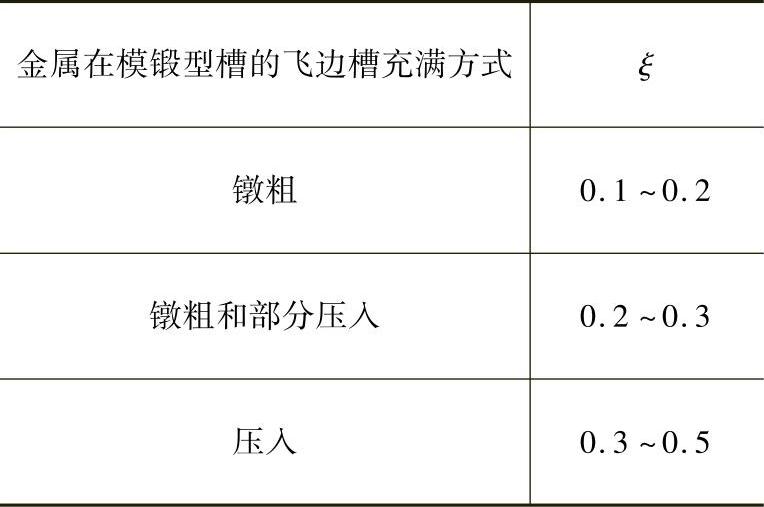
锤上制坯时飞边槽充满系数ξ=0.3~0.7,辊锻制坯时ξ=0.1~0.5,具体数值见表7-2。

图7-3 开式型槽和闭式型槽
a)开式型槽 b)闭式型槽
表7-2辊锻制坯时的飞边槽充满系数ξ(https://www.xing528.com)
闭式型槽的模槽刻制在一个辊锻模上,其上下辊模的分模线在辊锻模槽之外(见图7-3b)。闭式型槽宽展受到限制,可以增大延伸量强化辊锻过程,并可得到截面几何尺寸精确的毛坯。在水平方向具有不均匀变形时,闭式型槽还有利于限制由不均匀变形而引起的坯料出模的水平方向弯曲。但闭式型模较开式型模切槽深,锻辊强度差,并且在辊锻过程中能量消耗大。
单型槽制坯辊锻时,多采用开式型槽进行一次或多次辊锻,或用闭式型槽进行一次辊锻。多型槽制坯辊锻时,采用开式型槽或开式与闭式的组合型槽。
在辊锻过程中,上下辊锻模作用于坯料断面上的力,作用于某一直线的力矩相等,此直线称为型槽的中性线。中性线的确定方法参照第1章。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。