



【摘要】:热模锻压力机的行程不能调节,不适宜进行拔长、滚挤等制坯操作,因此在用它模锻长轴类锻件时,必须配带有制坯的辅助设备。辊锻工艺按用途可分为制坯辊锻与成形辊锻两大类。成形辊锻因变形过程控制难度大,常常得不到完整的外形,在生产过程中废品率过高,技术的可靠性和经济性存在争议。因此,辊锻机大量用于制坯,以配合热模锻压力机、螺旋压力机等设备的生产。
热模锻压力机的行程不能调节,不适宜进行拔长、滚挤等制坯操作,因此在用它模锻长轴类锻件时,必须配带有制坯的辅助设备。实践表明,采用辊锻机为其制坯,具有效率高、质量好、劳动条件好、对操作人员技术水平要求不高、便于实现机械化自动化等一系列优点,特别适用于大批量生产。
辊锻工艺按用途可分为制坯辊锻与成形辊锻两大类(见表7-1)。成形辊锻因变形过程控制难度大,常常得不到完整的外形,在生产过程中废品率过高,技术的可靠性和经济性存在争议。除了生产传统的砍刀、刺刀和锄头等精度不高的辊锻产品之外,成形辊锻很少直接用于锻件成形。因此,辊锻机大量用于制坯,以配合热模锻压力机、螺旋压力机等设备的生产。
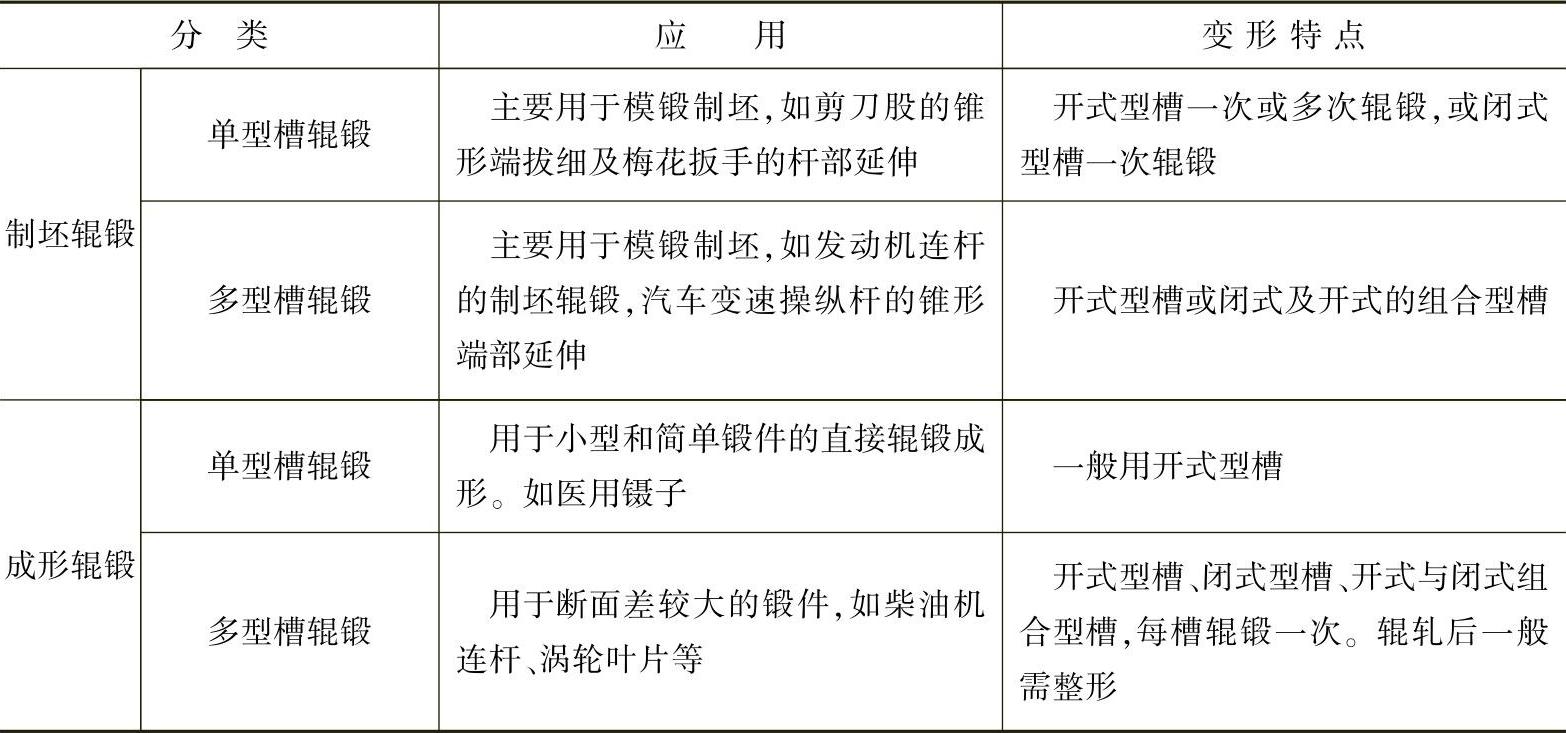
表7-1辊锻的分类和应用
按其结构形式,常用的辊锻机可分为以下两种(见图7-1):
(1)悬臂式辊锻机:悬臂结构刚性不好,辊级型槽数一般不大于3,扇形模包角γ≤270°,主要用于制坯辊锻。(https://www.xing528.com)
(2)闭式双立架辊锻机:刚性好,可用于制坯辊锻,也可用于成形辊锻。为了扇形模安装方便,包角γ应小于180°。
辊锻机规格的大小,常用公称辊径D0(即两轧辊中心距)来表示。为了便于操作,扇形模圆周的线速度不能太高,制坯辊锻时取0.5~1m/s,成形辊锻时取0.3~0.85m/s。
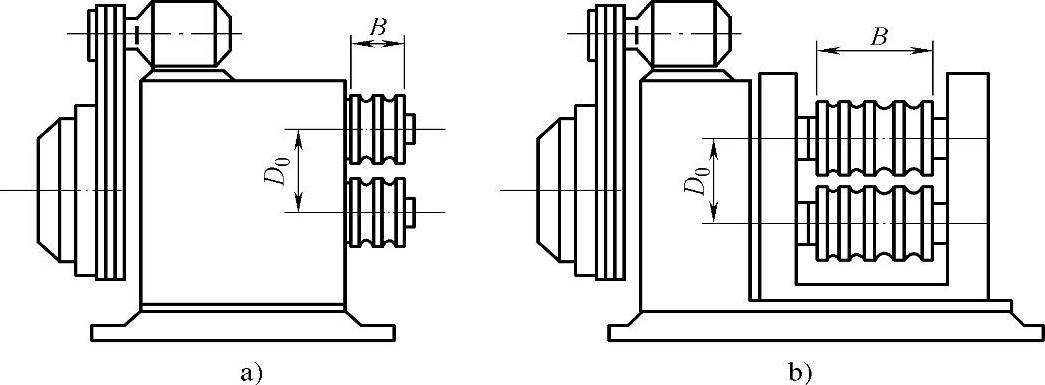
图7-1 辊锻机
a)悬臂式辊锻机 b)闭式双立架辊锻机
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。