



模锻件的飞边切除分为冷切和热切两种。
热切是模锻后利用锻造余热立即进行,切、冲设备与模锻设备布置在同一机组内,适用于大中型锻件、高碳钢高合金钢锻件及切边后需热校正或热弯曲的锻件。冷切则是在模锻之后,集中在常温状态下进行,其优点是劳动条件好、生产率高、切边时锻件走样小、凸凹模的调节和修整比较方便;缺点是所需设备公称压力较大,锻件易产生裂纹,适用于中小型锻件、有色金属锻件、低碳钢锻件和一模多件锻件。中碳低合金钢锻件应在锻件热处理(正火)后冷切边。
切边时锻件放在凹模孔口上,切边凸模压在锻件上,在凸模的推压下,锻件周围的飞边在切边凹模刃口的作用下被剪切与锻件分离。由于凸凹模之间存在间隙,在剪切的过程中还伴随有飞边弯曲、拉伸的现象。切边凸模一般只起推动锻件的压力传递作用,而凹模的刃口则起剪切作用。
1.切边凹模与凹模底座
切边模一般由切边凹模、切边凸模、凹模底座、凸模座、卸飞边装置组成(见图6-3)。
(1)切边凹模 切边凹模有整体式(见图6-4)和组合式(见图6-5)两种。
1)整体式凹模。采用较少,主要用于中小型锻件,特别是形状简单、具有对称性的锻件。
2)组合式凹模。应用广泛,其制造比较容易,热处理时变形小,可避免裂纹,便于磨修调整更换。组合式凹模适用于长轴类和复杂形状锻件,分块应便于制造,磨损后可以调整和局部更换。对组合式凹模而言,分块位置非常重要,其最适当的锻件图形位置分段的原则是保证复杂修边轮廓在各个方向上都能调整,图6-6为常见凹模分块方式。图6-5为分成三块的汽车连杆切边凹模,由于叉形舌部切边厚度大,三面受热温度高,最易磨损,因此将它单独分成一块,便于磨损修磨后可以向前调整,如果磨损过多就更换一块,即可恢复原来尺寸。
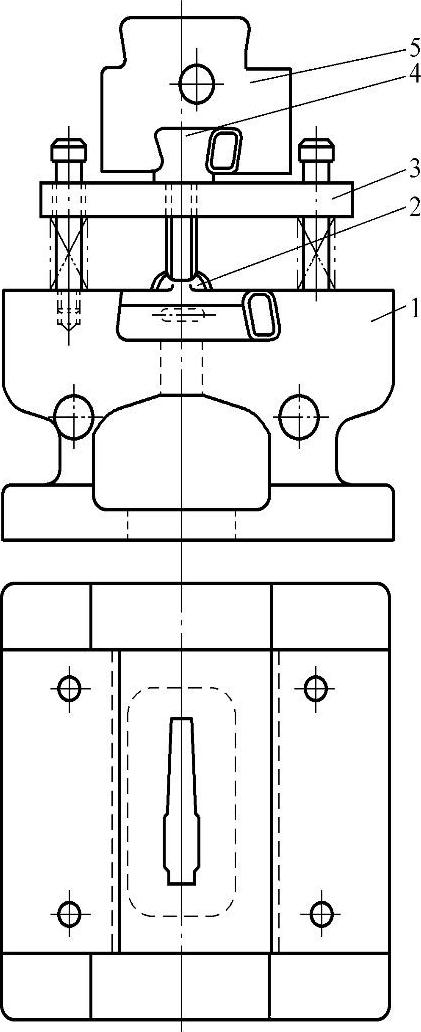
图6-3 切边模示意图
1—凹模底座 2—凹模 3—卸飞边装置 4—凸模 5—凸模座

图6-4 整体式凹模

图6-5 组合式凹模
为了保证复杂修边轮廓在各个方向上都能调整,采用由三块或更多块数组成的用螺钉固紧的凹模(图6-5),凹模上的螺钉孔做成椭圆形,其长轴线位于凹模块接合的方向以供调整用。凹模块以制动螺钉互相压紧固定,并在下模座壁上做出长度为1.5d的制订螺钉孔。
(2)凹模刃口及尺寸 凹模刃口轮廓线按锻件图分模线的轮廓线制造。热切刃口轮廓尺寸根据切边温度按热,按热锻件图配制(细长轴锻件冷缩率按1%~1.2%);冷切刃口轮廓尺寸则按冷模锻件图配制。如果凹模与锻件配合很紧,则锻件放入凹模困难,切边时锻件上的一部分敷料会与飞边同时切掉,并常引起锻件翘起或产生飞刺;如果凹模与锻件之间空隙太大,则切边后锻件上仍残留上翘的飞刺,增加磨飞刺的工作量。
凹模刃口的形状主要有:
1)直刃口(见图6-7a)用于整体式凹模,当刃口磨损后,将其顶面磨去一层,便可恢复锋利,刃口轮廓尺寸仍保持不变,模具修理方便,但切边力较大。一般用于圆形锻件和整体式凹模。
2)斜刃口(见图6-7b)用于组合凹模,斜刃口,切边时省力,便于用插床加工刃口,但刃口尖角易磨损,一般用于组合式凹模。磨损后刃口轮廓尺寸扩大,可用堆焊方法补修,或磨去一层重新调整。
3)堆焊式刃口(见图6-7c)可降低模具成本。
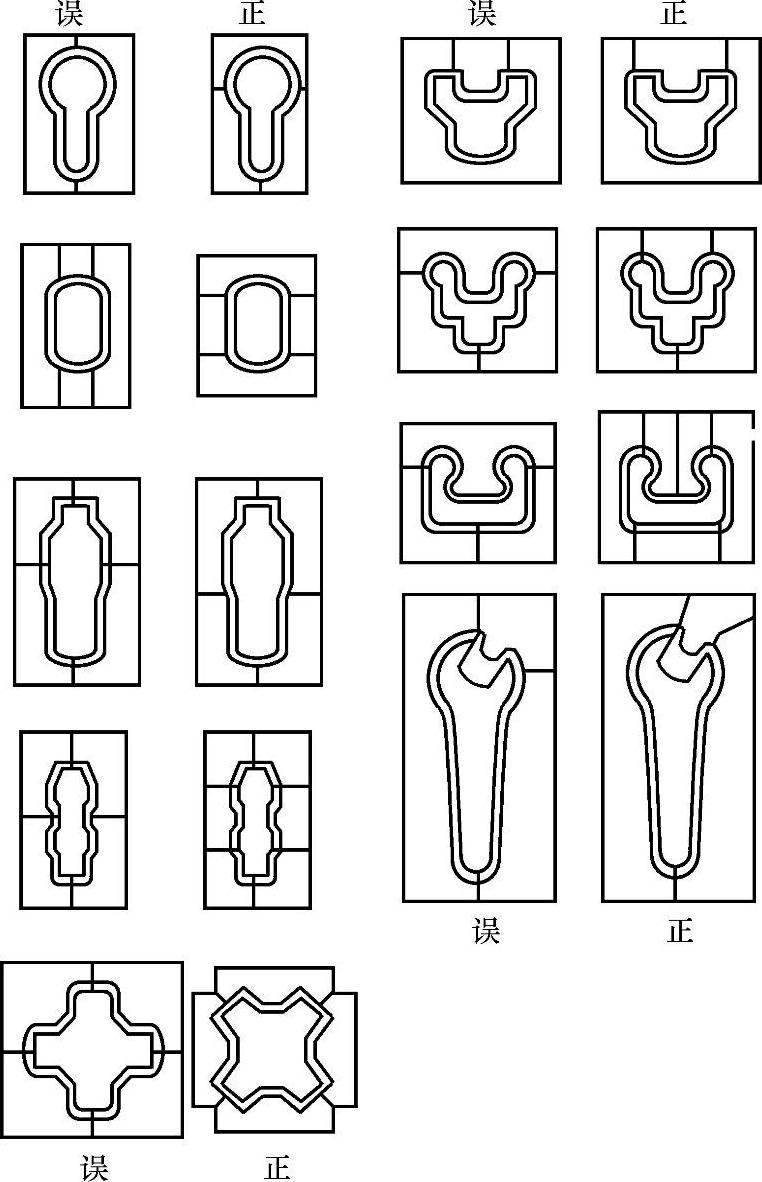
图6-6 常见凹模分块方式

图6-7 凹模刃口形状
a)直刃口 b)斜刃口 c)堆焊刃口
刃口下部有5°斜度的通孔,称为落料孔,用以保证切边后锻件自由落下(见图6-7)。凹模的结构见图6-8,其尺寸的具体数值查表6-3。为使锻件能平稳地放在凹模孔口之上,并减少刃口修复时的磨削工作量,通常将刃口顶面做成凸台形式。凸台宽度L应比飞边桥部宽度略小些,凸台高度h随飞边桥部高度而定,一般取h=10~15mm。为了便于锻件定位及修磨刃口,凸台宽度L应小于飞边桥部宽度。
表中Bmin为最小壁厚,B1为有销钉孔的模壁厚度,h为台阶高度,Hmin为凹模的最小高度,E等于(或小于)终锻型槽至钳口的距离,L′等于飞边槽桥部宽度b或b-(1~2)mm。

图6-8 切边凹模的结构
表6-3切边凹模的尺寸

注:1.定位尺寸E(或横向定位尺寸)系根据锤锻模终锻型槽与键槽、燕尾中心线的相应位置而定,一般情况下尺寸应相等。
2.E应等于(或小于)终锻型槽前端至钳口的距离。
3.定位销ϕ10×30mm。
4.L′等于飞边槽桥部宽度b或b-(1~2)mm。
(3)凹模固定
1)直接紧固。当用1000kN以下的切边压力机切边时,可将凹模用螺栓压板直接紧固在压力机工作台上,如图6-9所示。这种形式结构简单,调整方便。

图6-9 凹模直接紧固在压力机工作台上
2)凹模底座紧固。整体凹模或由两块组成的凹模一般用楔铁紧固在凹模底座上,楔铁紧固方法简单而牢固(见图6-10)。三块以上的组合凹模多用螺钉紧固方法于凹模底座上,以便于调整凸凹模的间隙(见图6-11)。螺钉紧固的有关尺寸可由表6-3和表6-4查得。
表6-4切边凹模紧固螺钉孔尺寸 (单位:mm)

注:1.由两块组成的凹模,不需要拉紧螺栓孔。
2.整体或两块组成的凹模,一般不需要紧固螺钉孔,仅用制动螺栓定位即可。
3.一般1600kN的压力机用M12的螺钉,3150kN以上的压力机用M16螺钉。

图6-10 模座上凹模楔铁紧固

图6-11 螺钉紧固凹模方法
凹模底座和凹模之间需有间隙Δ(表6-5),以便于调整和安装。
表6-5凹模座和凹模之间的间隙Δ (单位:mm)

(4)凹模座 通常,用于固定凹模的下模座有两类:低模座和高模座。低模座适用于中小锻件及冷切边,高模座适用于大中型锻件及热切边。
1)低模座(见图6-12)。底座的高度较小,有直通的落料孔,锻件切边后通过直通落料孔由压机落料孔落下。这种结构夹持可靠,但不便调整,用于1000kN以下的压力机大批量生产的情况。
2)高模座。底座的高度较大,锻件切边后从底座的水平孔内取出。图6-13为用两块矩形垫块支承凹模,再用螺栓压板紧固的高模座;图6-14为用钢材焊接而成的高模座,模座上开有T形槽。这两种结构简单,调整方便,适用于多品种小批量的生产。图6-13为铸钢高模座,夹持可靠,但不便调整,常用于大批量生产。

图6-12 低模座
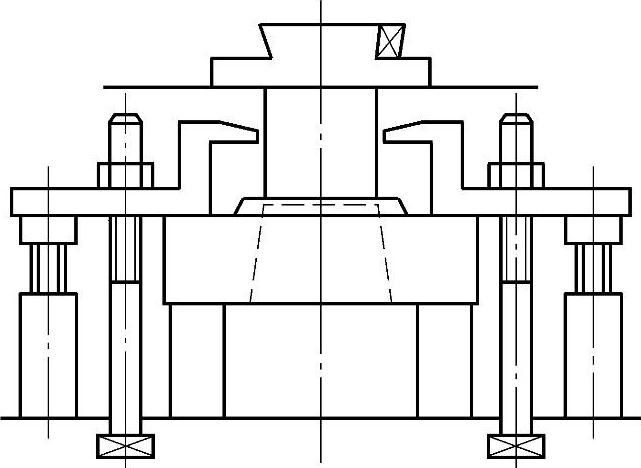
图6-13 垫块支承高模座
凹模底座一般作成标准件,各工厂大多有自己的标准。(https://www.xing528.com)
2.切边凸模及上模座
(1)切边凸模 随着凸模下压,凹模刃口切入飞边,使飞边与锻件分离。切边凸模起着传递压力的作用,所以要求凸模与锻件有一定的接触面积(推压面),其形状应与锻件相应处大体吻合。为防止锻件在切边时局部受压而产生弯曲、扭曲和表面压伤,在锻件过渡断面处留出间隙Δ(见图6-15),Δ值等于锻件相应处水平尺寸正偏差的一半加0.3~0.5mm,同时也可按表6-6确定。
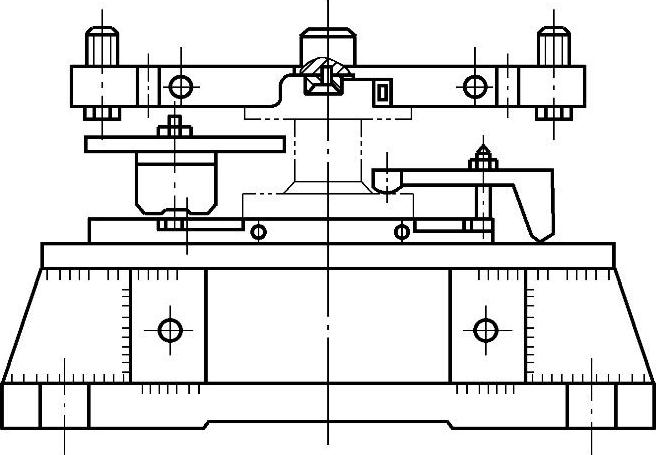
图6-14 焊接结构高模座

图6-15 台阶轴的切边凸模与锻件间隙
表6-6切边凸模与锻件间隙Δ

凸模与锻件的接触面形状可以简化(见图6-16),在保证切边时锻件变形不超标的情况下,应选锻件形状简单的一面与凸模接触,同时压凹处可简化为平面。
(2)切边凸凹模之间的间隙 多数情况下,切边凸模要进入凹模,切边凸凹模之间的应当有适当的间隙δ。由于刃口设置在凹模上,凹模按锻件轮廓线制造,因而凸凹模的间隙靠减小凸模尺寸来获得。为了便于模具调整,凸模与凹模之间的间隙靠移动模座来调整。沿整个切边轮廓线间隙应按最小值取成一致,如图6-17所示。图6-17Ⅰ和Ⅱ中的间隙可从表6-7查得,图6-17Ⅲ的间隙均取δ=0.5mm。在实际生产中常按切边压力机的公称压力决定,见表6-8。

图6-16 锻件承压面的选取
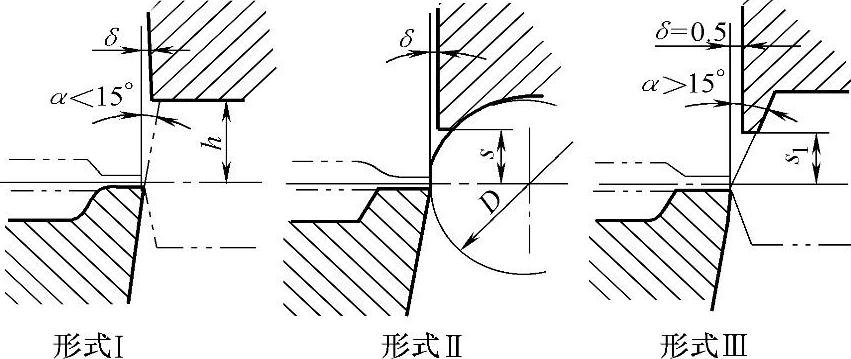
图6-17 切边凸模与凹模的间隙
表6-7切边凸凹模之间的间隙δ (单位:mm)

表6-8切边凸模与凹模的间隙

凸模下端不可有尖角,应从S和S1高度处削平(见图6-17中形式Ⅱ和形式Ⅲ),使凸模下端削平后的宽度对小型锻件为1.5~2.5mm,对中型锻件为2~3mm,对大型锻件为3~5mm。
(3)凸模紧固 凸模紧固的方式有两大类:
1)用键及螺钉固定在模座上(见图6-18a)。
2)用楔固定在模座上(见图6-18b),凸模与模座连接的有关尺寸见表6-9。
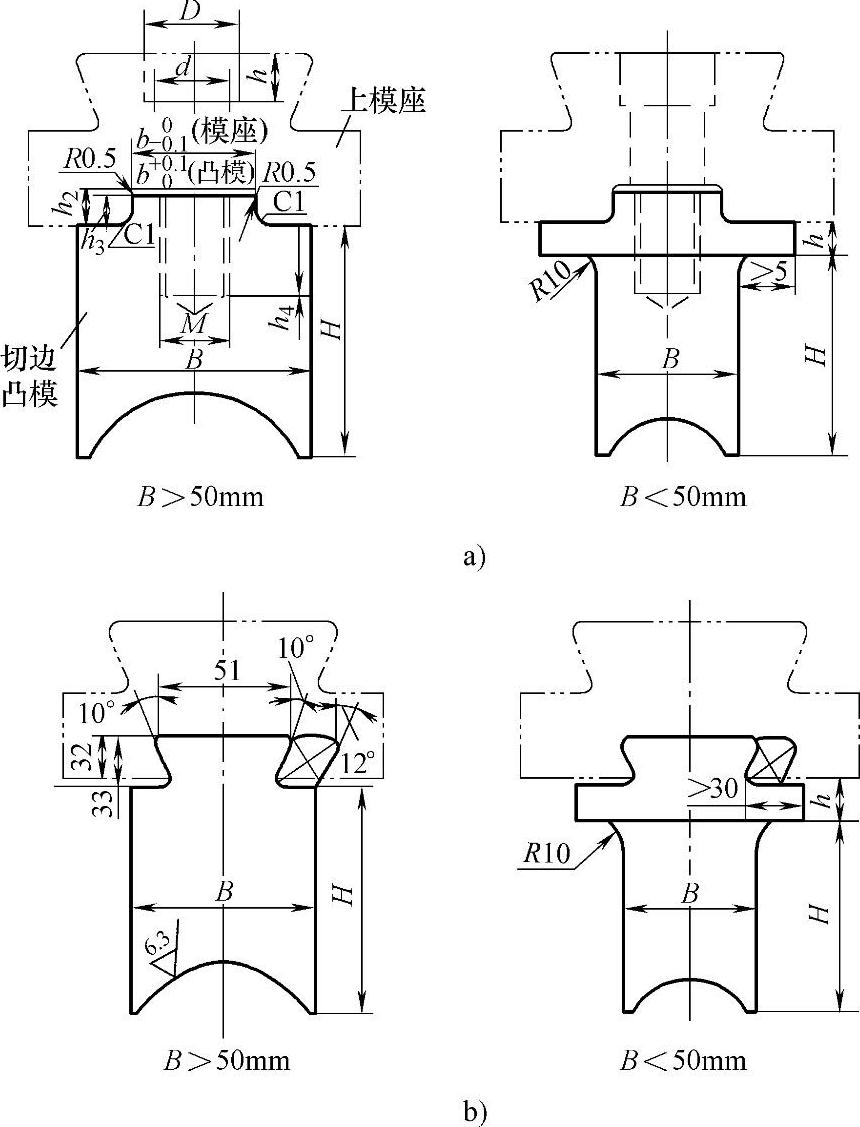
图6-18 凸模的上模座固定
a)键及螺钉固定 b)楔固定
表6-9凸模与模座连接的有关尺寸 (单位:mm)

当压力机闭合高度比较小时,凸模直接紧固在压力机滑块上。图6-19a用楔和键定位,用于紧固大型锻件的切边凸模;图6-19b用螺栓和压板定位,用于紧固特大锻件的切边凸模;图6-19c是将凸模模柄紧固在滑块上,用于紧固中小锻件的切边凸模。
对于中小型锻件,在简单修边模的凸模上采用上模座,这样可以防止凸模过高而导致凸模不稳固,同时碳钢制造的上模座可以节约高长凸模的模具钢用量。同样凸模座也作成标准件,各工厂大多有自己的标准。

图6-19 凸模直接紧固在滑块上
(4)凸模高度 凸模的高度由压力机的装模高度H决定。还应考虑切飞边时有足够的切移量e,即从凸模接触锻件时起到行程结束,凸模推压锻件下行足够的距离,才能将飞边从锻件上切掉。压机的装模高度可通过压机连杆上的螺钉进行调整,所以有最大装模高度Hmax和最小装模高度Hmin。为使切边模安装后向上和向下都能有一定的调节余地,计算凸模高度时,装模高度H取在Hmax和Hmin之间。

图6-20 凸模装模高度的计算
a)凸模进入凹模 b)凸模不进入凹模
切边结束后,凸模处于最低位置时,模具的总高度称为模具闭合高度H闭,如图6-20所示。模具闭合高度与压力机的封闭高度应满足:
Hmin-H垫+(15~20)mm≤H闭≤Hmax-H垫-(15~20)mm
式中 Hmin———压力机最小封闭高度;
H垫———压力机垫板厚度;
Hmax———压力机最大封闭高度。
当切边模设有卸飞边装置时,H闭应取较大值。
H闭确定后,便可计算出凸模高度H凸,计算分两种情况:
1)当滑块到下死点时,凸模进入凹模才能将飞边切净(见图6-20a),凸模高度为:
H凸=H闭-(H上+H凹+H下)+e
2)当滑块到下死点时,凸模不进入凹模也能将飞边切净(见图6-20b),凸模高度为:
H凸=H凹-(H上+H凹+H下+hn)+e
式中 H闭——模具闭合高度;
H凹——凹模高度;
H上——上模座高度;
H下——下模座高度;
hn——凸模下端面至锻件分型面的距离,一般hn>(6~8)hf时,凸模不进入凹模也能将飞边切净(h为飞边桥部高度);
e——切移量,即凸模推锻件下行的距离,一般e=(3~5)hf,就可将飞边切净。
3.切边模压力中心
切边时合力的作用点称为切边模的压力中心,此中心应保证与压力机滑块中心线重合。切边的压力中心不同于终锻的型槽中心,它是按剪切周边长度来决定的。对于平面图为对称的锻件(如圆形、方形、三角形等),按几何中心即可求得压力中心;对于平面图为非对称的锻件,可将锻件水平面上的投影外形划在硬纸板上,剪下后按假定的中心穿线,反复试穿几次,直至吊线时纸板为水平状态为止。这种方法虽不够准确,但比较简便。
4.卸飞边装置
在凸模和凹模之间的间隙很小,切边时凸模又进入凹模中的情况下,切边后飞边常卡在凸模上不易除去。所以当冷切δ<0.5mm和热切δ<1mm时,就需在切边模上设卸飞边装置(见图6-21)。

图6-21 卸飞边装置
形式Ⅰ是一种可靠的结构,适用于中小件的冷热切边。形式Ⅱ是爪形卸飞边装置,适用于大锻件切边。形式Ⅲ是弹簧卸飞边装置,适用于高度尺寸较大的锻件冷切边,由于设有弹簧,可保证锻件放入时有足够的空间。
卸飞边装置的尺寸:卸板与凹模之间的距离H以及支架之间的距离应保证能顺利放入锻件,卸板孔型尺寸应比凸模每边加大1~2mm,卸板厚度取15~25mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。