



图4-11所示为锥齿轮精密模锻锻模结构,以此为例来介绍精锻模的设计要点。
1.锻件图的确定及型槽设计
精密模锻的关键是使锻件具有准确的几何形状和精确的尺寸(包括相应的表面粗糙度)。因此,在遵循普通模锻锻件图制订及型槽设计基本原则的同时,还有以下要点:
1)余量和公差的选择。精密锻件的余量通常取为相应零件在普通模锻时的一半或更小。对于一些难于进行机械加工的曲面,如齿轮的齿形面、叶片的叶身弧面等,通常只留0.3mm以下的磨削量。精度等级不高的齿轮,其齿形部分甚至可不留加工余量,直接精锻成形到公称尺寸。一般等级的精密锻件的公差按GB/T 12362—2003《钢质模锻件公差及机械加工余量》普通级公差的一半选用,级别更高的按精密级公差值的一半选取。
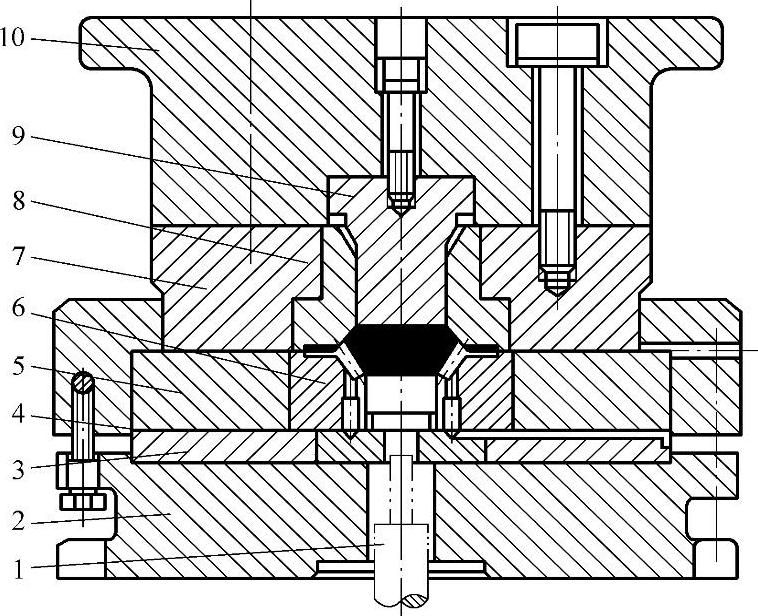
图4-11 锥齿轮精密模锻的模具图
1—顶杆 2—下底板 3—垫圈 4—压圈 5—凹模圈 6—凹模芯 7—凸模圈 8—凸模内圈 9—凸模芯 10—上底板
2)采用小飞边或无飞边模锻。在模锻设备公称压力足够,并在锻件设计时已留有工艺补偿空间以调节料重的波动的情况下,可采用无飞边模锻。若设备公称压力不足或即使足够,但在锻件上无法预留工艺补偿空间时,应采用小飞边模锻。
3)当锻件各部分有较明显的热胀冷缩不均的现象时,对相应的尺寸或工艺参数应作修改。如锥齿轮精锻齿形的压力角必须小于锻件齿形的压力角(其减小的程度与齿轮的模数大小有关),才能锻出合格锻件,即保证所得锻件的压力角为规定的数值。
4)尖角部位应开排气孔。齿轮凹模型槽齿形端部的尖角处均应开直径很小的排气孔(见图4-11),以利于轮齿的端部充满。(https://www.xing528.com)
5)型槽磨损公差与锻件材料的关系。在设计和制造时,型槽的公差可这样计算:对于外轮廊分别以其长、宽或外径尺寸乘以表4-16中相应的锻件材料系数,将所得数值加在锻件长、宽或外径的正偏差上;按同样方法算得内轮廓磨损公差值,并加在内轮廓对应尺寸的负偏差上。
2.模具结构的设计与制造要点
1)为了保证上下模同心,模具上应设有导向装置。常用导向装置有两种形式:一种是环形锁扣,其尺寸按一般锻模的通用规范选取。将锁扣的凸起部分设在下模(见图4-11)有利于吹掉氧化皮。另一种是采用导柱导套,当压力机精度较差时,采用导柱导套导向较为有利。
表4-16计算型槽磨损公差的材料系数

2)为了取出锻件,应备有顶出器。精锻时,顶杆长时间与热锻件接触,为避免因受热膨胀过大或被镦粗而卡死在凹模中。在使用时,常需从模具中取出油冷,故顶杆应能在不拆卸模具的情况下从模具中取出。通常,顶杆与凹模的间隙取0.1~0.15mm。
3)为改善凹模工作时的受力状况,可采用组合凹模结构,其凹模与预应力圈间的径向过盈量取为凹模直径的0.20%~0.28%。装配时,应力圈加热至400~450℃后套进凹模。凹模与应力圈端面应平齐,以保证足够的承击面。
4)凹模型槽的尺寸精度和表面粗糙度应比锻件尺寸精度和表面粗糙度分别高和低2级或2级以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。