



图4-9为摩擦压力机上使用的一种较为典型的闭式模锻锻模结构适合用于模锻圆形锻件。设计闭式锻模时,应着重注意凸凹模间的间隙和凸模(冲头)的强度。
1.凸凹模间隙的确定
该类锻模在冲头和凹模、顶杆和凹模间要能自由地滑动,为此要有适当的间隙。间隙过大,在金属流动时,此处将生成纵向毛刺,加速模具的磨损和造成顶杆顶件困难;间隙过小,因温度的影响和模具的变形,将使冲头和凹模、顶杆和凹模间运动困难。通常,顶杆和凹模间按H8/f8动配合形式选用。冲头和凹模间的双边间隙值见表4-13。
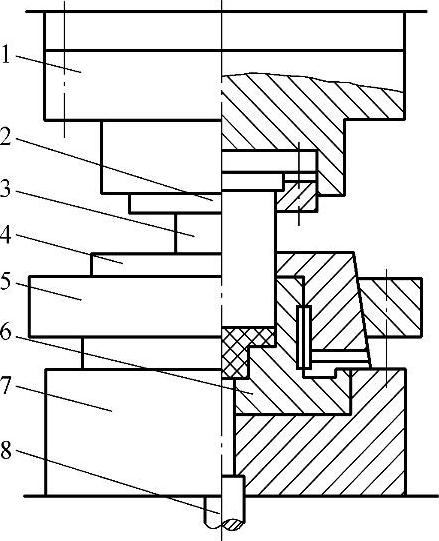
图4-9 典型的闭式模锻锻模结构
1—上底板 2—冲头固定器 3—冲头 4—凹模外圈 5—压圈 6—凹模芯 7—凹模座 8—顶杆
表4-13冲头和凹模间的双边间隙值 (单位:mm)

2.凸模尺寸的确定
对闭式模锻来说,冲头是锻模的薄弱环节。为避免冲头因产生塑变形而损坏,除操作者应注意调节打击能量外,模具设计还应保证冲头有必要的断面面积,其参考值详见表4-14。若锻模上已有足够的承击面,则允许冲头的断面面积不受表中数值的限制。
表4-14闭式锻模冲头允许的最小断面面积

(续)
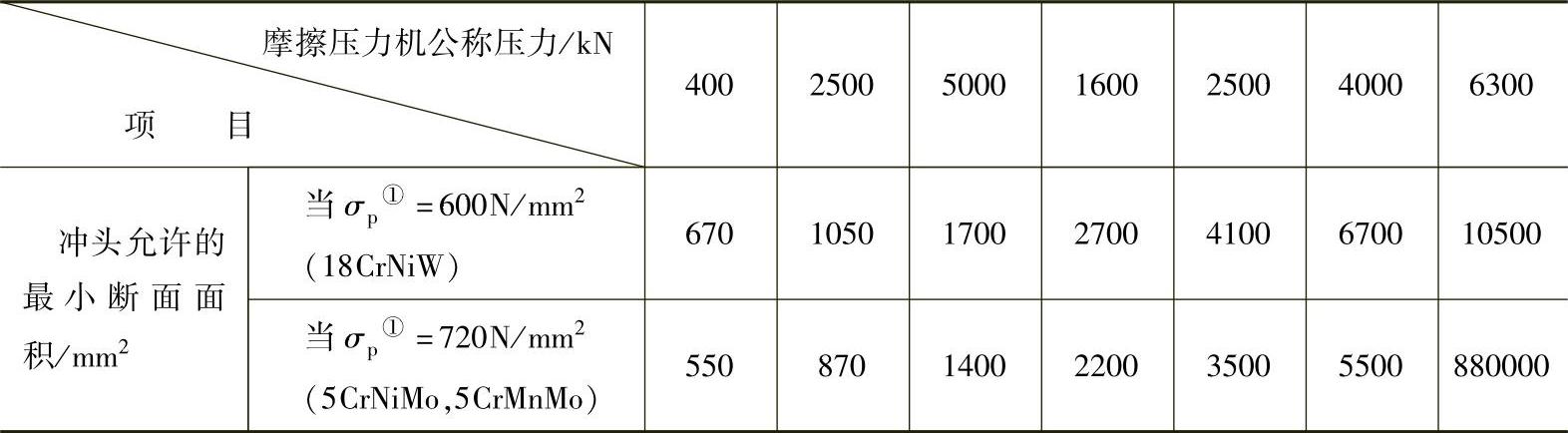
①σp为冲头许用应力。(https://www.xing528.com)
3.闭式模锻坯料尺寸的确定
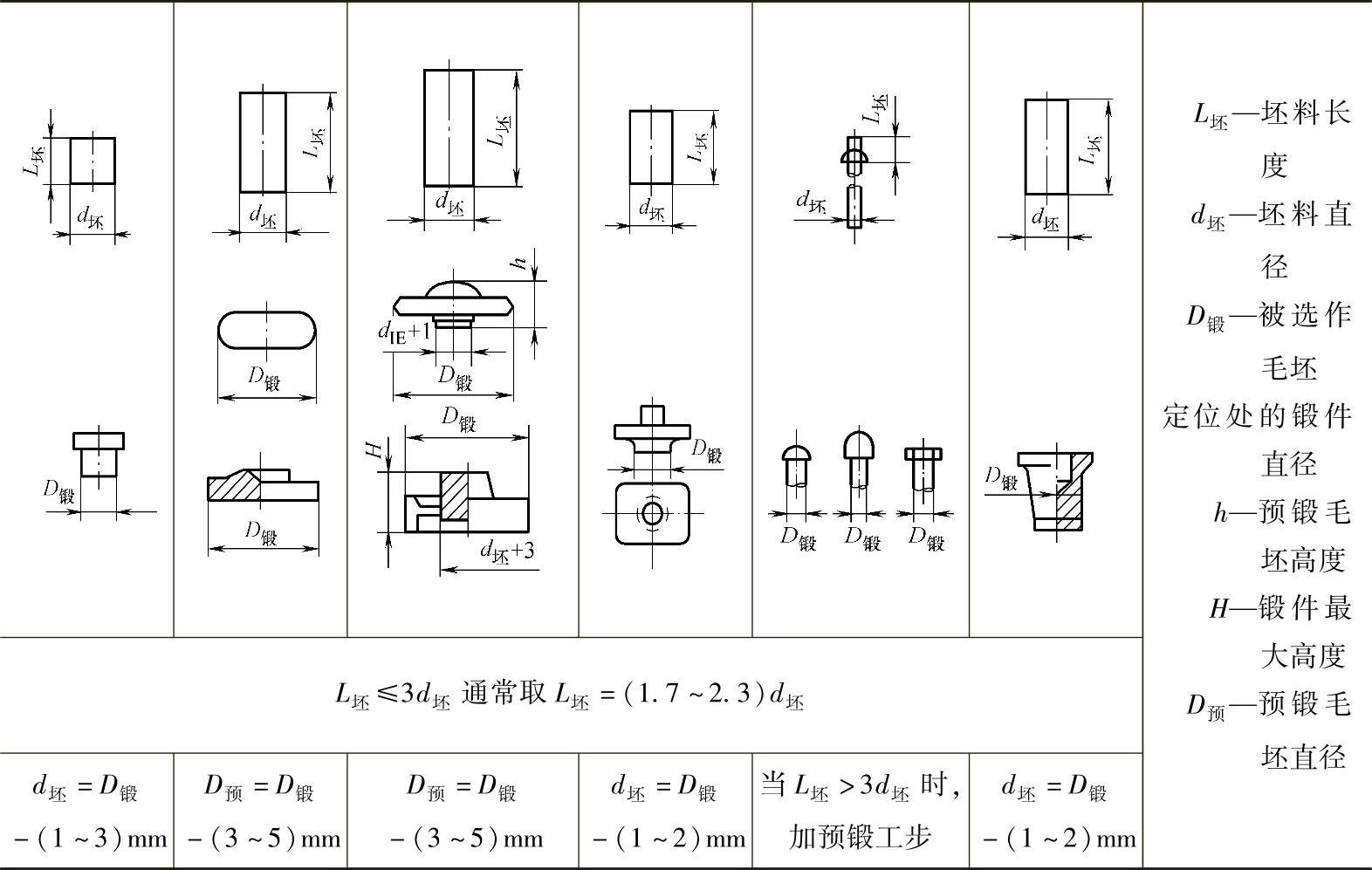
1)闭式模锻的坯料可按表4-15选用。
表4-15闭式模锻的坯料示例
注:计算锻件体积V锻时,若用小飞边锻模,需按飞边槽充满2/3的情况考虑,并加在锻件体积上。
2)在摩擦压力机上闭式模锻,对坯料端面质量要求较严格,一般坯料端面斜度要求小于5°。
3)对于坯料重量要求比较严格,一般对重量偏差要求小于2%~3%。
4)要求加热后,圆形坯料与型槽内壁间隙应小于2.5mm。由于闭式模锻圆形锻件时,金属在变形过程中沿圆周方向流动较困难,因此对于大而薄的锻件应进行制坯,并应使坯料外径尽量接近锻件尺寸;对于直径小、厚度大的圆形锻件,可用棒料直接进行模锻。
5)坯料尺寸与锻件或预锻工步尺寸应满足表4-15所述关系。
4.闭式模锻结构
根据锻件分类和锻造成形特点,开式模锻结构闭式模锻可分为:整体模(见图4-10a)、拼分模(见图4-10b)和挤压模(见图4-10c)。整体模类似锤上模锻;拼分模出模时,靠顶杆直接将拼分模顶出分开。
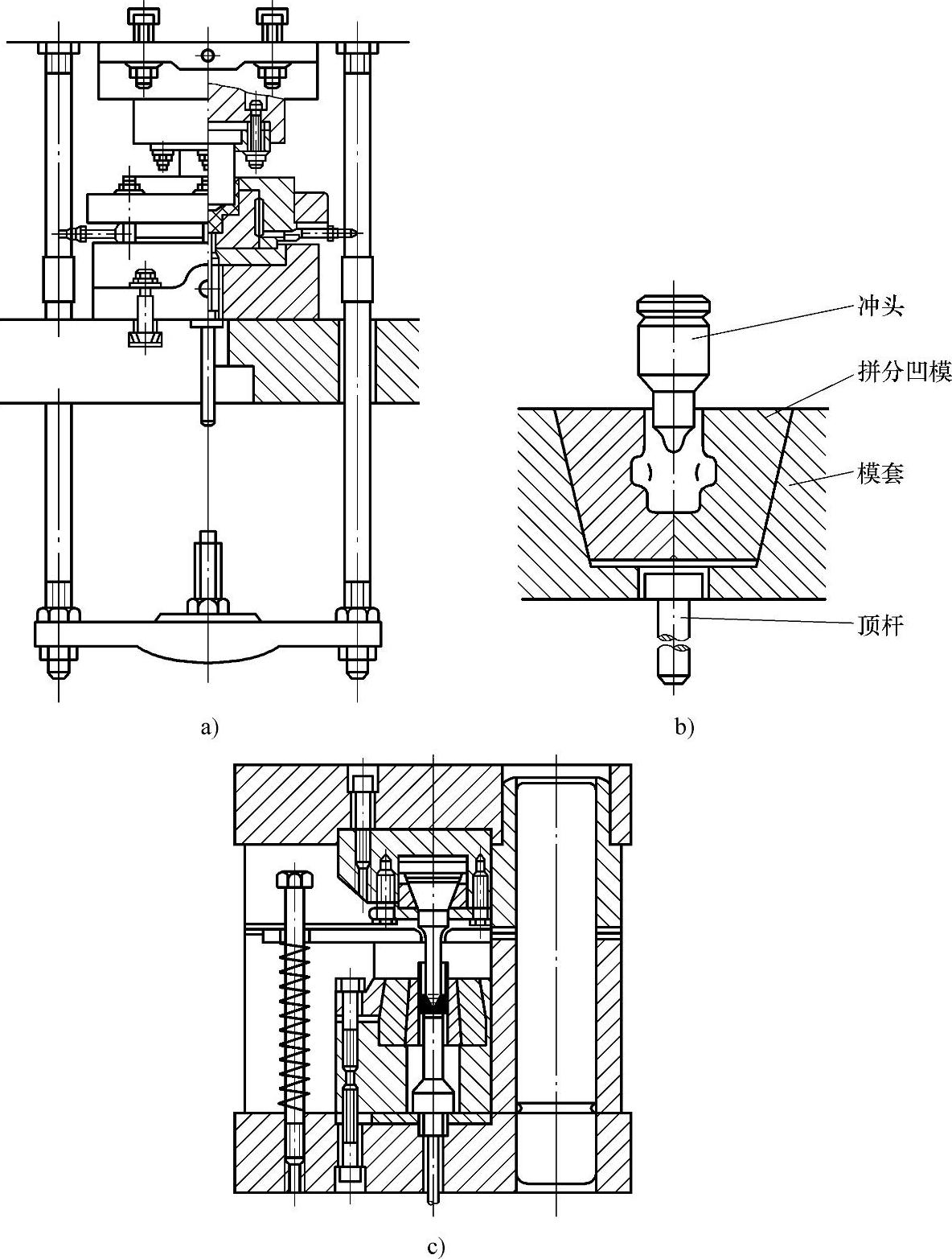
图4-10 闭式模锻结构
a)整体模 b)拼分模 c)挤压模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。