



锤锻模分别安装在模座和锤头上,既要保证牢固可靠,又应保证锻模更换和调整方便。锻模的燕尾及键槽通过装模零件定位键、紧固楔、垫片等与锤头及砧座相连接,如图2-66所示。长期生产实践经验证明,锤锻模所采用的这种楔和键紧固的方式,可以有效地将模块紧固在模座或锤头上,防止锻模脱出、左右移动和前后移动。
1.安模空间
锻锤的安模空间见图2-66,安模空间规格见表2-31(JB/T 1843—1999)。
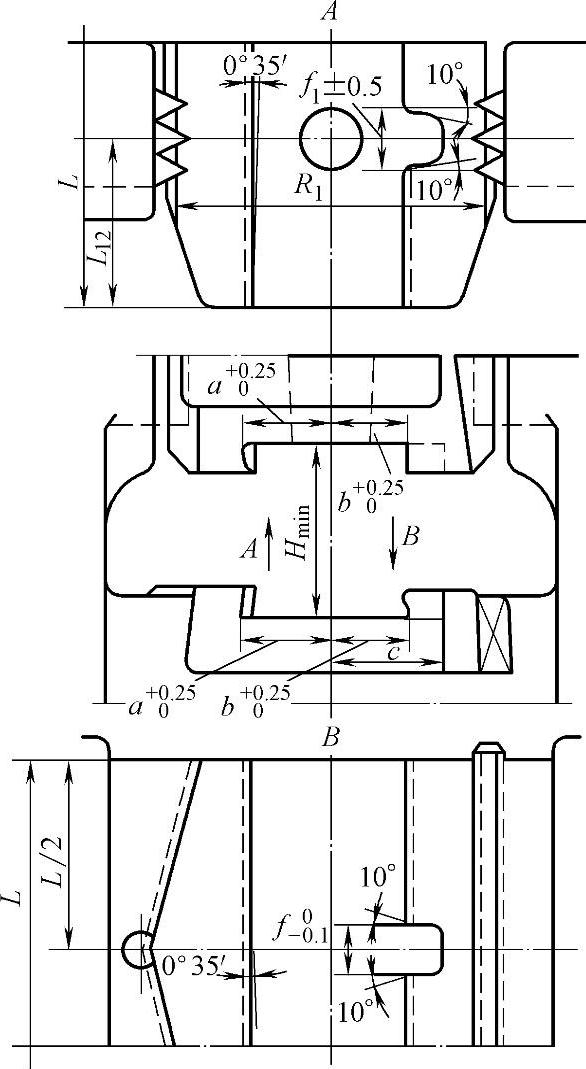
图2-66 模锻锤的安模空间
表2-31模锻锤的安模空间规格 (单位:mm)

注:1.mmax——上模最大重量,超过表列重量不推荐。
2.Hmax——在上下模总高度为Hmin时的最大锤头行程。
2.锻模紧固
锻模结构及紧固方式见图2-67。
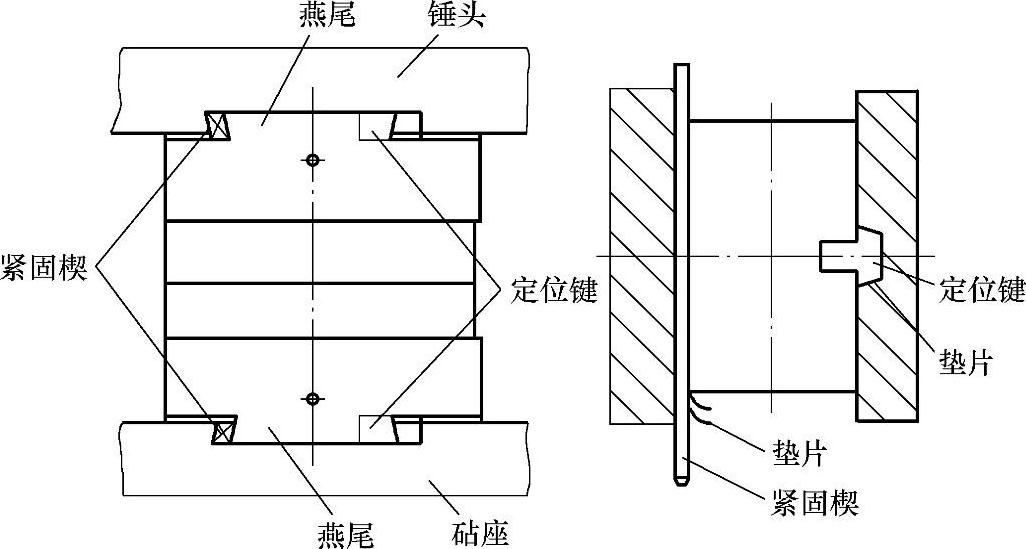
图2-67 锻模紧固方式
不同吨位的模锻锤,其燕尾、紧固楔(斜楔)、键槽和定位键都有统一规格和尺寸标准。
(1)燕尾及键槽 锻模燕尾通过紧固斜楔与锤头和砧座燕尾槽相连接,装模时在锻模燕尾的键槽与锤头和砧座燕尾槽的键槽中卡入定位键,如图2-67所示。
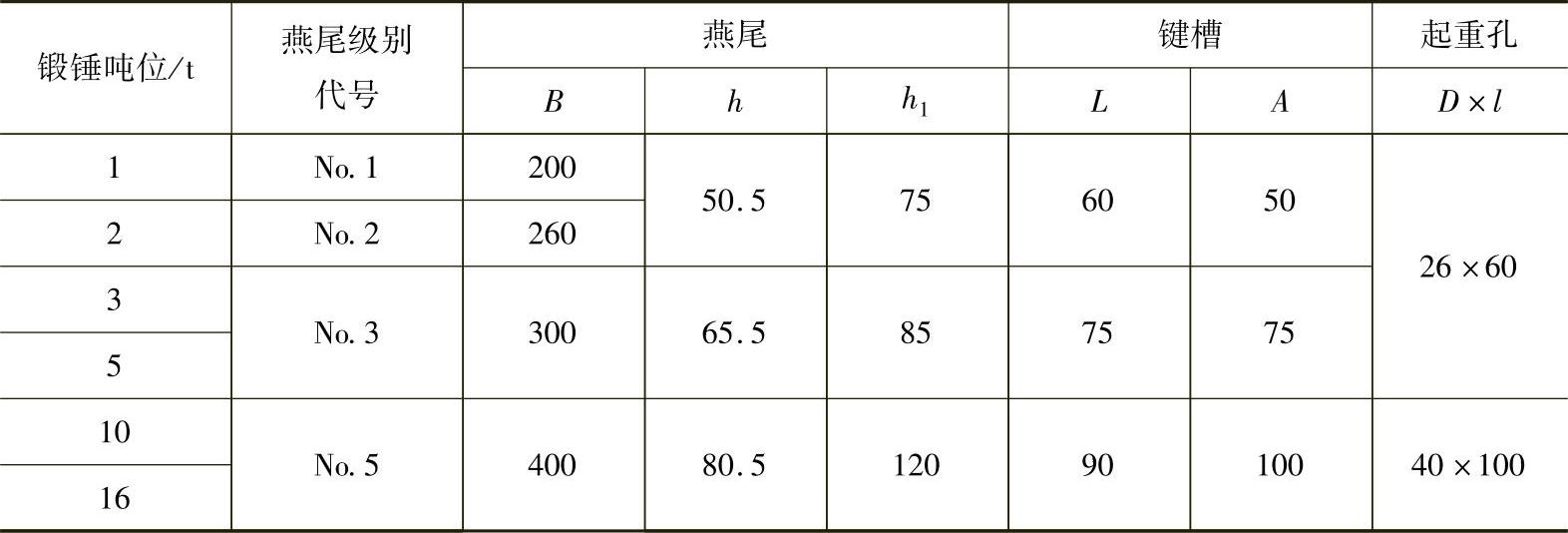
燕尾及键槽根据模锻锤的统一规格加工制造(图2-68及表2-32)。
锻模设计图时,通常不标注燕尾及键槽尺寸,只需标出其代号即可。制造锻模时,按燕尾及键槽的标准图进行加工。
(2)起重孔 供起吊锻模用,通常均由工厂定出尺寸标准。如图2-68及表2-32可供参考。(https://www.xing528.com)
锻模重量<800kg时,只在锻模前后端各钻一孔;锻模重量≥800kg时,应在锻模左右侧面各增加两个孔。
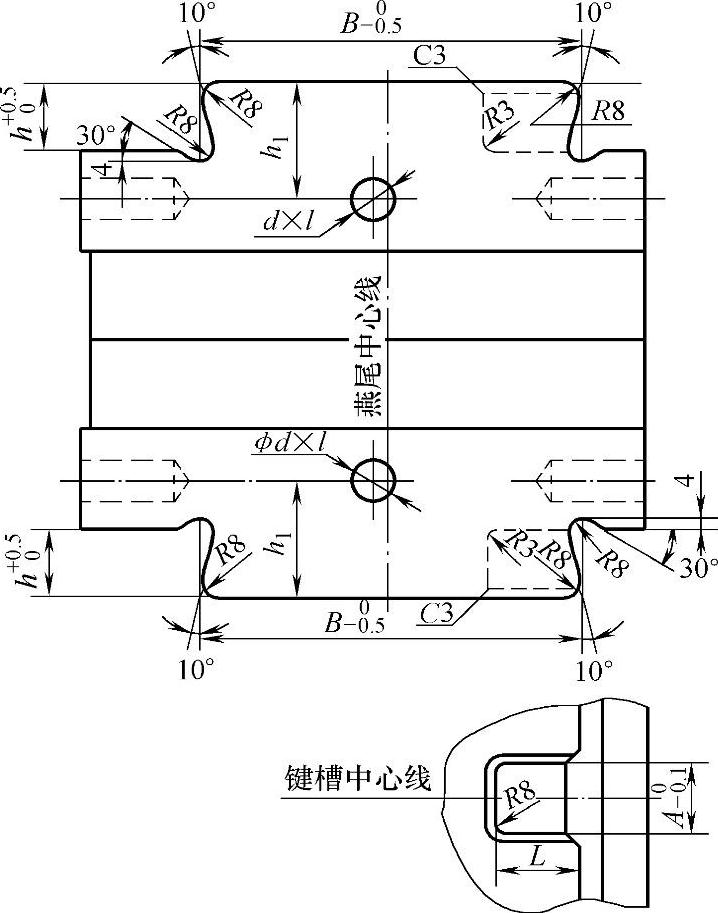
图2-68 锻模燕尾及键槽
表2-32锻模的燕尾规格 (单位:mm)
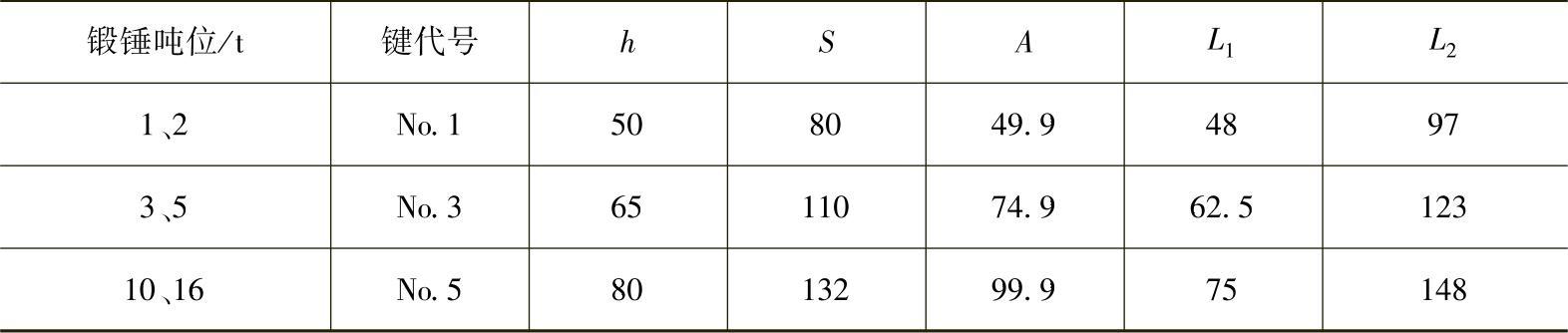
(3)定位键 装模时下模定位键卡放在锻模燕尾的键槽和下砧座燕尾槽的键槽、上模定位键卡放在燕尾的键槽和上锤头燕尾槽的键槽中,确定锻模在锻锤上的前后位置,防止锻模在锻击过程中前后滑移,起定位止键作用,其形状尺寸参照图2-69及表2-33所示。定位键的材质为45钢,调质硬度为255~285HBS。
(4)紧固楔 紧固楔因为带一定的斜度,因而又称为斜楔或楔铁,装模时用行车悬吊的重锤将其撞入锻模燕尾和下砧座燕尾槽,以及燕尾键槽和上锤头燕尾槽之间,利用斜度胀紧方式将锻模燕尾紧固在锤头和砧座上,其形状尺寸如图2-70及表2-34所示。紧固楔的材质为45钢,调质硬度为255~285HBS。

图2-69 定位键
表2-33定位键的规格 (单位:mm)
(5)垫片 垫片在安装锻模时,根据实际情况与键或紧固楔配合作用。垫片的材质为45、50或65Mn用冷轧钢板切成,其厚度为0.5mm、0.75mm、1mm、2mm、3mm、5mm。
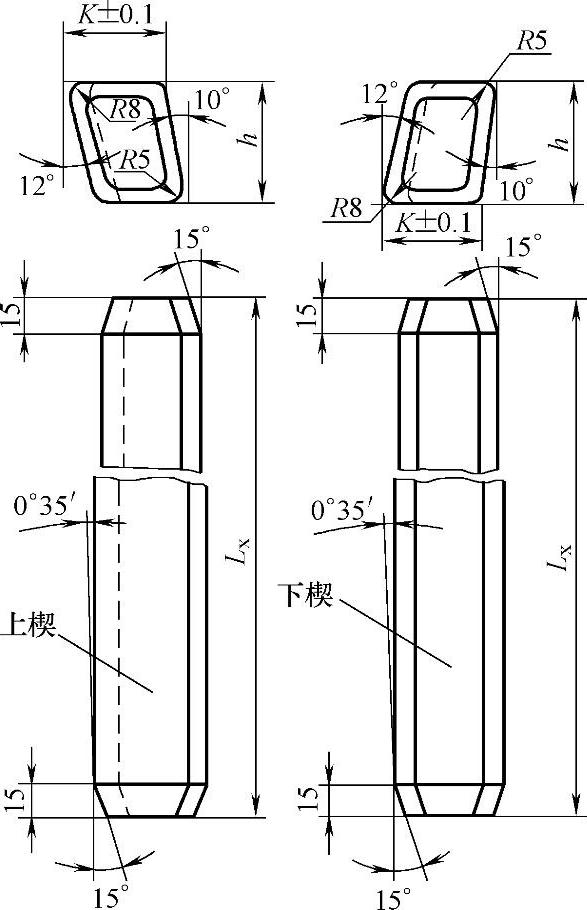
图2-70 紧固楔
表2-34紧固楔的长度 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。