



为了终锻时金属能很好地充满型槽,必须预先在制坯型槽内制坯完成坯料的重量和形状的体积分配,锻出零件雏形。锤上制坯型槽主要有镦粗、压扁、拔长、滚压、压肩、弯曲和成形型槽等几种,绝大多数情况,制坯和模锻工步是在同一锻模上完成的。由于锤上模锻时金属充满锻模型槽性能好,因而其中间坯料的形状可以较其他锻压设备简单一些。
1.镦粗工序和型槽的选择
对于第Ⅴ类短轴线类锻件,按轴对称变形要求中间坯料按锻件纵断面形状合理分配金属,并符合锻件平面图形状。主要采用的制坯工步为镦锻类制坯工步。
(1)镦锻制坯的基本要求 短轴线类锻件大多是采用较小直径的坯料,首先经过镦粗或成形镦粗、冲孔等镦锻制坯工序后,再在开式或闭式模中终锻成形。几乎所有的齿轮、凸缘、法兰等短轴类锻件都要经过镦粗制坯后再进行模锻,使坯料形状接近于锻件形状。模锻时坯料容易放在型槽中心或便于在型槽中放稳,减少模锻的锤击次数,有利于终锻成形和提高型槽寿命。同时镦粗时能很容易地去掉坯料上的氧化皮,这对于使用普通加热方法是非常重要的。模锻锤在金属充满性能较好的设备上模锻时,中间坯料的形状可以简单些。
在整个变形过程中,打击力方向与坯料轴线方向一致,锻件按轴对称方式变形,中间坯料应按锻件纵断面形状合理分配金属,并符合锻件平面图形状。制坯工序应注意:
1)制坯应按锻件纵断面形状(轮毂、轮辐、轮缘的比例),以分流面为基准合理分配金属,满足模锻时各部分成形的需要。
对于轮毂较高的法兰锻件,制坯时应保证中心部分有较多的金属。如采用自由镦粗制坯时,坯料中心部分(相当于轮毂部分)偏低(高度小)(见图2-48a),轮毂部分就可能充不满,因此需采用成形镦粗。
对于轮缘部分金属占主要比重的套环锻件,制坯时应增大镦粗直径。但是,若镦粗后的中间坯料直径过大,则轮缘部分可能充不满;若中间坯料的直径偏小,则可能形成折纹(见图2-48b),此时亦可以考虑采用成形槽镦粗。
对于轮毂、轮缘部分都需兼顾的齿轮。锻件,制坯时应合理分配金属,坯料形状更接近于锻件形状,既保证轮毂、轮缘充满,又要防止产生折纹(图2-48c)。
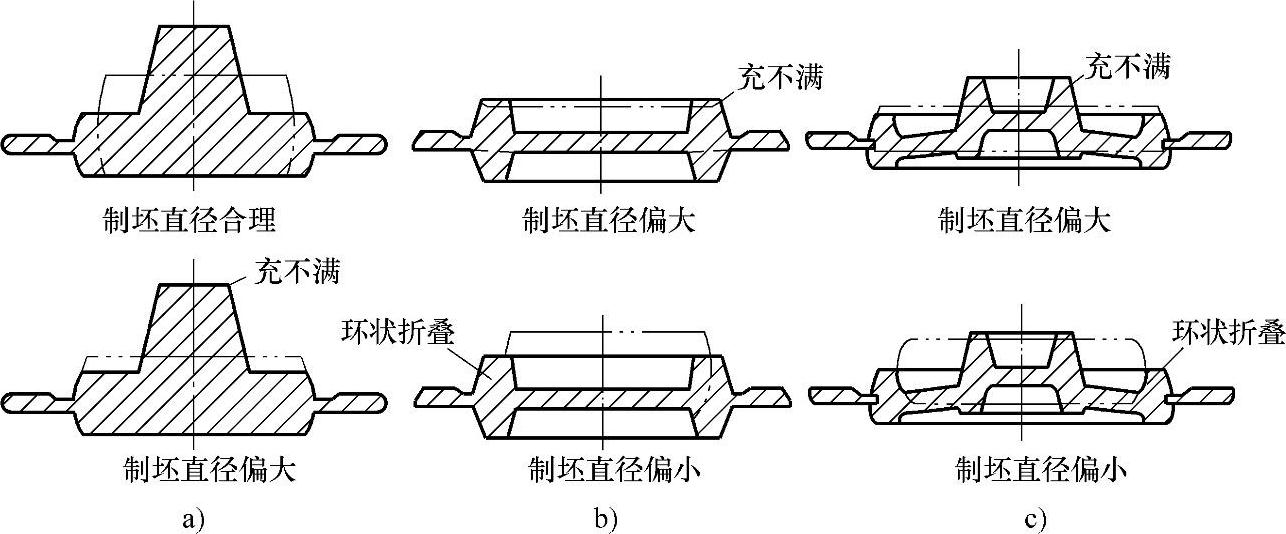
图2-48 制坯直径与短轴线类锻件的缺陷
a)法兰锻件 b)套环锻件 c)齿轮锻件
2)尽可能保证制坯的轴对称性及便于模锻时定位。短轴线类锻件一般均需先对坯料进行镦粗或成形镦粗制坯,否则坯料端面不平,定位困难,致使锻件产生局部粗大的飞边和局部充不满。
3)锤上模锻短轴线类锻件,由于模块尺寸的限制,一般只能采用一个制坯工步(最多两个)。但是中间坯料在终锻型槽里是多次锻击逐步成形的,每一次锻击相当一次成形镦粗,这就为简化制坯工步提供了有利条件。选择镦锻类制坯工步时,一般是根据锻件纵断面形状(如轮毂、轮辐、轮缘高度等)来选择。
总之,短轴线类锻件制坯时需要合理分配金属,并保证模锻时易准确定位。
(2)镦粗工序和型槽的选择 锤上模锻时,金属充满型槽性能较好,中间坯料的形状可以简单些。
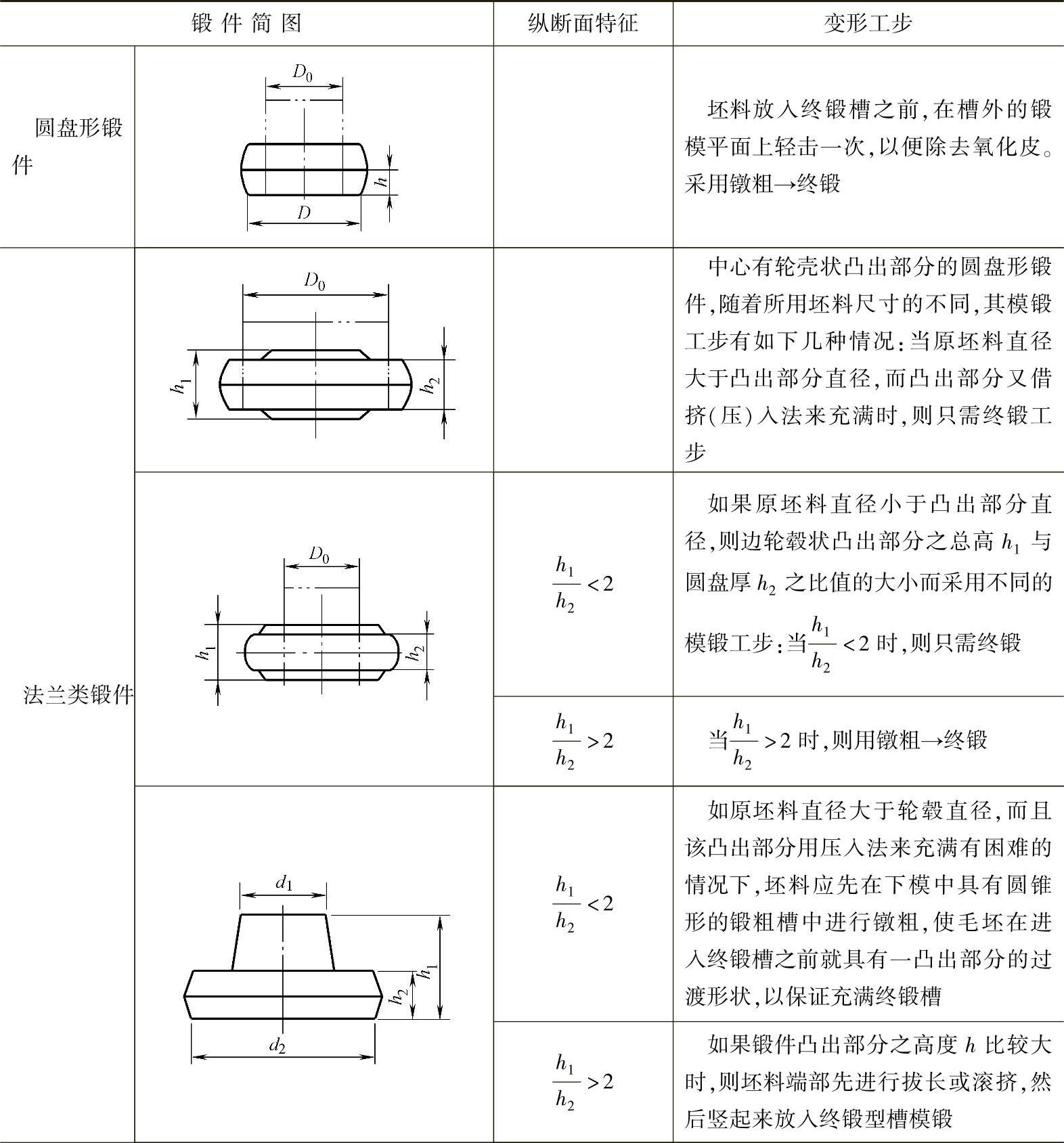
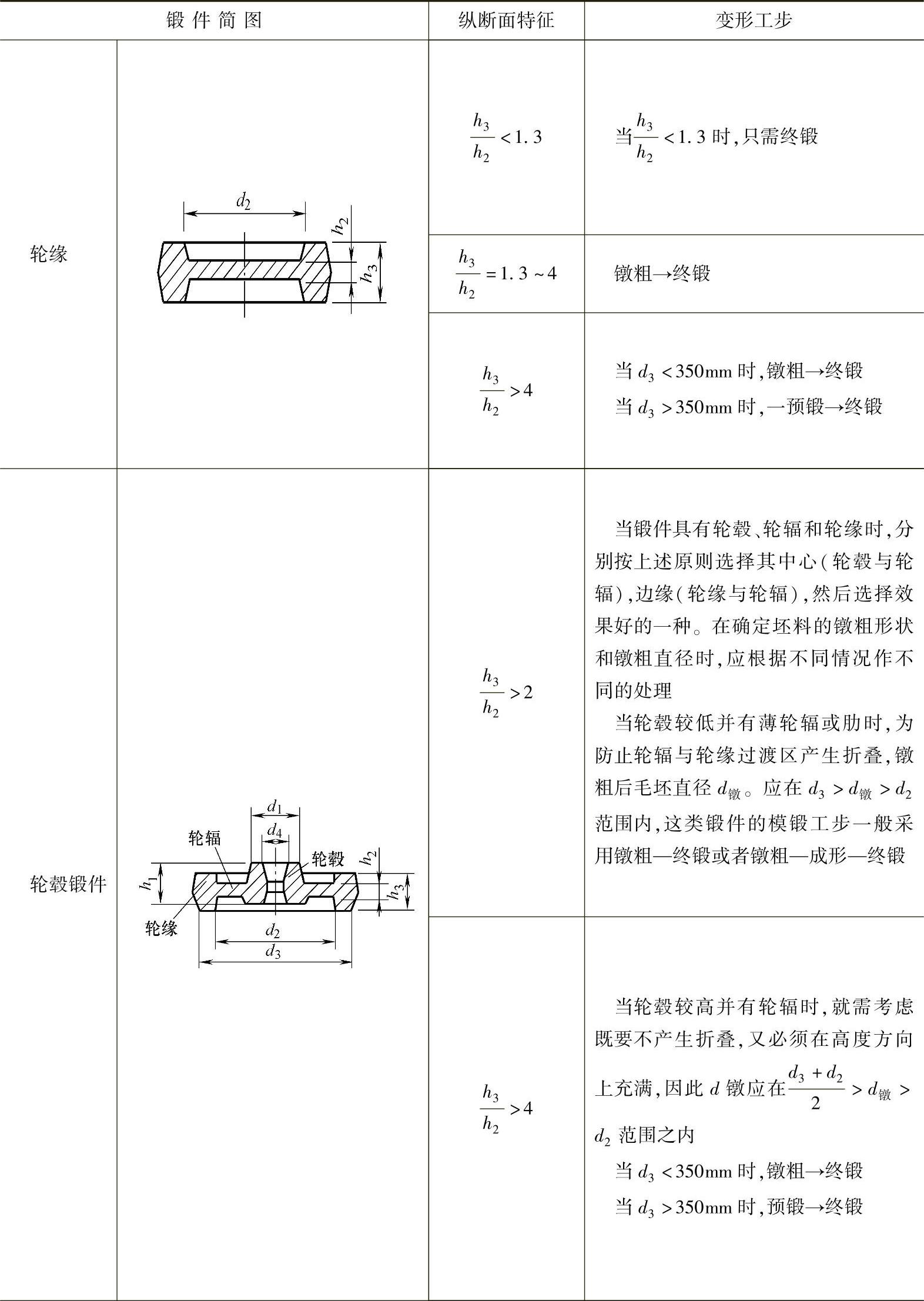
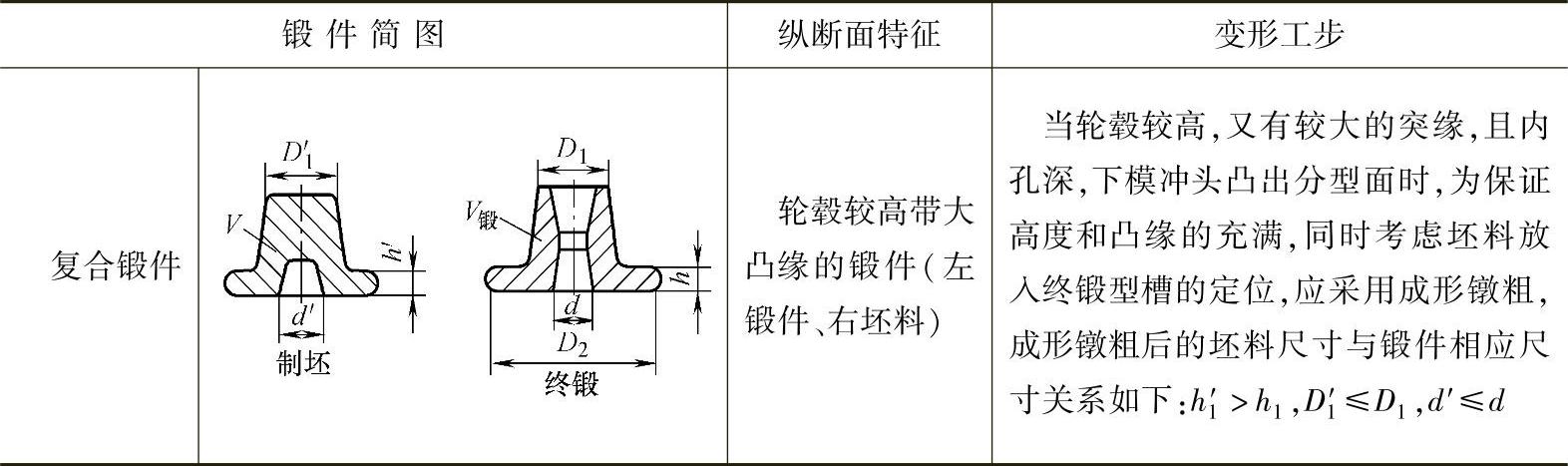
制坯工序是根据锻件尺寸和形状,以及坯料尺寸进行选择的,除了自由镦粗、成形镦粗(以上为镦锻类制坯)外,尚可采用拔长、滚挤、打扁、成形制坯工步。表2-23实例可供参考。
表2-23短轴线锻件锤上模锻制坯工步选择
(续)
(续)
十字形锻件的模锻通常用圆形坯料,先在镦粗平台上进行轴向镦粗,然后径向锻方,使坯料获得接近于锻件在平面图中的形状,即近似方形的形状。最后将毛坯放入终锻型槽,并使其对角棱与锻件之中心线重合,就能保证很好地充满型槽(见图2-49a)。当十字形突出部分较长时,必须采用成形槽或毛坯预锻型槽(见图2-49b)。
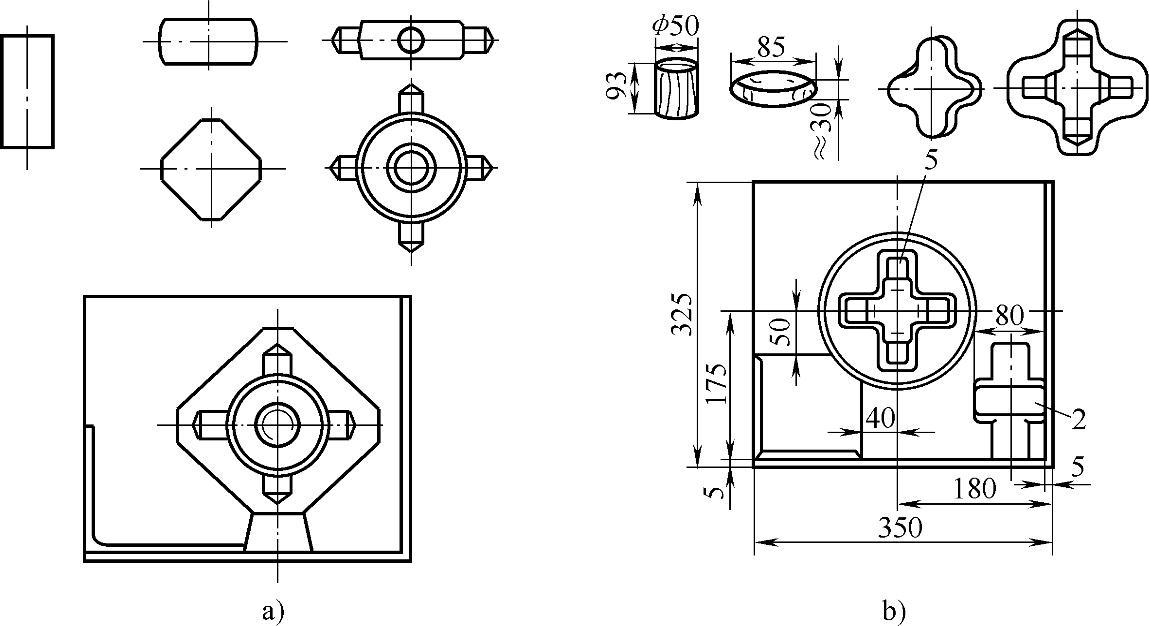
图2-49 十字形锻件
a)短十字 b)长十字
(3)镦粗台 镦粗制坯是在镦粗台上自由镦粗坯料实现制坯的。镦粗台的作用就是用来减小坯料的高度,增加其平面图中尺寸,使其坯料在终锻型槽的打击次数减少,并有利于金属充满型槽和提高锻模使用寿命,还可减少或避免终锻时产生拆叠等缺陷。
为了尽可能减小模块尺寸,镦粗台可占用部分飞边槽面积(直至桥部边缘),其操作特点和变形过程与自由锻平砧镦粗完全一样。操作时首先将毛坯垂直放正在镦粗台上,轻击一锤,确认毛坯放正后再继续锤击,使其达到要求的毛坯高度,吹去氧化皮,放入终锻型槽成形。
确定镦粗台的直径和高度时,一般是根据锻件纵断面形状(如轮毂、轮辐、轮缘高度比较)来选择镦粗直径d。镦粗台的宽度应较镦粗后的坯料直径大出20~40mm,即留出边缘c=10~20mm,如图2-50所示。
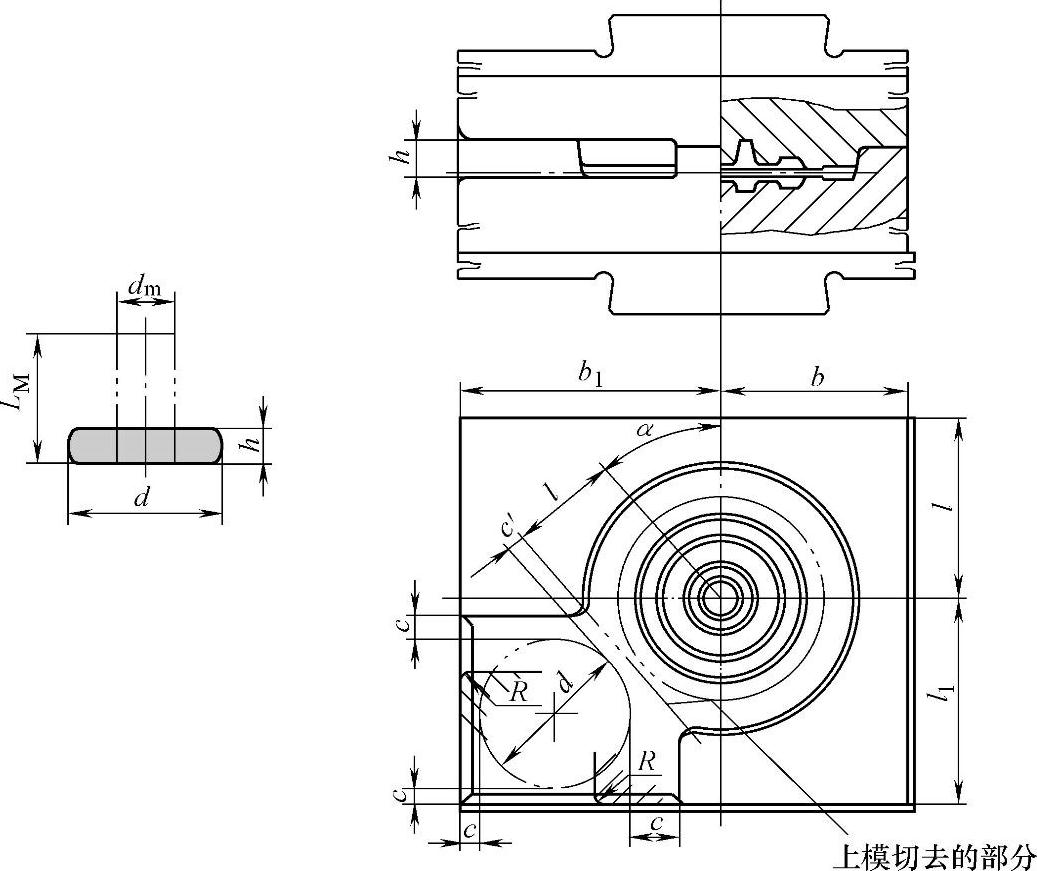
图2-50 镦粗台
镦粗台的高度由镦粗后坯料直径决定。镦粗后的坯料直径则要考虑避免折叠,便于定位,有利于充满等因素。按锻件纵断面的形状(轮毂、轮辐、轮缘的比例),满足模锻时各部分成形的需要。

V坯——镦粗坯料体积(包括飞边)。
镦粗台一般位于模块的左前角或右前角,镦粗台过于偏离打击中心对于模具的强度来说是危险的,特别是对于镦粗直径很大的锻件。为此,镦粗台的位置还应符合:b1/b<1.4及l1/l<1.4的规定。镦粗台的边缘应成圆角,R=8~10mm。
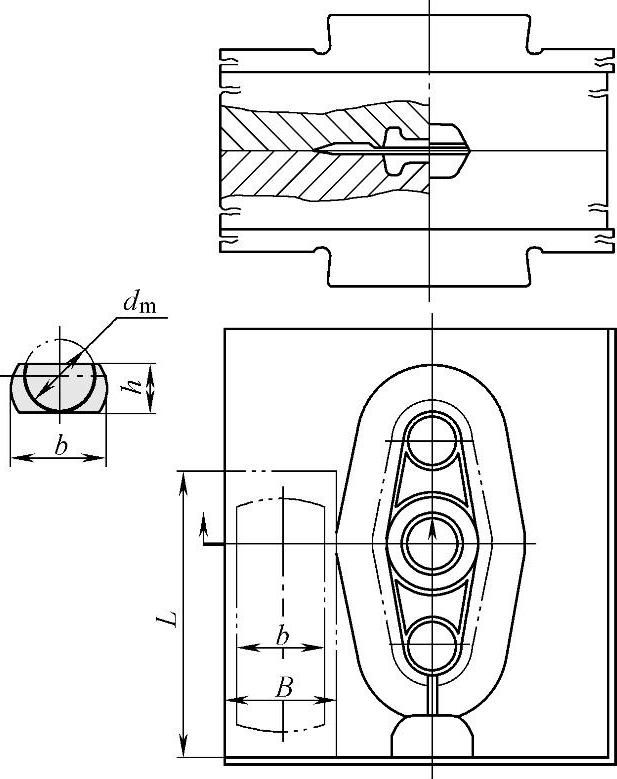
图2-51 压扁台
(4)压扁台(图2-51) 压扁工步类似镦粗工步,主要用于杆类扁宽的锻件的坯料宽度尺寸增大、厚度尺寸减少的变形过程。压扁工步在压扁台上完成。
压扁台用来将坯料的断面压扁增宽,有时用来压扁毛坯的某一部分,多用于宽而长的锻件制坯。压扁台多置于便于操作的模块边缘。通过压扁可减少坯料在终锻时的打击次数,又便于定位。操作时将毛坯放正,经多次打击,使其达到所要求的厚度。压扁台一般安排在锻模左边,为了节省锻模材料,也可占用部分飞边槽仓部。
在模块上留出的压扁平面参照图2-51,而压扁后的高度通常由操作者在操作时自行控制。
压扁面的长度L(mm):L=L0+(20~40)mm,L0为坯料的长度(mm)。
压扁面的宽度B(mm):B=(1.2~1.5)D0,D0为坯料的直径(mm)。
2.拔长类制坯工序和型槽的选择
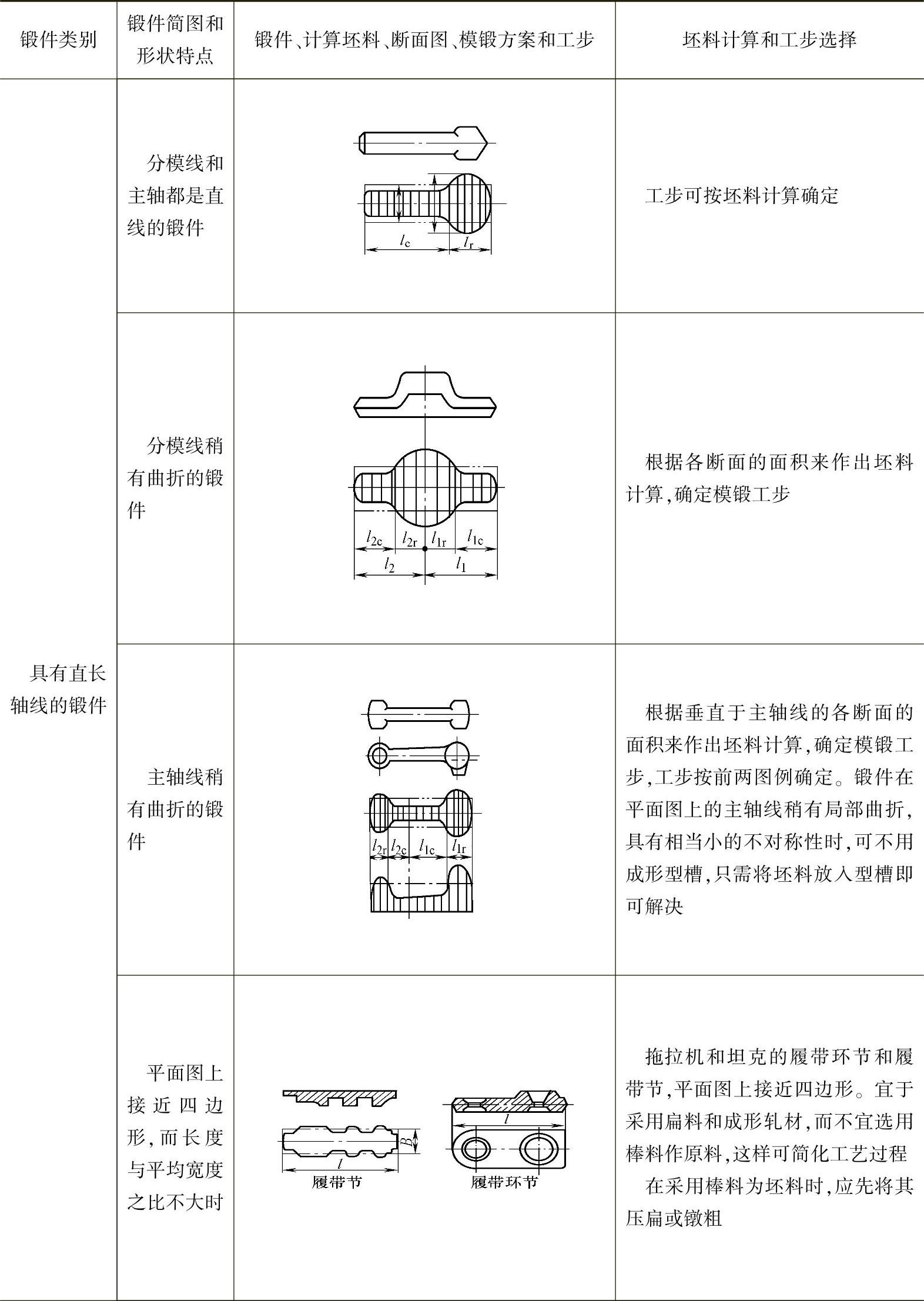
对于Ⅰ~Ⅳ类长轴线类锻件,按平面变形要求,中间坯料沿轴线合理分配金属,并符合锻件平面图形状。由于金属型槽内成形时,沿横断面的流动阻力要比沿轴向的阻力小很多,金属的变形基本上是沿宽度与高度方向流动,而沿轴向的流动则很小。因此对于这类锻件的中间坯料,就要求金属沿轴向的流动,以满足其各横断面面积等于锻件相应部分的横断面面积与飞边断面面积之和,其相应的锤上制坯工序有拔长、滚挤等,通常称这一类工序为拔长类制坯工序。另外,根据需要选用弯曲、成形等制坯工步。
(1)长轴类锻件制坯工步的选择 长轴线连杆、阶梯轴类的锻件,制坯工步的作用是按照锻件图的要求分配坯料体积,以求得到形状较简单的中间坯料。最常用的制坯工步有镦粗、拔长、滚压、弯曲等。
此类锻件制坯工步的选择,取决于下列四个参数:
1)金属流入头部的系数: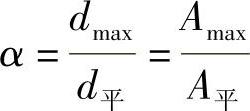
即头部相对尺寸。比值越大,挤到头部去的金属就越多,要求采用变形效率高的制坯工步。
2)金属轴向流动系数:
即锻件相对长度。比值越大,金属沿轴向移动的距离越大,要求采用变形效率高的制坯工步。
3)杆部锥度:
K值越大,金属在制坯槽中变形时,作用在金属上的水平分力亦越大。
4)锻件重量:G坯重量越大,标志着流动金属的体积越大。
上述三个参数公式中 dmax——计算毛坯的最大直径;
dmin——计算毛坯的最小直径;
d平——杆部与头部过渡处的假想直径,把计算毛坯杆部的体积转换成一个截锥体,该截锥体的长度为L杆,小端直径为dmin,大端直径即为dK,根据截锥体公式可求出

已知上述四个参数,查经验图2-52,即可确定制坯初步方案。
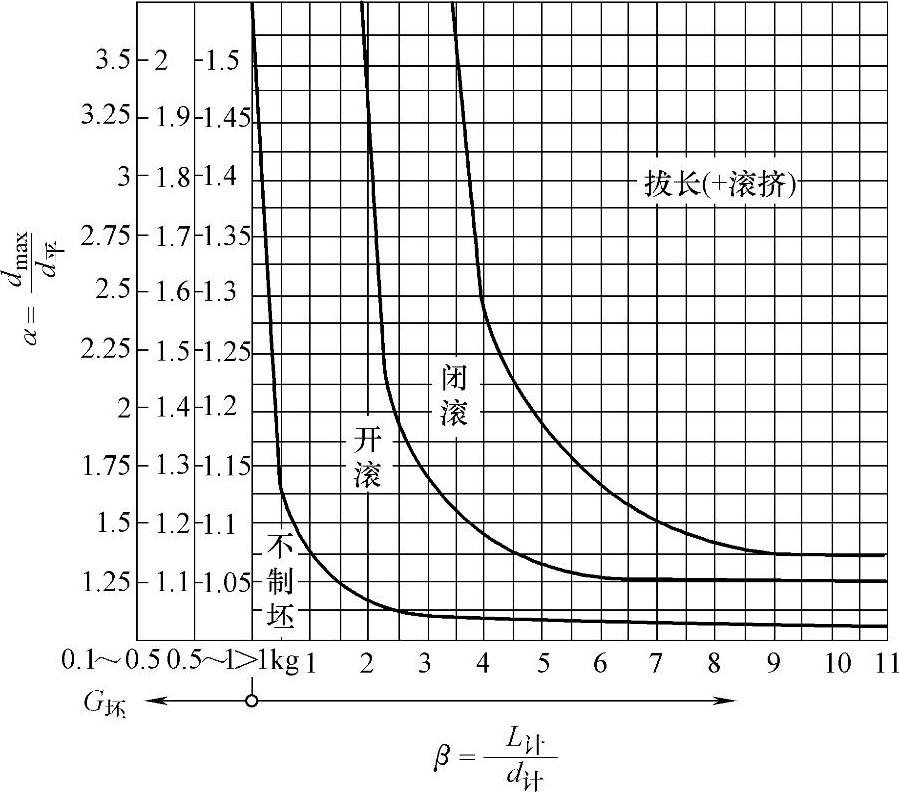
图2-52 拔长工步选择
对于的双杆一头或双头一杆的复杂毛坯计算,则应按体积相等原理转换成两个简单计算毛坯,分别预选制坯工步,然后选择其中制坯效率高的工步作为锻件的制坯。
不同制坯工步转移金属的能力按下列顺序递增:开滚、闭滚、拔长、拔长+开滚、拔长+闭滚。
对于弯曲轴线的锻件,应将轴线展开为直线,作计算毛坯,选择制坯工步,再加一道弯曲工步。
常见长轴线锻件锤上模锻制坯工步的选择见表2-24。
表2-24长轴线锻件锤上模锻制坯工步选择
(续)
(续)
(续)
(续)
(续)
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
(2)拔长型槽 拔长型槽是模锻锤上的自由锻拔长部分,即使坯料金属作轴向流动,某些部分断面积减小而长度增加。拔长型槽分开式和闭式两种(见图2-53)。开口拔长型槽的横断面呈矩形,位于锻模边缘,一边是敞开的。闭式拔长横断面呈椭圆形,其优点是:拔长效率高,拔长后的坯料表面较光滑。但是这种型槽在第一次打击后形成的是椭圆形断面,当坯料翻转90°进行第二次打击时容易弯曲,所以这种型槽的压下量应避免过大,同时操作时坯料也应准确置于型槽的中心线上。另外,这种型槽制造复杂,故应用较少。
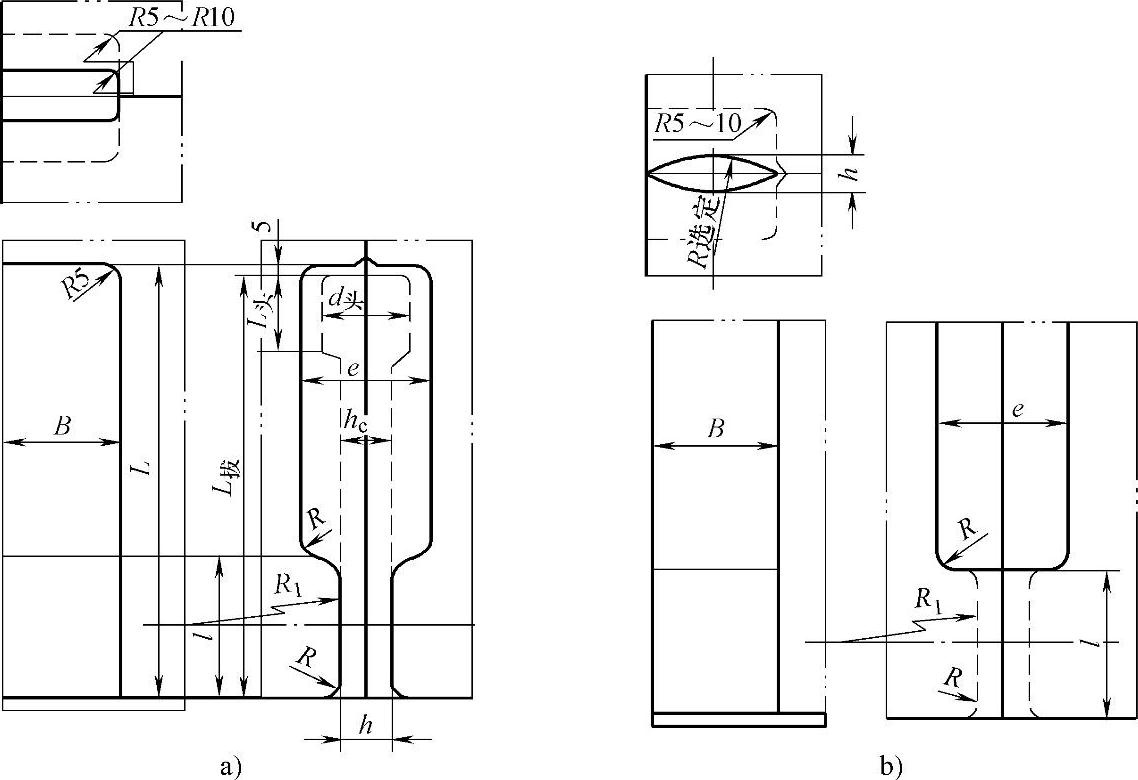
图2-53 拔长型槽结构
a)开式 b)闭式
拔长型槽由坎部和仓部组成。坎部是使金属变形用的工作部分,仓部容纳拔长后的坯料,不再受力变形,它是拔长型槽的辅助部分。操作时同自由锻中的拨长一样,坯料需放在拔长型槽内,操作时在对毛坯进行连续锤击的同时,坯料沿轴向送进并翻转90°,直至达到要求的形状和尺寸为止。杆部的高度和拔长后坯料的长度完全由操作者控制的。其操作特点和变形过程与自由锻平砧拔长完全一样,要掌握好锤击力量,不能将毛坯打得过扁,否则翻转再锤击时易产生折叠。
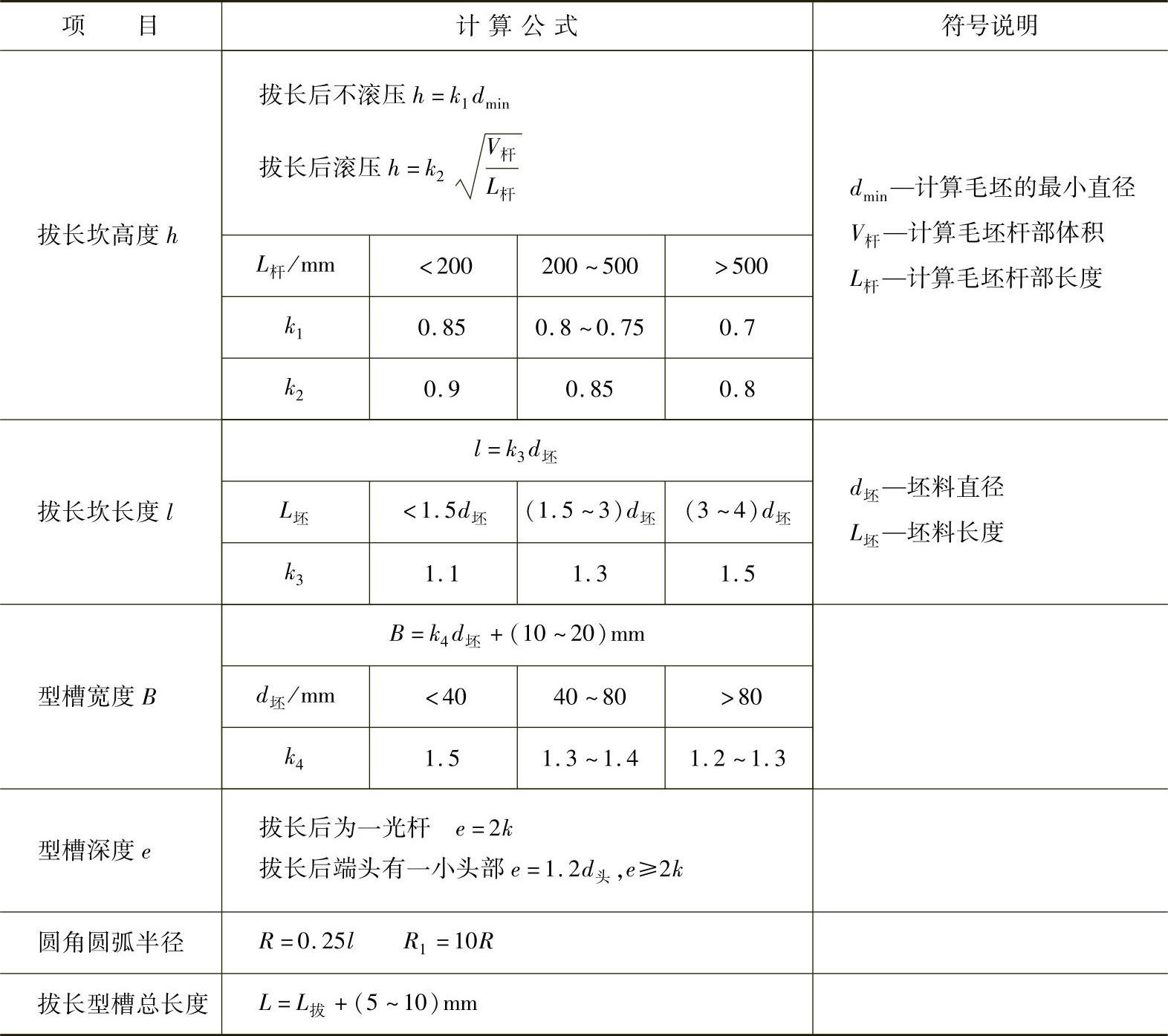
拔长坎部是型槽的主要部分,包括:开口量(坎部高度)h、圆弧R及R1、坎部长度l以及型槽宽度B等,见表2-25。
表2-25拔长型槽尺寸 (单位:mm)
拔长型槽位于锻模的边缘,按其在模面上的布置可分为直排和斜排两种。斜排用于型槽较多,布排有困难时,倾斜角α≤20°,以坯料不碰锤柱为限。
(3)滚压(挤)型槽 滚挤型槽的主要作用是使金属坯料沿轴线作更准确的分配,获得近似于计算毛坯的形状,还可去除氧化皮并将拔长时的凸凹表面压平,使坯料外形圆浑、光整,避免在随后的模锻时产生折叠。因此,滚压型槽是对坯料进行精确整体制坯的基本型槽,如连杆等锻件靠滚挤工步来实现材料由杆部向两头转移,完成重量分布的需要。滚挤型槽可以通过减小部分横断面积的办法,滚挤时坯料无轴向送进,只是反复翻转90°进行锻造。这样可以增大另一部分的断面积,并可以增加一点长度。由于10t以上的模锻锤锻件较重,劳动强度大,手工操作比较困难,因此滚挤型槽多限于5t以下的模锻锤。
按型槽的横断面形状,滚挤型槽可分为开式滚挤型槽、闭式滚挤型槽和混合式滚挤型槽三种。开式滚压型槽的横断面呈矩形,一边是敞开的,位于锻模边缘。开式滚挤时,金属横向宽展较大,轴向流动较小,但操作方便,制模简单,经滚挤制坯后的坯料横断面近似于矩形(见图2-54a)。闭式滚压型槽横断面呈椭圆形,位于锻模内部,闭式滚挤时,金属的横向展宽小,轴向流动大,聚料作用较为强烈,经滚挤后的坯料横断面为椭圆形(见图2-54b)。混合式滚挤型槽则用于要求制坯后杆部为圆断面、两端为矩形断面的情况。
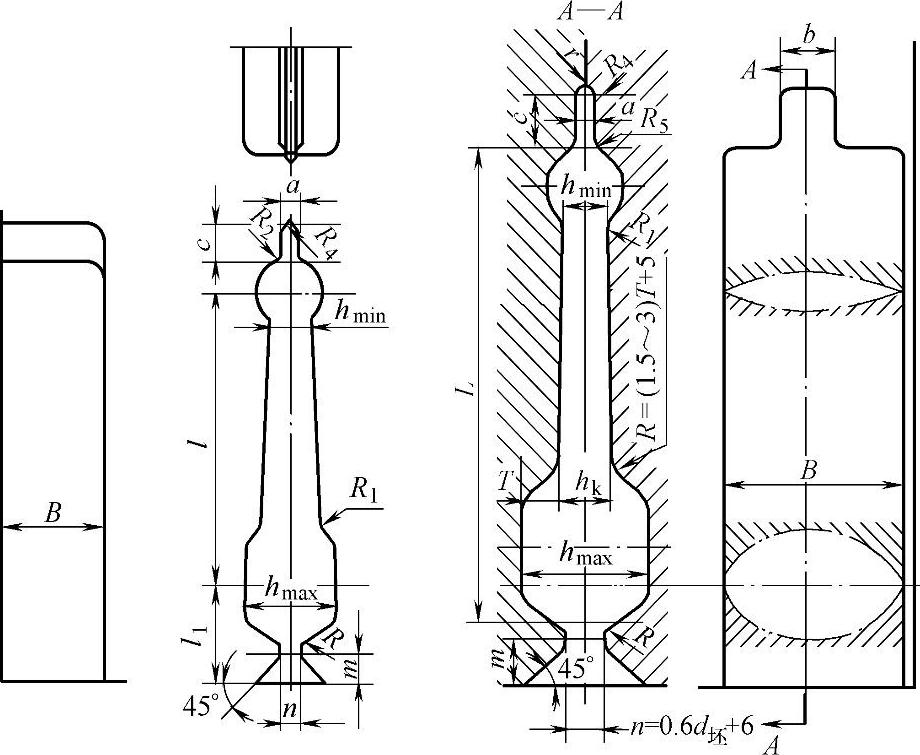
图2-54 滚挤型槽
a)开式滚挤型槽 b)闭式滚挤型槽
按型槽的纵断面形状,又可分为对称式和不对称式两种。不对称滚挤型槽(见图2-55)用于滚挤兼成形的场合,因为它不仅可以节约一个成形型槽,且成形效果较一般的成形型槽要好一些,但操作不太方便。不对称滚挤型槽一般都为开式,根据经验,当h1/h2<1.8时效果较好。
滚挤型槽钳口的作用是通过滚挤将棒料分成料头和锻坯两部分。滚挤型槽的尾部需开出毛刺槽,以容纳滚压时从坯料上挤出的毛刺。
滚挤型槽的高度和宽度、滚挤型槽长度、尾部小槽的计算可按表2-26选取。
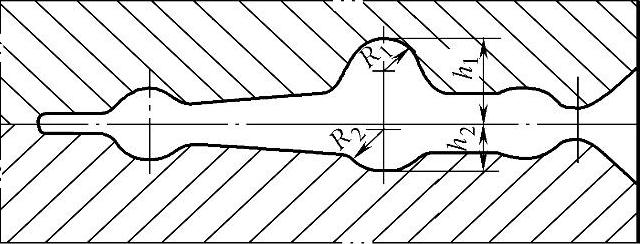
图2-55 不对称滚挤
表2-26滚挤型槽尺寸 (单位:mm)
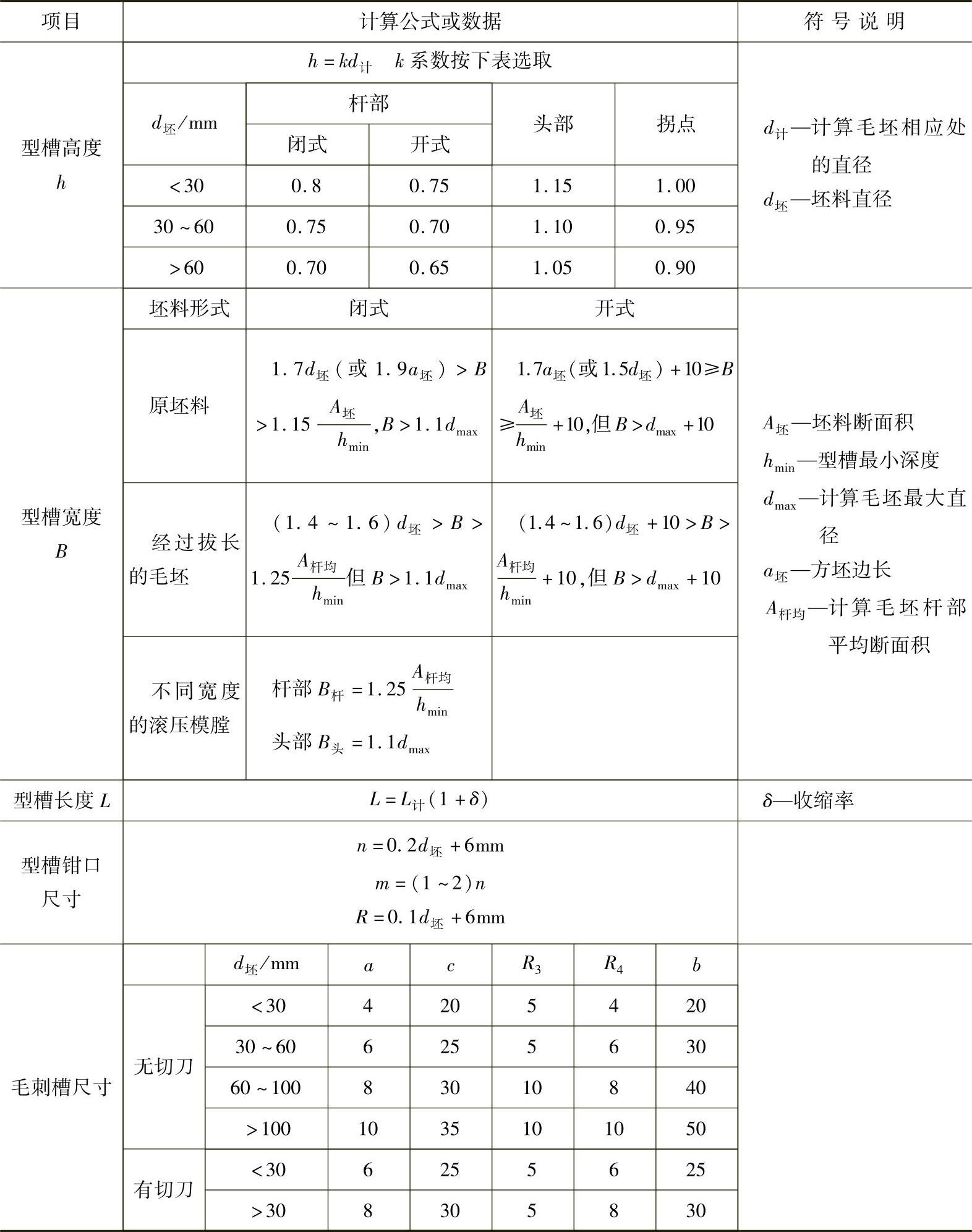
注:表中毛刺槽尺寸b的尺寸仅适用于闭式滚压型槽。
滚压型槽的绘制方法(见图2-56)如下:
1)按计算毛坯的典型断面,计算出各断面上的h和B值,将h从分型面对称标出。
2)以大圆弧或直线将各点h连接,画出滚压型槽的纵剖面,应尽可能做到圆滑过渡。
3)如果计算毛坯的杆部为水平线,为了杆部金属易于流向头部,滚压型槽可带斜度,倾斜角取2°~5°。
(4)压肩(卡压、卡锻)型槽 压肩型槽与滚压型槽的形状相似,设计方法也基本相同。由于压肩型槽在操作时不像滚压那样作90°的多次翻转,而是只作一次打击后就直接移入预锻或终锻型槽。因此,压肩型槽的聚料作用较滚压小,而压下量大的部分则有使坯料明显增宽的效果。
压肩型槽也有开式与闭式两种形式。开式的应用较广,压肩后坯料平移置入模锻型槽进行锻造,见图2-57。闭式压肩型槽多用于圆轴类锻件,压肩后坯料转90°后置入模锻型槽。压肩型槽在我们国家应用不是很普遍,很多时候都用压扁、成形和开式滚压型槽来代替。压肩型槽尺寸计算见表2-27。
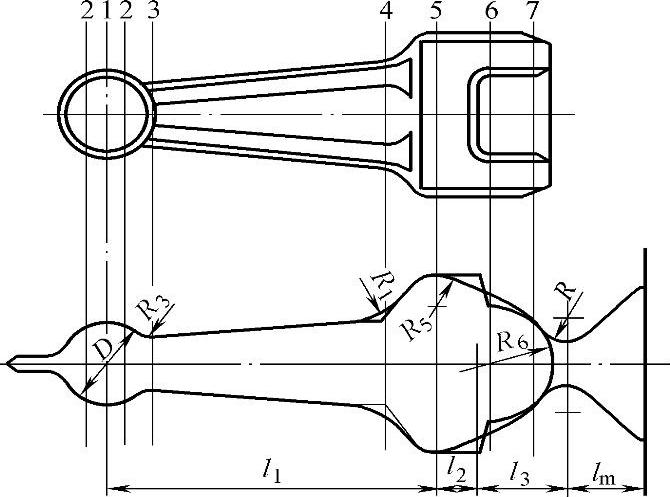
图2-56 滚压型槽的绘制方法
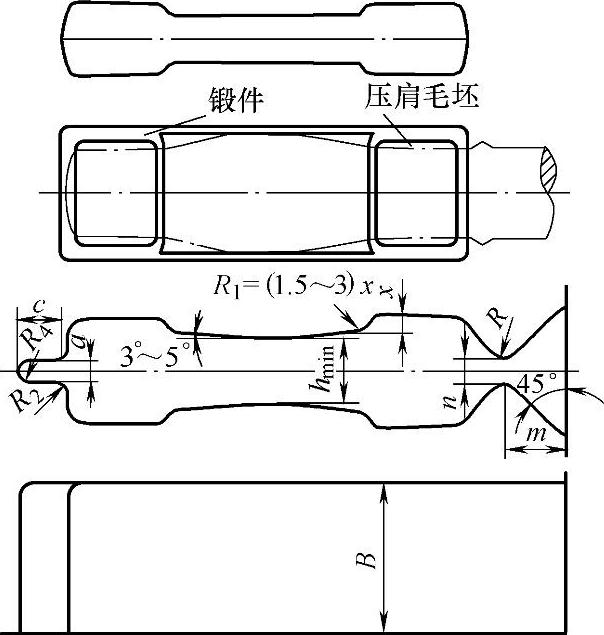
图2-57 压肩型槽
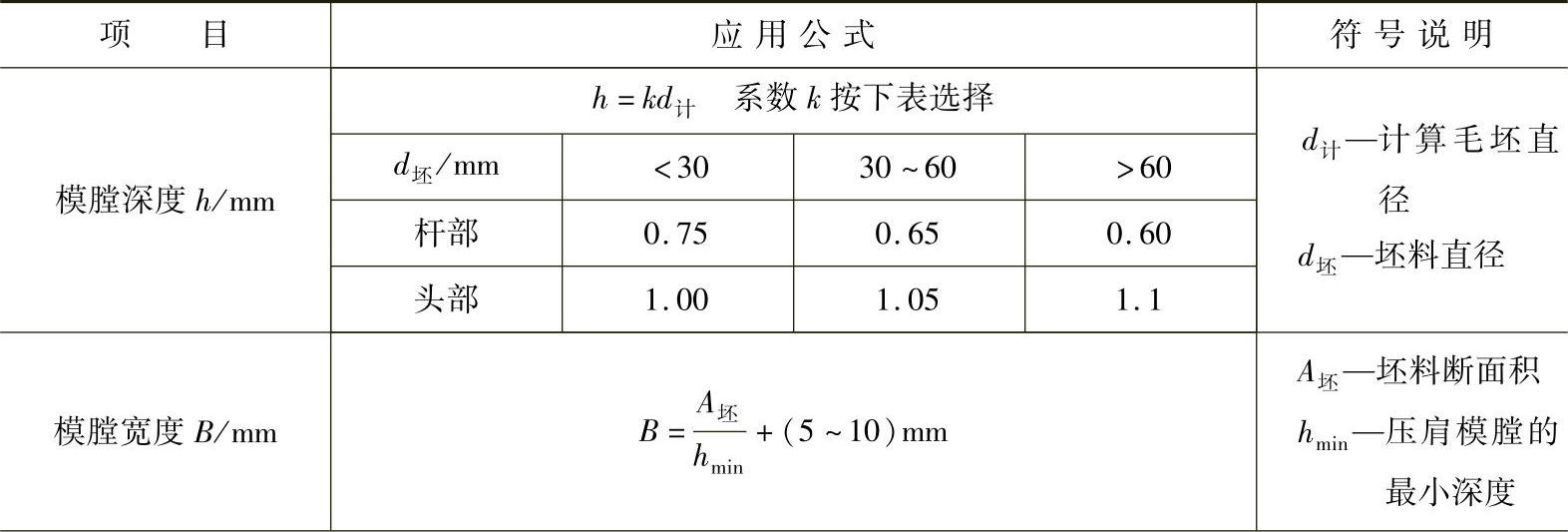
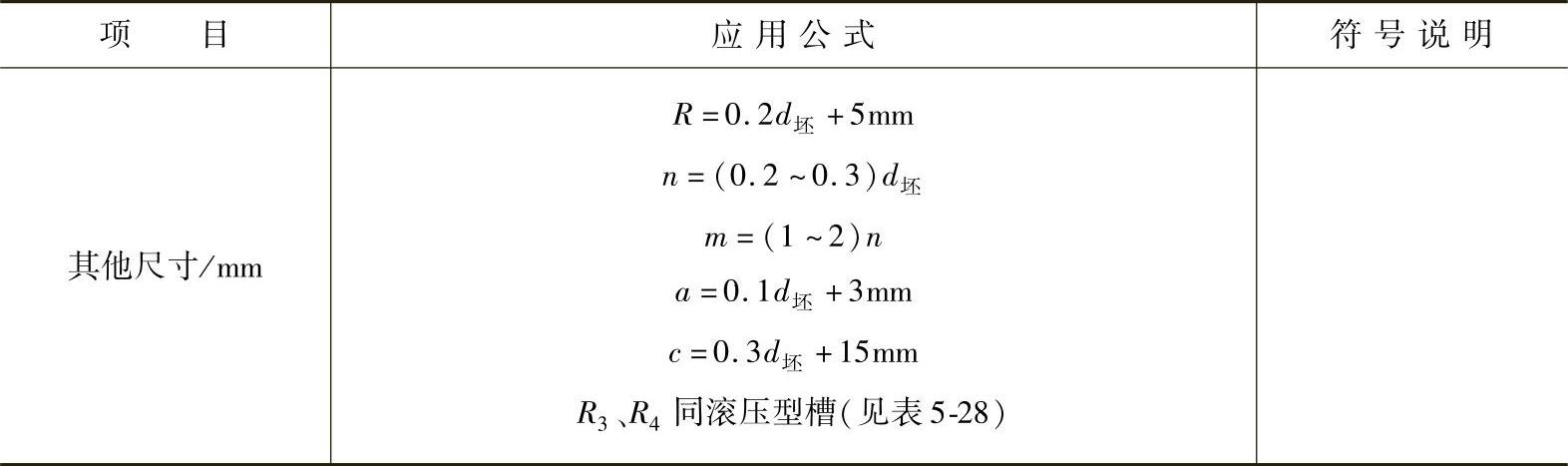
表2-27压肩型槽尺寸计算
(续)
(5)弯曲型槽的设计 模锻弯曲轴线锻件时,为使其中间坯料能顺利放进(或基本放进)模锻型槽里成形,要求中间坯料具有与锻件的平面图相适应的外形,一般是弯曲轴线锻件采用弯曲工步来实现的。将坯料放入弯曲型槽内,其翻转90°后的形状符合终锻型槽在模面上的平面投影形状。
弯曲所用的坯料可以是等断面的原始坯料,也可以是经过拔长、滚挤后的坯料。
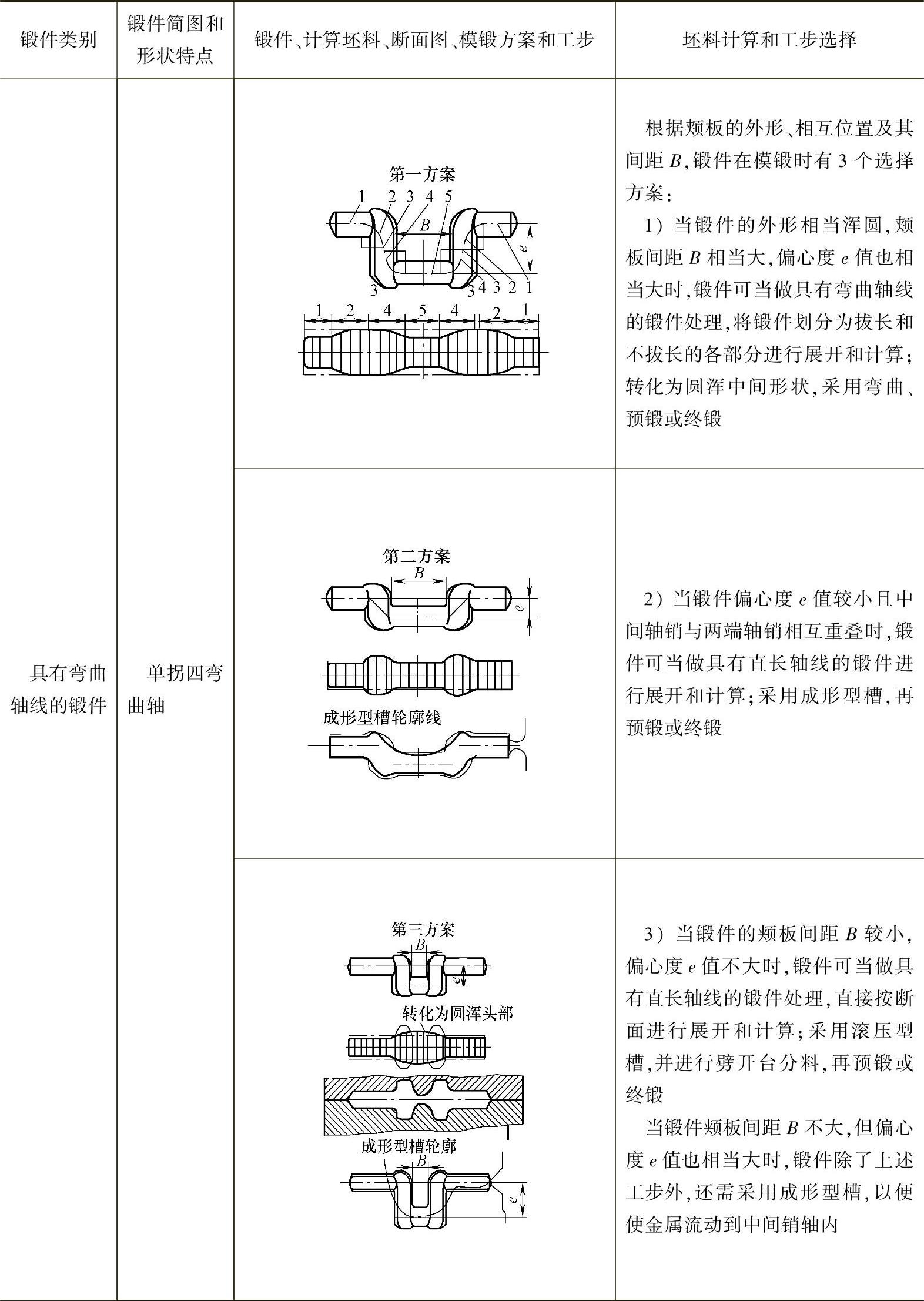
根据弯曲时毛坯拉长的情况,弯曲模槽可分为两种形式:①自由弯曲式。坯料在模槽内拉伸现象不大,适用于具有圆浑形弯曲的锻件,一般只有一个弯角,见图2-58a。②夹紧弯曲式。坯料在模槽内除了弯曲成形外,还要有拉伸。这种弯曲成形适用于具有多个急突弯曲形状的锻件,如多拐曲轴等,如图2-58b所示就是其中的一例。
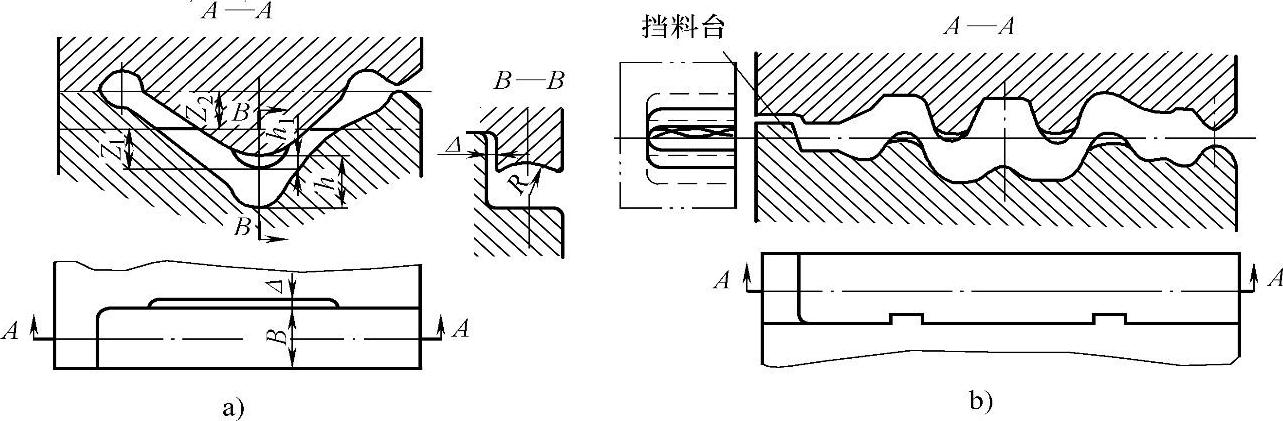
图2-58 弯曲型槽
a)自由弯曲式 b)夹紧弯曲式
弯曲型槽是根据终锻模槽在分模而上的外形尺寸进行设计制造的。在设计弯曲型槽时应注意以下几点:①弯曲型槽在急弯处应作成较大的圆角,以免在终锻时锻件在该处形成折叠。②弯曲型槽在下模上应有两个支承点,以支持压弯前的坯料,此两支点的高度应使坯料呈水平位置,见图2-59。③当用原坯料在弯曲型槽内压弯时,在弯曲型槽末端应作出挡料台控制位置,而如果坯料已经过滚挤时,可利用钳口颈部定位。④弯曲型槽中的凸出部分应制出横向弧形凹坑,如图2-58中的B—B断面,以便使坯料定位,防止在操作时坯料偏移或掉下。其凹坑深度h1=(0.1~0.2)h,h为型槽相应部分深度。⑤设计弯曲型槽的突出部分时,应使上下模大致相等,即图2-58中的Z1=Z2。这样上下模的加工量基本相等。
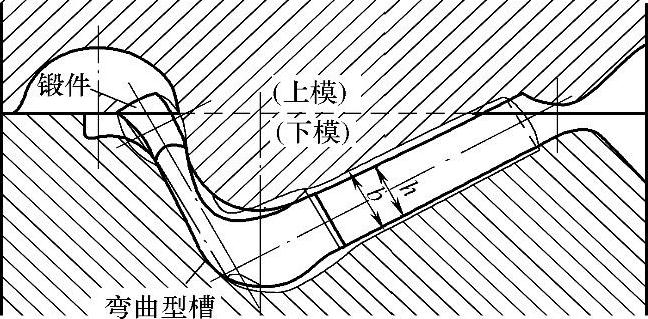
图2-59 弯曲型槽水平支承
另外,为了便于压弯后的坯料容易取出,弯曲型槽要有适当的斜度。
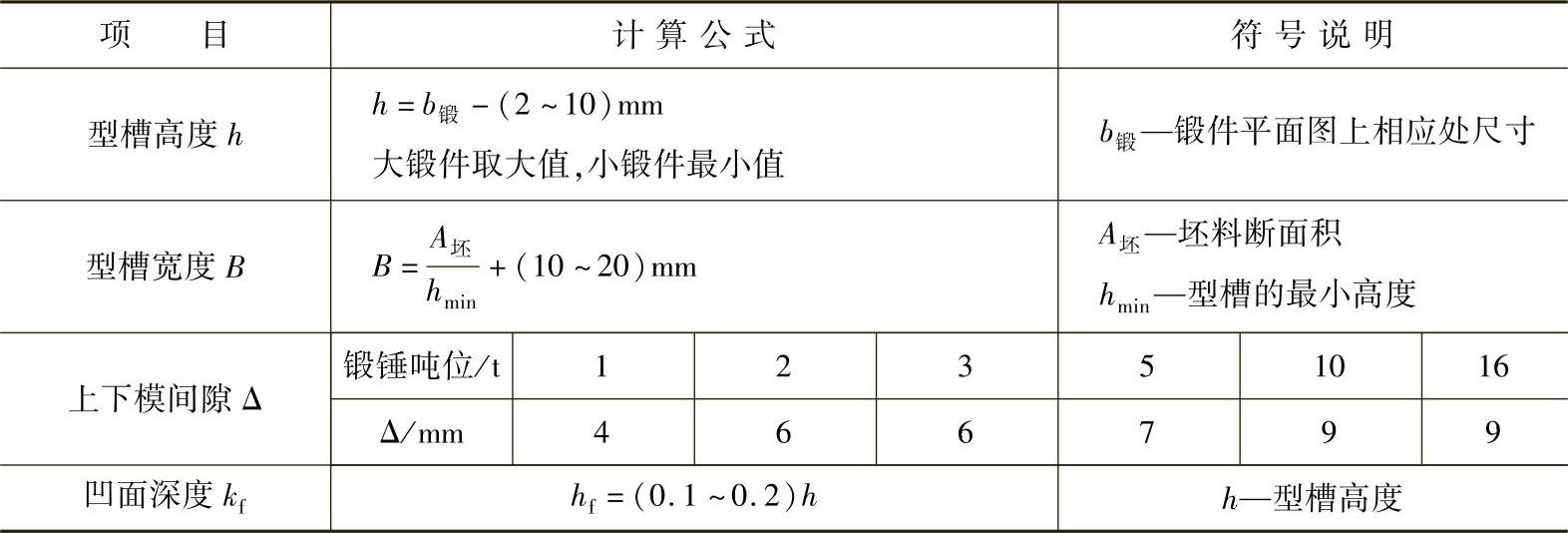
弯曲型槽尺寸有关尺寸的计算见表2-28。
表2-28弯曲型槽主要尺寸
对于弯轴类,除应满足上述要求外,弯轴线类锻件应展开计算。
若锻件的曲率半径不大,外形圆浑,作计算坯料是按离锻件宽度内侧1/3处展开的,则滚挤型槽应设计成如图2-60的形式,其长度比心轴线短。
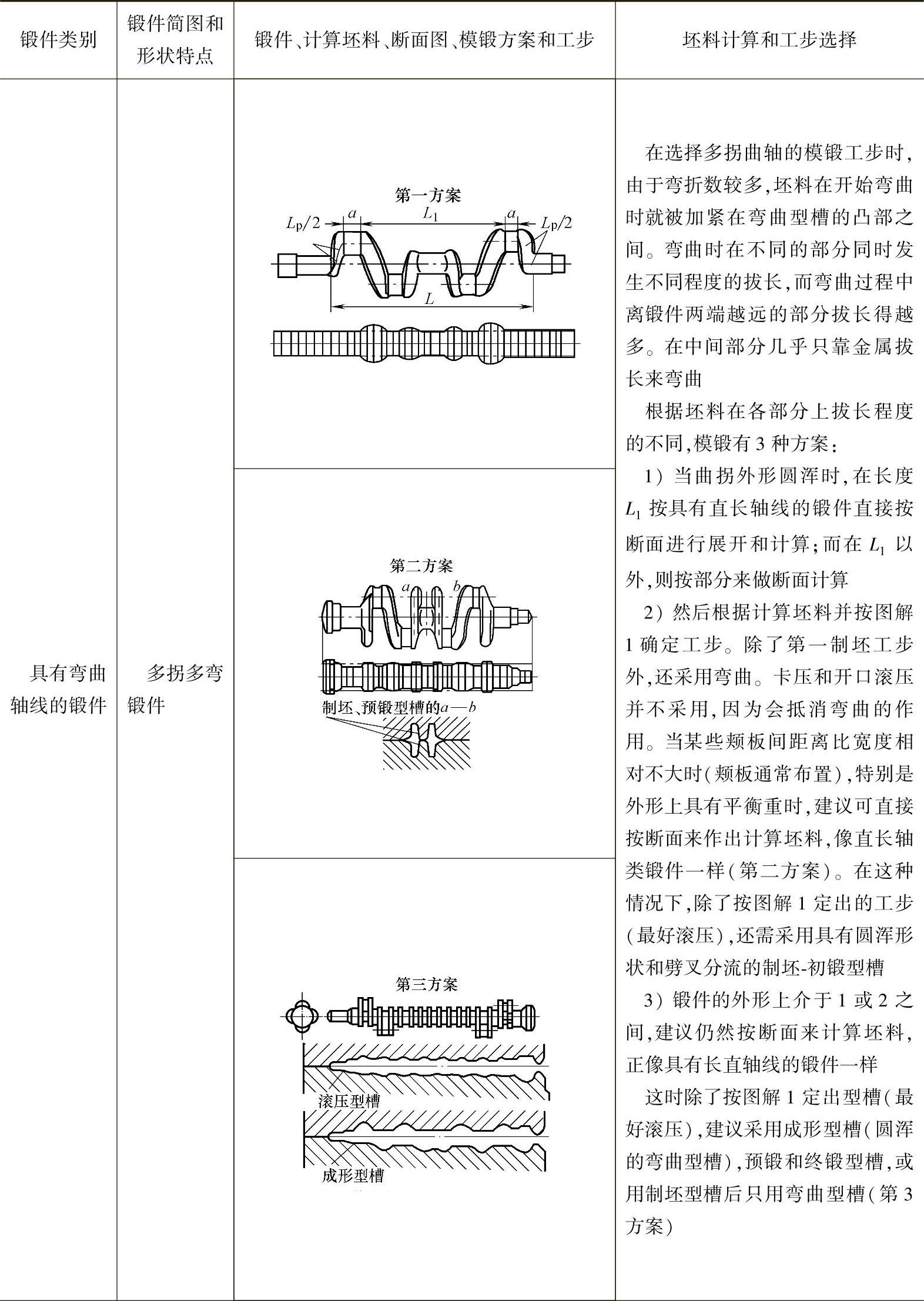
对于多拐曲轴这类在夹紧弯曲过程中几乎全靠拉伸成形的锻件,在计算坯料时,把锻件当成直轴类(即计算坯料的长度等于锻件水平投影的长度),则滚挤型槽的长度应设计成如图2-61所示的形式。

图2-60 曲率半径不大的圆浑锻件
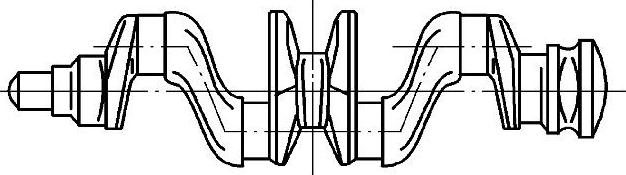
图2-61 夹紧弯曲的拉伸成形锻件
计算坯料为直轴中间坯料,因此对于弯轴线锻件,在绘制计算坯料前应将锻件沿轴线展开拉成直轴。由于中间坯料在弯曲时会伸长,所以锻件展开时的长度应较锻件弯曲轴线的长度小些,缩短数值可以根据具体情况确定。
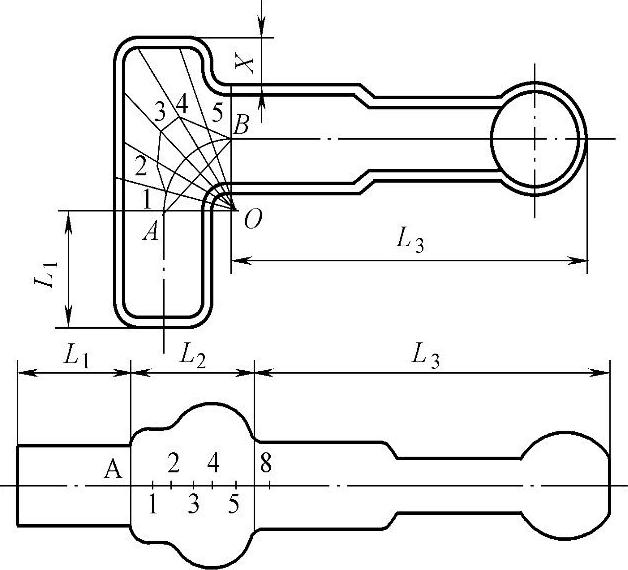
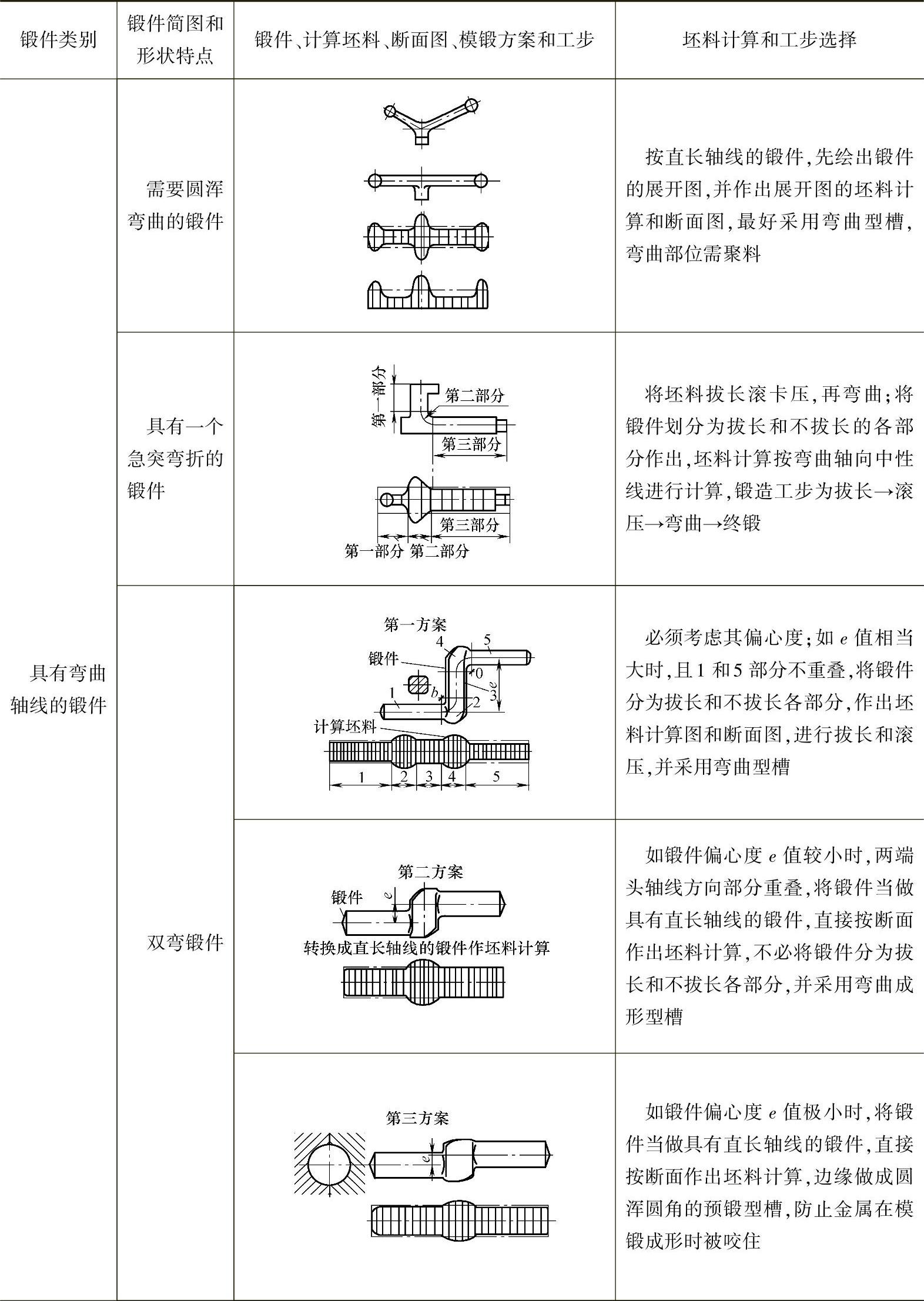
图2-62 急突弯曲锻件
如图2-62所示的急突弯曲锻件,在展开时直线部分L1、L3的长度均不改变,而弯曲部分L2的展开可用下列三种方法处理:
1) 折线长度,1、2、3、4、5分别为各断面重心。
折线长度,1、2、3、4、5分别为各断面重心。
2) 弧线长度,用于弯曲时拉伸较大的情况。
弧线长度,用于弯曲时拉伸较大的情况。
3) 直线长度,用于x=0弯曲拉伸较大的情况。
直线长度,用于x=0弯曲拉伸较大的情况。
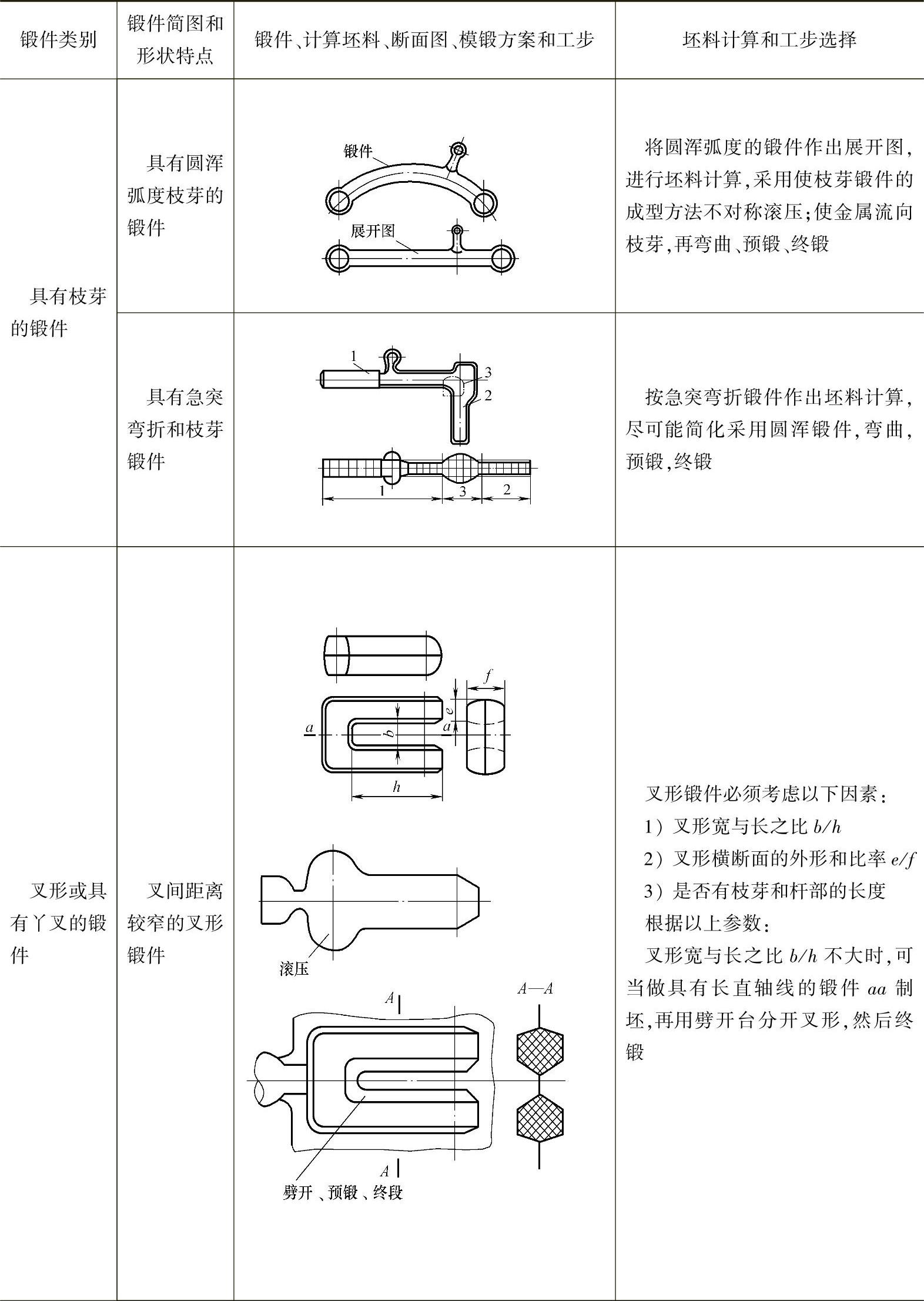
对于弯曲度较小的锻件和绝大多数带枝芽的、带叉的锻件,一般不需要将锻件展开,直接沿轴线取断面绘制直轴计算坯料图。
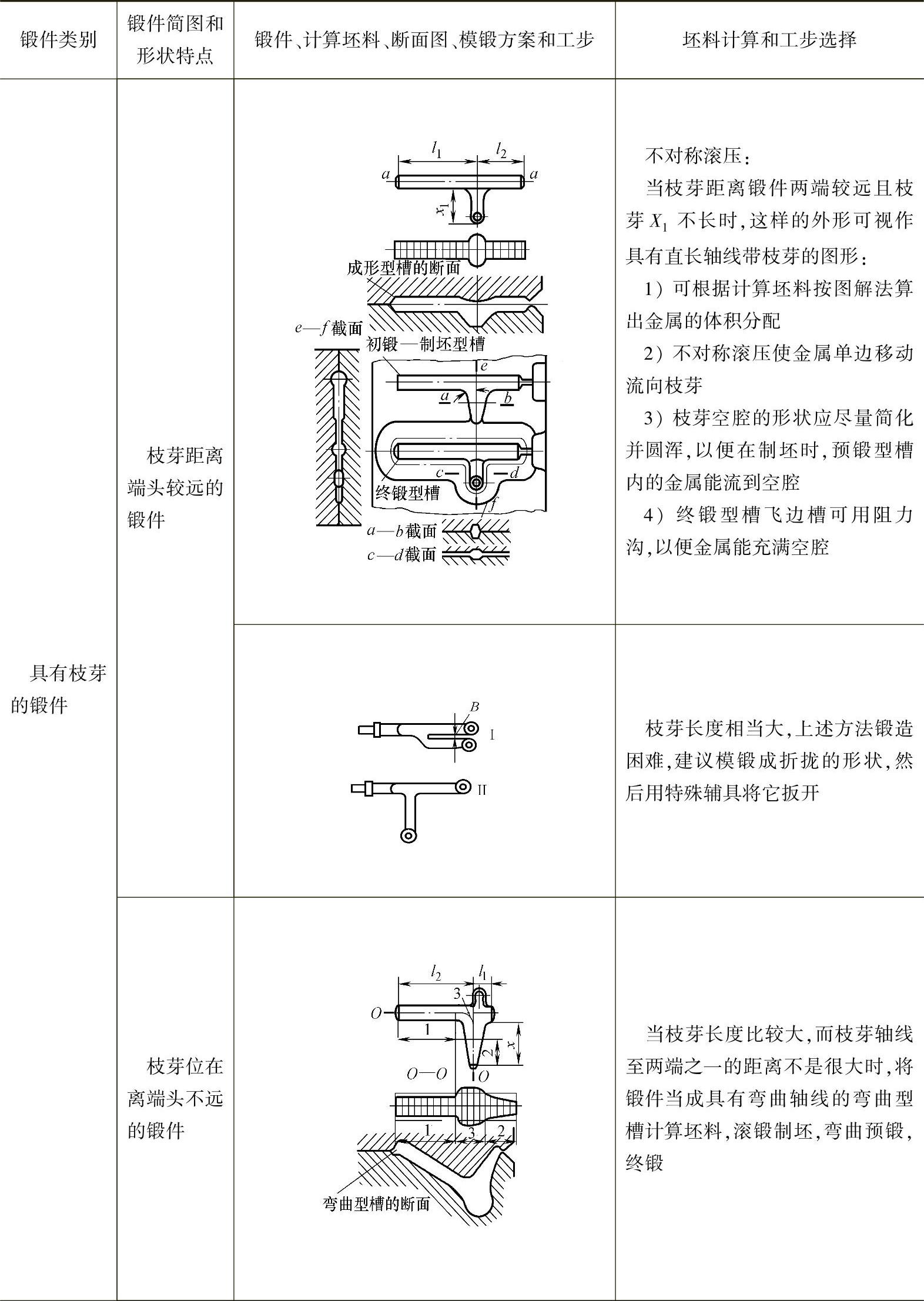
(6)成形型槽 与弯曲型槽相似,成形型槽也用来使坯料变形以接近锻件在水平面上的投影形状,它是通过局部金属转移来获得所需形状,因此金属流动量大。成形型槽可以减轻终锻型槽磨损,提高终锻型槽寿命。操作时一般只打击一次,然后将坯料翻转90°移入预锻或终锻型槽。成形型槽是枝芽的锻件主要采用的成形工步。
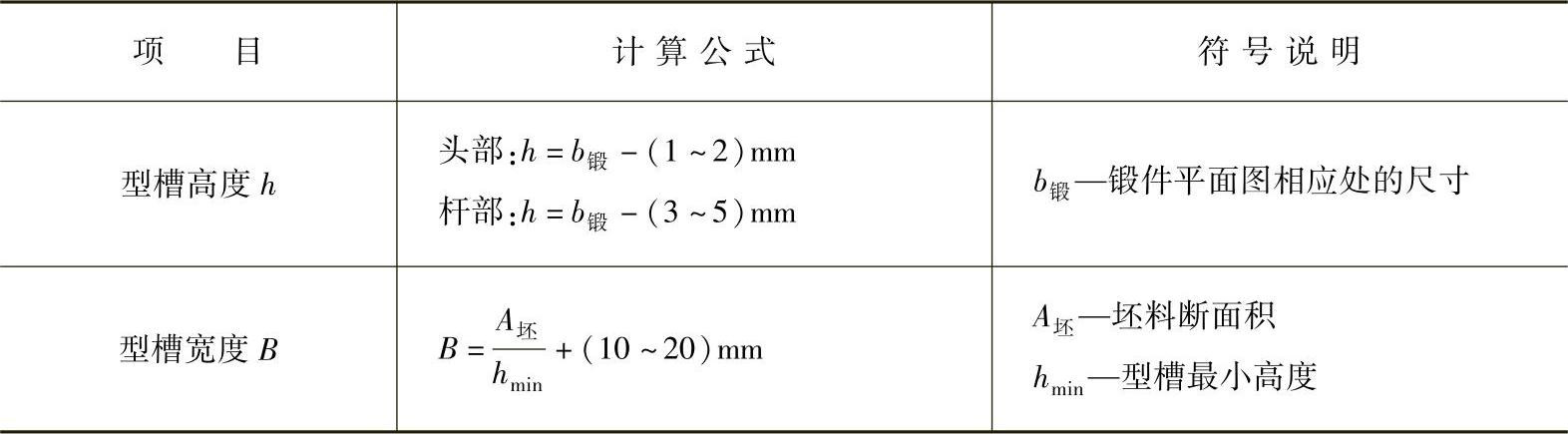
成形型槽按纵断面的形状可分为不对称式及对称式两种,常用的为不对称型槽。型槽设计原则与方法同弯曲型槽相似,主要是为了能使成形后的坯料顺利放进模锻型槽,并以镦粗的方式充填型槽。其设计依据是锻件在平面图上的轮廓线形状和尺寸。在锻件头部,每边小1~8mm,杆部每边小3~5mm,并以镦粗的方式充填型槽。杆部向头部过渡区应有2°~5°的斜度,以利于金属流动。
对称性的成形型槽见图2-63。
非对称性成形型槽(见图2-64)设计方法与弯曲型槽相似,基本原则依然是型槽轮廓要比锻件轮廓小些,通常每边小2~5mm。型槽宽度、钳口尺寸等与弯曲型槽的设计方法相同,尾部毛刺槽可参照滚压型槽设计。
对于带枝芽类锻件(用不对称成形型槽),为使枝芽部分在模锻时能较好的充满型槽,设计成形型槽时应迫使金属更多的流到枝芽部分。为了控制金属的宽展,成形型槽可采用闭式。成形型槽尺寸参数见表2-29。
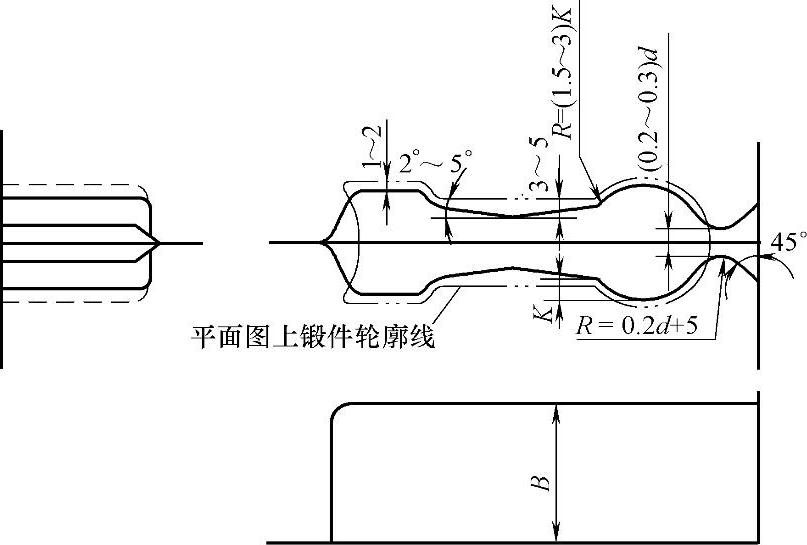
图2-63 对称性的成形型槽
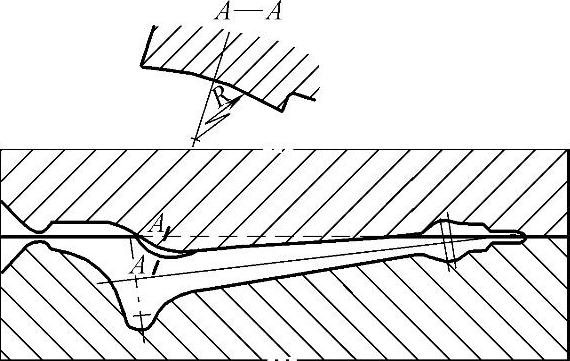
图2-64 非对称性的成形型槽
表2-29成形型槽主要尺寸
在蒸汽—空气模锻锤上进行制坯时,通常的锻件出坯时间是模锻时间的1~3倍,导致其设备利用率不高。如果我们在毛坯工序上能够采用更先进的工艺,例如用滚轧工艺、周期性的毛坯等方法,来代替模锻锤上的出坯工作,可以大大提高模锻锤上生产率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。