



坯料一般采用热轧圆钢或方钢,确定坯料时需要计算锻件重量和飞边重量。计算坯料是为了按标准规格选用坯料的直径和长度,同时也是选择模锻工步和设计型槽的重要参数。
1.锻件体积或重量
求出锻件重量,是为了根据体积不变原理选择合适的坯料重量和坯料规格。
锻件重量指理论计算重量,最终的重量是在锻件调试生产之后才确定的。
对于形状简单的锻件,通常是将锻件划分为若干部分,每一部分都是接近规则的几何形体,如圆柱、棱柱、截锥台、棱锥台等,最终总加起来。
对于形状复杂长轴的锻件,建议用作断面图的方法计算。然后分别计算体积,加上计算的飞边体积,得到的就是锻件总体积。
V总=V锻+V飞
总的体积乘以材质密度就是锻件重量。
(1)飞边体积的计算 模锻时飞边充满飞边槽的情况,视锻件成形时,金属的充满方式和锻件形状而定。模锻时,飞边并不完全充满飞边槽,也不需要完全充满飞边槽。其计算公式如下:
V飞=ξAf[L周+ψ(b+b1)]
式中 ξ——飞边槽的充满系数,其值见表2-10;
Af——飞边槽面积;
L周——锻件在分型面上的周长;
b、b1——飞边槽的桥部和仓部宽度;
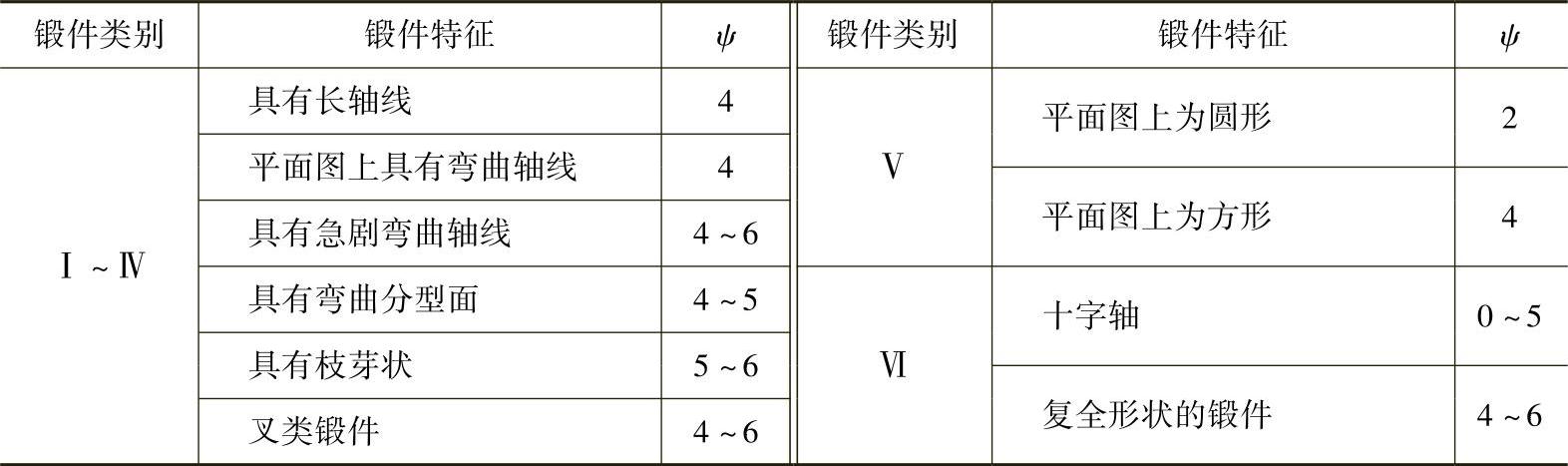
ψ——锻件形状系数,其值见表2-11。
表2-10飞边槽的充满系数ξ
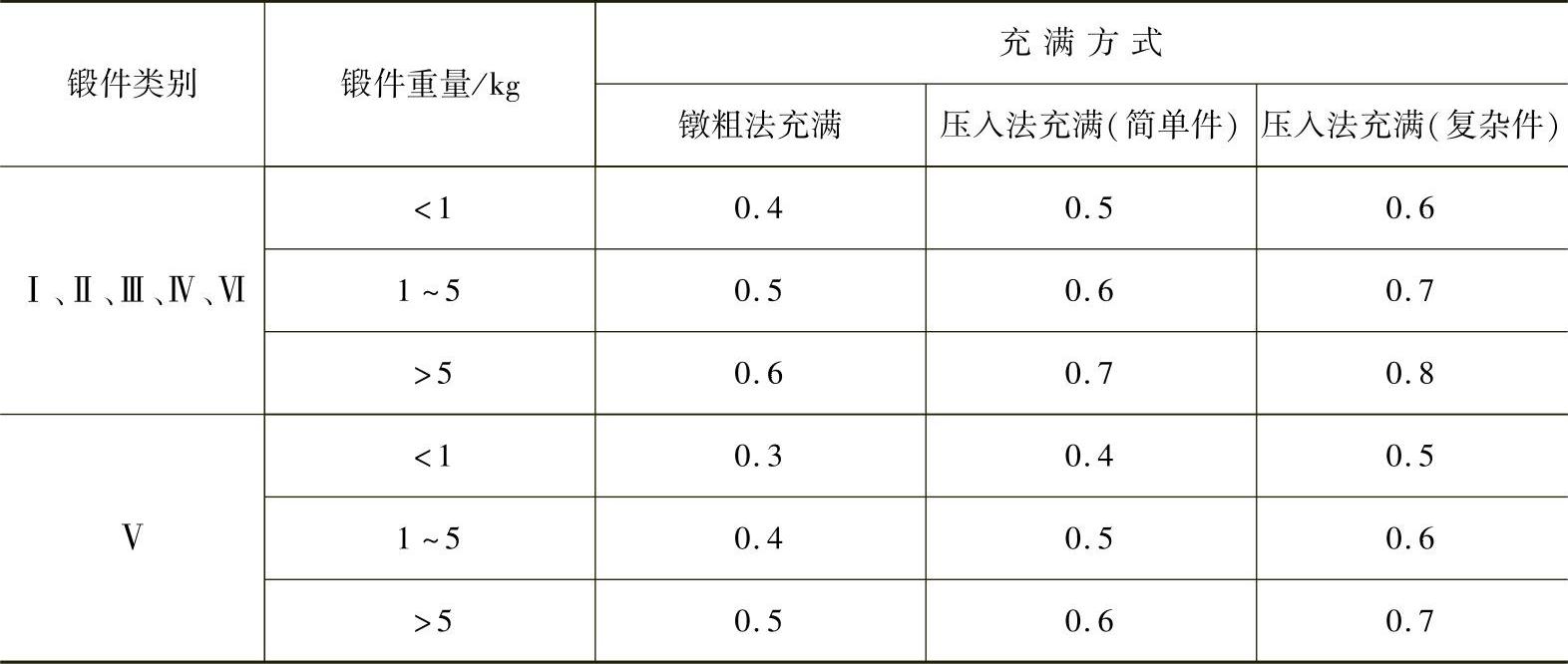
表2-11锻件的形状系数ψ
锻件上断面差大的过渡区和未作精确制坯即进行终锻的部分,计算时都应将面积适当放大。而锻件最大断面处的飞边,则往往需要适当减小。在断面变化较大和变形较剧烈的部位(例如材料必须反挤的部位)上,形成的飞边应多于断面均匀、变形程度较小的部位。
(2)复杂长轴的锻件断面图计算方法 具体做法如下:
1)计算毛坯的各断面面积A计及计算毛坯断面图。根据平面变形的假设计算所得的中间坯料称为“计算坯料”。它是长轴线类锻件选择制坯工步、确定坯料尺寸及设计拔长类制坯型槽的基本依据。
按平面变形假设计算坯料的任意断面面积,应等于该锻件相应部分断面面积与飞边断面面积之和。毛坯各断面面积按下式计算:
A计=A锻+2ξAf
式中 A计——任一处计算毛坯断面面积;
A锻——相对应处锻件的断面面积;
Af——相对应处飞边槽断面面积;
ξ——飞边槽的充满系数,按表2-10选取。
在计算出锻件各部分的断面面积A计后,以比例系数M将各断面的A计用具有下列高度的线段代表:
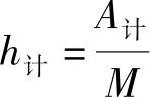
式中 h计——表示断面线图中,各相应断面的线段高度。
将这些线段从同一水平线开始,画在相应断面的引出线上,并将这些线段的端点连接起来,便可得到计算毛坯的断面线图,见图2-30。
断面线图的特点是:其上各个部分的面积乘上比例系数M,即代表计算毛坯上相应部分的体积。
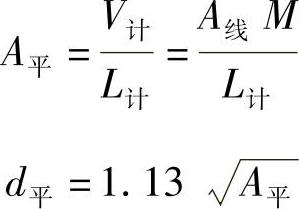
2)计算毛坯各断面直径d计及计算毛坯直径图。计算毛坯各断面直径按下式计算:

式中 d计——任一处计算毛坯断面面积。
当计算出锻件各断面不同的直径d计及计算毛坯的长度L计后,将所得出的直径d计按大小画在相应断面的线上,再将端部各点用直线和光滑曲线连接起来,就得到计算毛坯直径图,见图2-30。
3)计算毛坯的平均断面面积A平及其平均直径d平。计算毛坯的平均断面面积及其平均直径按下式计算:
式中 V计——计算毛坯体积;
A线——断面线图的总面积,其值可按坐标法或求积仪法求得;
M——比例系数。
4)计算毛坯的头部、杆部及颈部。见图2-30,毛坯上d计>d平的部分,即计算毛坯断面大于平均断面的部分叫做头部;毛坯上d计<d平的部分,即计算毛坯断面小于平均断面的部分叫做杆部;毛坯上头部与杆部交接处的部分叫做颈部。
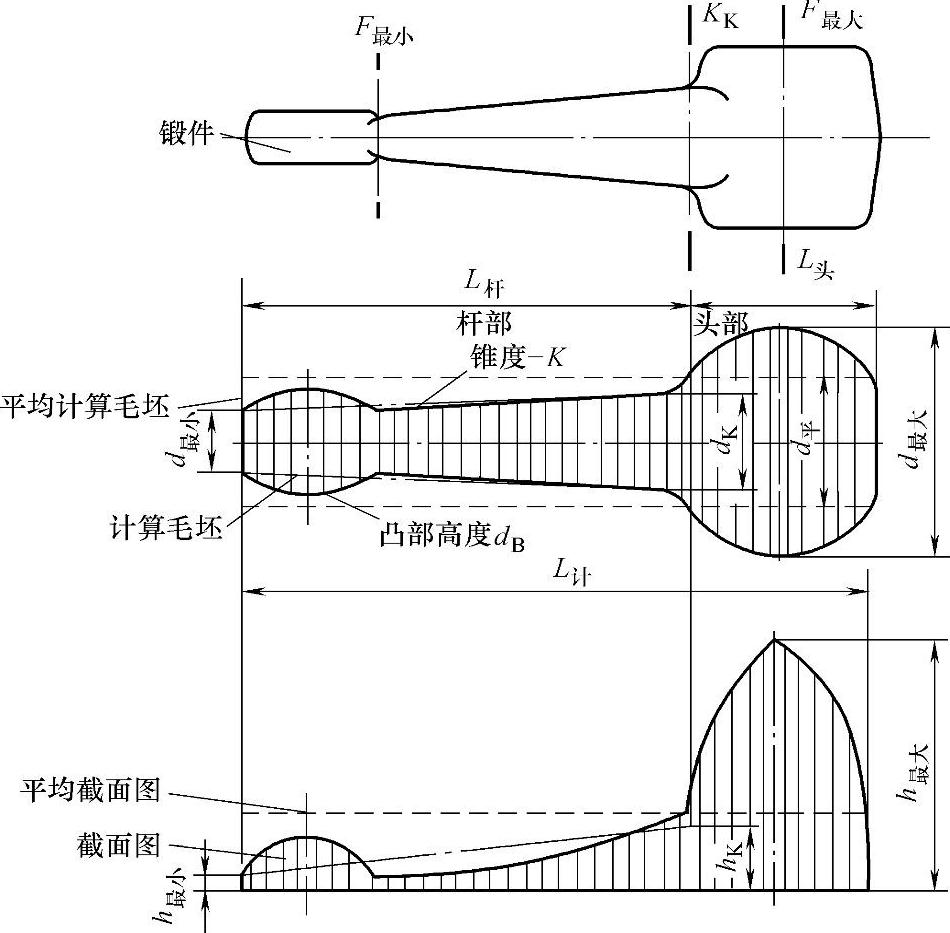
图2-30 简单的计算毛坯(直径图)和断面图
5)计算毛坯形状的修正和简化。当锻件上有冲孔连皮或压凹时,则在那部分的变形接近轴对称变形,若按公式直接计算所得的断面图和计算坯料图的图形有急突的变化,甚至出现马鞍形,这样就不仅不利于制坯,更不利于在模锻型槽中的成形。因此在这种情况下,计算所得的计算坯料断面图与计算坯料图一般都要在断面图上按面积相等的原则加以修正,以得到圆浑外形的计算坯料。简化原则是应使减少部分体积等于增加部分体积,见图2-31,并使简化后的d最大′来代替简化前d最大。(https://www.xing528.com)
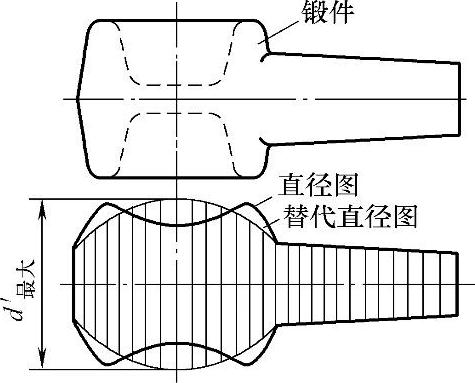
图2-31 计算毛坯的简化
对于杆部具有由折线或曲线组成的轮廓线,或杆部只有凸部时,为了求出杆部与头部转接处的尺寸dk,须将计算毛坯的杆部转化为截头圆锥体,此时可用下列公式求得

dk的大小常可简便地从断面图上求出,只须知道下列关系即可

6)简单计算毛坯与复杂计算毛坯。对只有一个头部和一个杆部的计算毛坯,称为简单计算毛坯。如果具有两个头部和一个杆部或者二杆一头,多个头部和多个杆部的计算毛坯就称为复杂计算毛坯。
复杂计算毛坯应转化为简单计算毛坯,因为选择制坯工步时是根据简单计算毛坯来考虑的,复杂计算毛坯转化为简单计算毛坯的方法可参见下例。
例,对于具有一头二杆的计算毛坯的转化法,如图2-32a所示,应向头部中央找一划分线,将其划分为两个简单计算毛坯。在确定划分线的位置时,应使每一个简单计算毛坯中,头部不足的体积V头1和杆部多余的体积V杆1相等。同样的计算方法应用于具有二头一杆的毛坯,如图2-32b所示。
待定划分线的位置可更简单地从断面图上定出,因为这里面有一个面积恒等的关系,即断面图上A头1=A杆1。
这样,在定出划分线后,便可得到两个长度各为L计1和L计2的简单直径图和断面图。
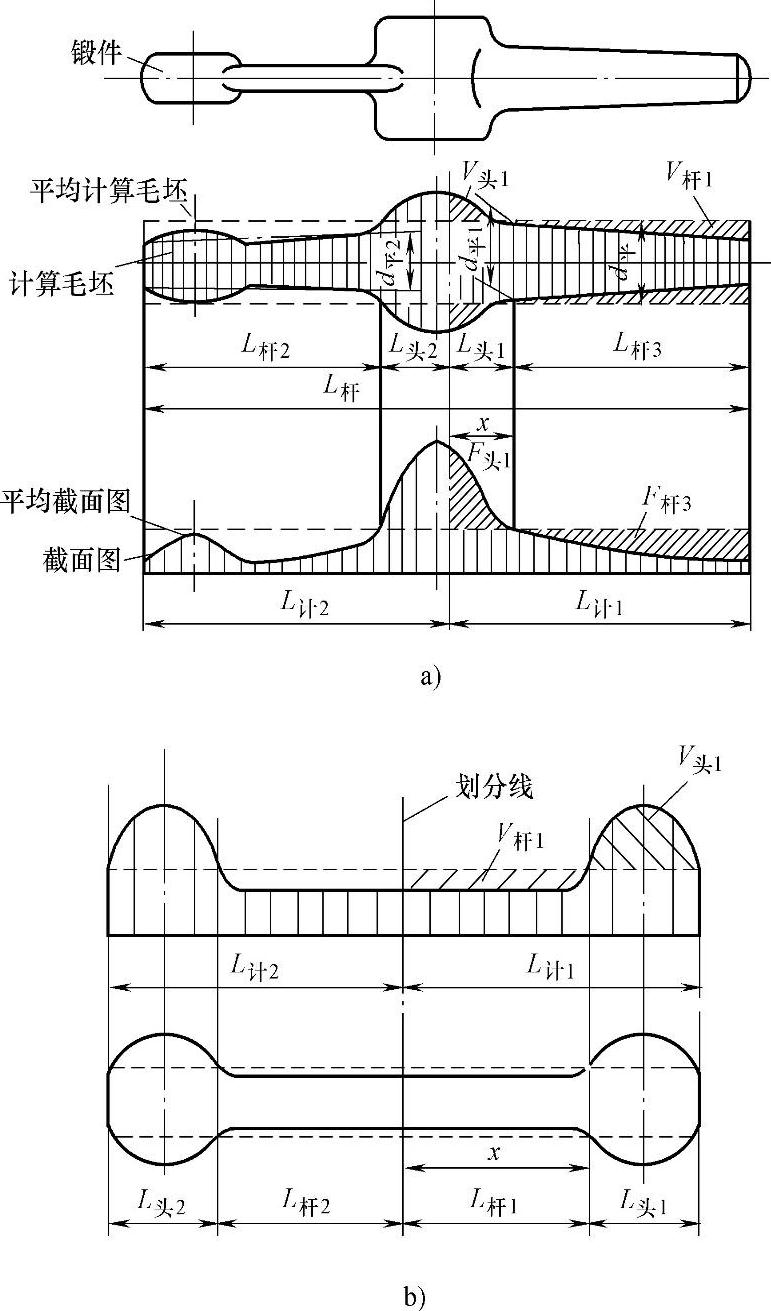
图2-32 复杂计算毛坯转化为简单计算毛坯
a)二杆一头 b)二头一杆
2.坯料的规格和长度
坯料体积V坯 可由下式求得
V坯=(V锻+V飞边+V连皮)(1+δ)
式中 V锻——锻件体积(mm3);
V飞边——飞边体积(mm3);
V连皮——连皮的体积(mm3);
δ——烧损率,加热至锻造温度,钢的平均烧损率可按表2-12选取。
将所得体积乘以材质的密度就是毛坯的重量。
表2-12烧损率

选择合适规格和尺寸的原材料,保证按规定工序锻出所需锻件。
(1)饼类锻件坯料规格的确定 这类锻件都有镦粗工步,镦粗时常用的长径比m为:
选择圆坯料的直径D坯或方坯的边长C坯,应考虑到坯料镦粗时不致产生弯曲、备料方便、节约金属材料等,应使坯料长度L坯与直径D坯(C坯)之长径比m=L坯/D坯=1.5~2.2。
若m>2.5,坯料在镦粗过程中容易弯曲,而且操作不安全。若m过小,则往往给下料带来困难。因此,只要材料在规格的选用上允许,就要避免超出所给的长径比范围。
坯料的直径D坯或边长C坯可在下列范围内选择:
计算出C坯′或D坯′后,应按国家标准规格选用,假如所选坯料的直径为D坯或边长为C坯,然后再按下式确定其长度L坯=1.27V坯/D2坯或L坯=1.27V坯/C2坯。
(2)杆类锻件坯料规格的确定 锻件计算毛坯的形状说明了锻件沿长度上金属分布的情况。模锻前合理的坯料形状应该是接近于计算毛坯的形状。计算毛坯是用来确定是否需要拔长工步或滚挤工步的依据,也是设计拔长、滚挤模槽和计算坯料尺寸的依据。
杆类锻件按锻件的最大横断面积来确定坯料直径。先计算坯料断面积:
A坯=K1Amax
式中 A坯——坯料断面积(mm2);
Amax——计入飞边的锻件最大断面积(mm2);
K1——系数。它与坯料在模锻过程中,坯料断面聚积的程度有关。可按表2-13数值选取。
表2-13系数K1

选用表中系数K1时,如锻件最大断面所占的区段较窄小,取表中的较小值。反之,取较大值。当最大断面只有极小一段时,则用该锻长度上的平均断面积A坯′代替上式中的Amax进行计算。求得A坯后,即可按标准规格确定坯料直径:
然后,计算出坯料长度:
如果有夹钳料头,则加上夹钳料头长度l钳:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。