



设计锻件图首先应考虑产品零件的技术经济要求(尺寸精度、内部质量、批量等),同时也要考虑模锻工艺技术上的可能性和经济上的合理性,以及机械加工等后续加工工艺对锻件的要求(如加工余量、硬度等)。因此,在设计锻件图时,应先对产品零件进行分析,并在此基础上,结合具体生产条件确定模锻工艺的初步方案、确定模锻设备类型、采用开式模锻还是闭式模锻、大致的工艺流程等。在设计锻件图的过程中,可以修改或完善初步方案,从而使工艺方案进一步具体化。
锻件图的设计主要包括以下具体内容:
1)确定锻件的分模位置。
2)确定敷料、余量和公差。
3)确定模锻斜度。
4)确定圆角半径。
5)确定冲孔连皮。
6)绘制锻件图和确定锻件的技术条件。
设计锻件图的依据是:
1)产品零件图。
2)有关的锻造技术标准和质量控制文件。
3)对机械加工有特殊要求的锻件,由负责制订机械加工工艺的部门提出的机械加工余量、加工基准面以及为了便于加工而设置特殊敷料的要求。
4)锻造车间现有的设备和生产能力。
1.分型位置
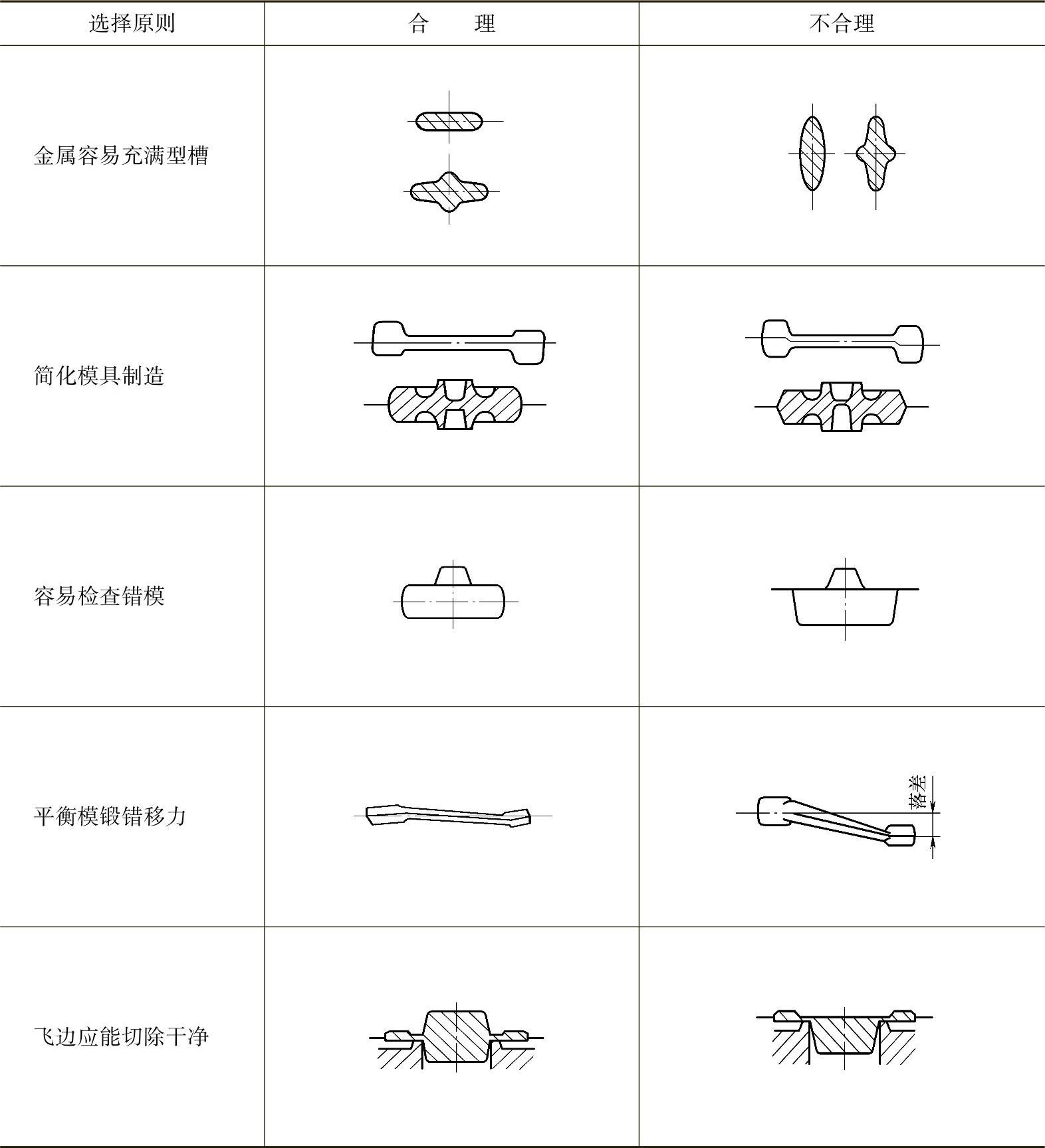
确定锻件分模位置最基本的原则是保证型槽能分开,保证锻件能从型槽中取出。确定了锻件的分模位置,也就是确定了模锻型槽的分型面位置。锤上锻模分型面选择原则见表2-3。
1)金属容易充满型槽:分模的方向应使得型槽的深度最小和宽度最大,这样坯料金属较易充满模槽。对于狭而深的模槽,用压入法显然比较困难。
2)简化模具制造:简单的和浅的对称型槽,通常取对称形的中心线为分型面,两半模中的形状完全相同。加工模具时只需要一个模型,可降低模具加工费。
3)容易检查错模:分型面最好不要选在突变的过渡断面上,否则难于用肉眼检查锻件上下两半沿分型面的错移。但当为了减小飞边而且模具中没有防止错移之装置时,仍允许将分型面选在过渡断面上。
4)平衡模锻错移力。
5)飞边能切除干净。
表2-3模锻锤上分型面选择原则
锻锤用模分型面,可以是平的(成为水平的平面),也可以是由水平面、倾斜面和圆柱面组合起来的复杂表面。对于某些零件,例如螺旋桨的叶片(见图2-12),分型面是封闭的扭转空间曲线。
长轴线类的非圆断面锻件(例如曲轴、连杆等),只有唯一的分型位置选择。
而圆断面的长轴线类、短轴线类和复合类的锻件,常有较多的分型位置可以选择。不同的锻造设备和工艺方案,其分型位置是不相同的,图2-9列举了几个典型的锻件分型位置情况。图2-9a在高径比不大的情况下,另一方向分型可以大大减小锻件重量;图2-9b在高径比不大的情况下,另一方向分型能简化切边模;图2-9c可以简化模锻工步,例如弯曲模可以省掉时。
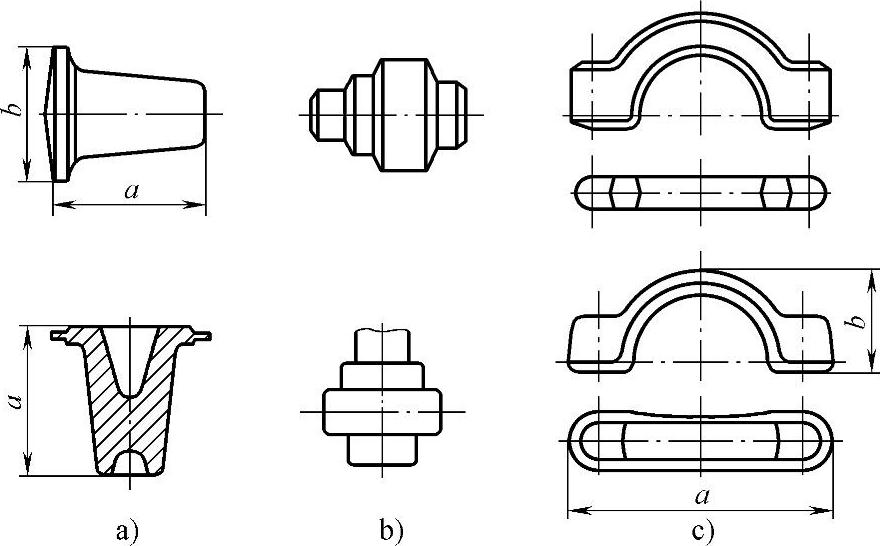
图2-9 典型锻件分型位置情况
特殊情况下,分型还应使得纤维的分布符合零件的技术需要。U形对称断面或锻件的槽形部分,分型面应取在靠近肋的顶部,如图2-10所示。这样分模可使高而窄的型槽容易充满。分型面的选择应使金属材料在从飞边槽挤出之前只向一个方向流动,不产生回流,从而避免形成折叠缺陷。分型面取在肋的下部或底部,将会造成肋部充型困难和产生折纹缺陷。同时,金属流线露头的部位应避开应力集中的部位。

图2-10 U形对称断面分型面位置对金属流线影响
具有多曲折形分型面的锻件,可以先将锻件在平分型面模具中锻成直形,热切边之后,再经弯曲得到锻件最终形状。图2-11所示小汽车转向节的分型面选择,是根据具体生产条件,综合了多方面的要求所作出的选择,由平分型面(见图2-11a)改进为作锻件形状的改变,使分型面倾斜(见图2-11b),再锻后弯曲成最终形状(见图2-11c)的分模方式。这样既节约了原材料,又简化了制坯工序。
2.余量、公差和敷料
锻件上凡是要机械加工的部位,都应留出加工余量。余量的大小决定于机械加工的要求(这些要求与零件形状和尺寸、加工精度等有关),同时又受模锻工艺所能达到的锻件公差的影响。余量要考虑到锻件表面层的缺陷(裂缝、斑疤、锻入的氧化皮、细缝等)以及锻造过程中形成的平面度、弯曲、凹陷、挤皱及摺纹等,同时还有弯曲度、平面度和同心度等偏差。余量过大就增加了金属的消耗,而且还会切去完好的金属表面层;但余量过小势必造成加工难度,影响生产效率。所以在保证质量和效率的前提下,余量应最小。
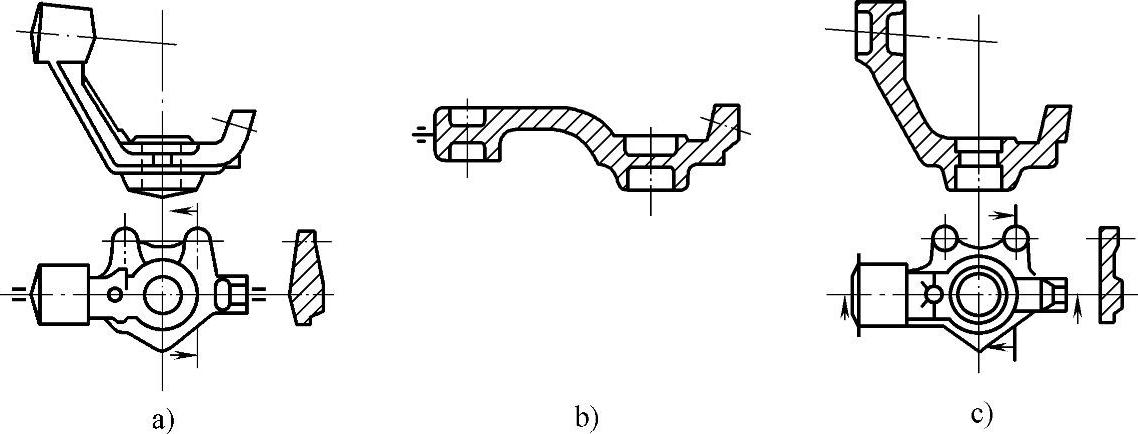
图2-11 小汽车转向节的分型面的改进
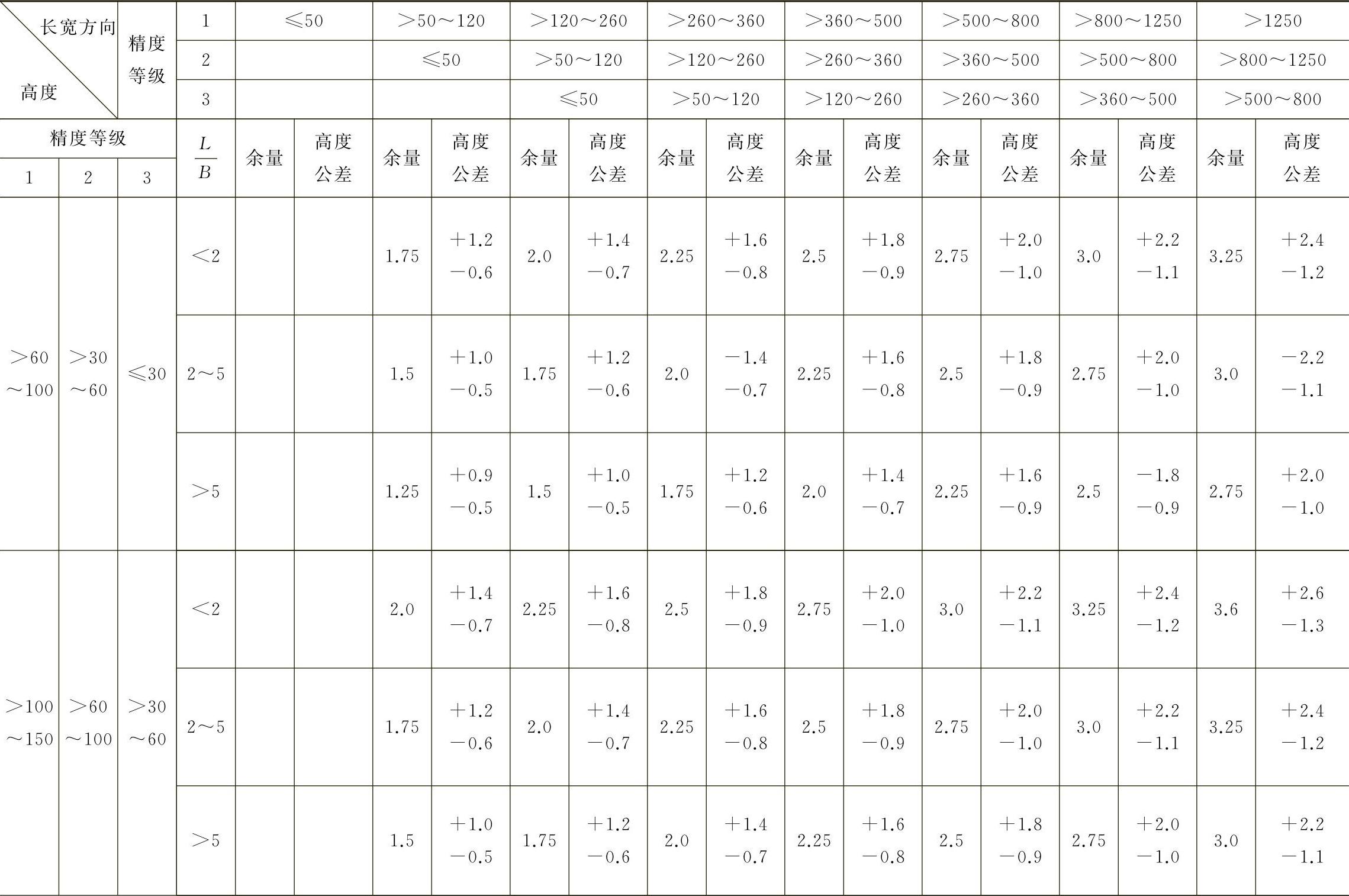
公差是锻件尺寸与锻件图的名义尺寸之间的允许偏差,这些偏差是由于锻造过程本身的不精确,锻模制造和安装的不精确(锻模倾斜),锻模的磨损,锻件上各处之收缩程度不同等原因而引起的偏差。确定模锻件的余量和公差的方法有两种:一种是按照模锻设备类型和锻件尺寸;另一种是按照模锻设备的类型和吨位。锤上模锻加工余量和公差参照GB/T 12362—2003《钢质模锻件 公差及机械加工余量》选取。在实际生产中,为简便起见,锤上模锻碳钢件的机械加工单边余量,高度方向(锤击方向)和长、宽方向的尺寸公差见表2-4。
工厂也有按模锻锤吨位和锤上模锻件的长度来确定余量和高度公差的,如表2-5和表2-6所示。
表2-4锤上模锻件机械加工余量与公差 (单位:mm)
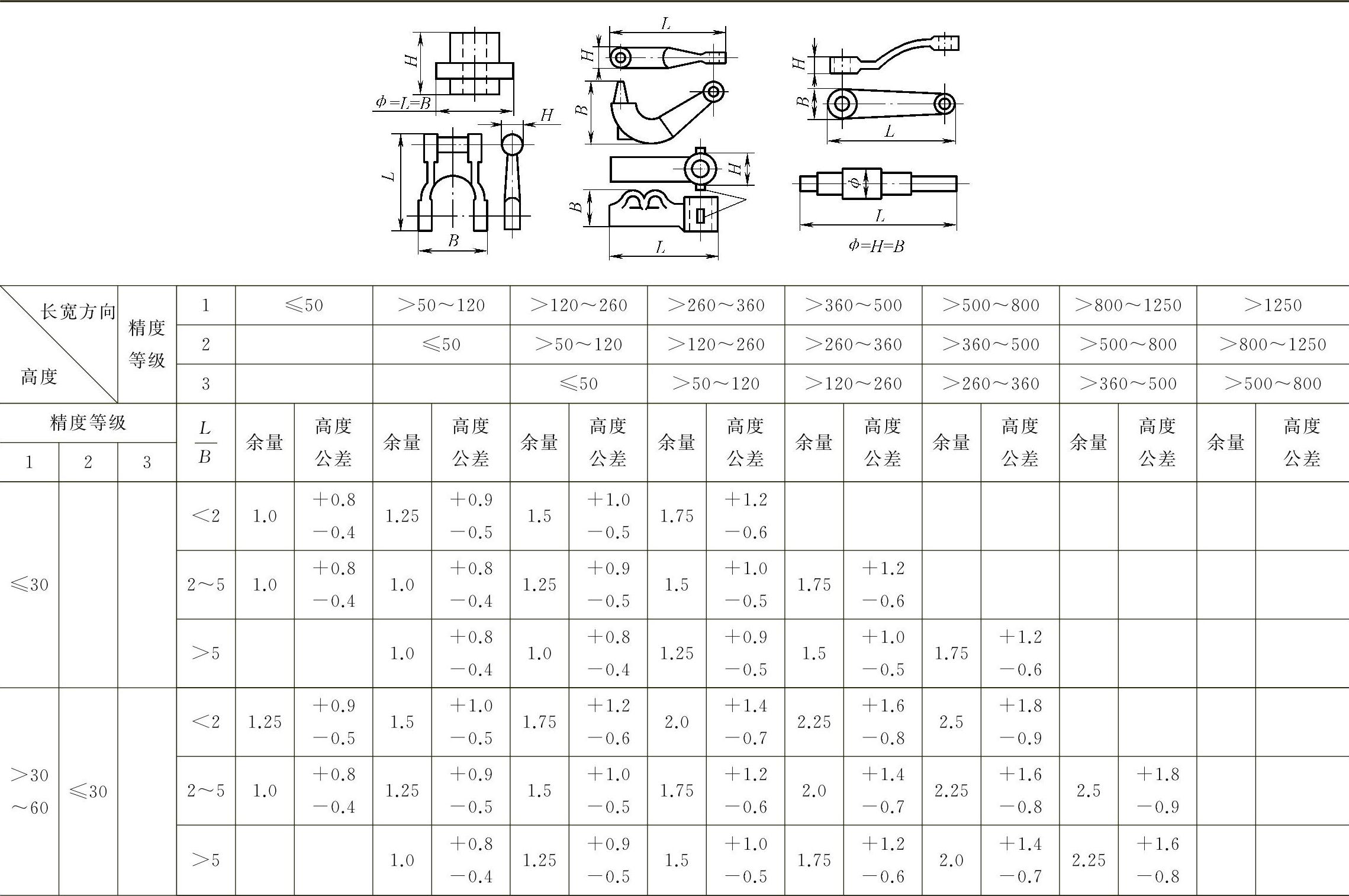
(续)
(续)
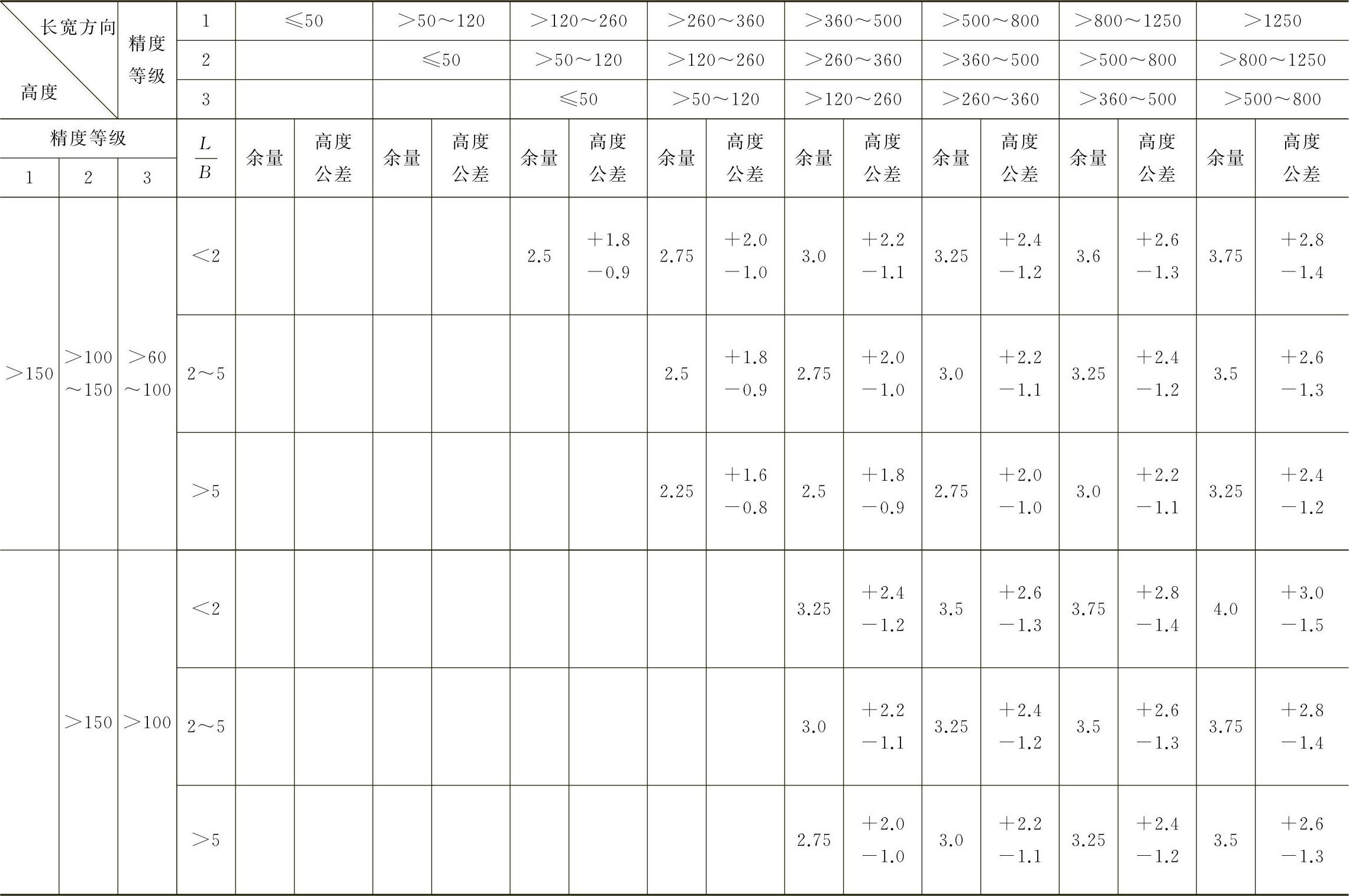
表2-5锤上模锻件单边余量和高度公差
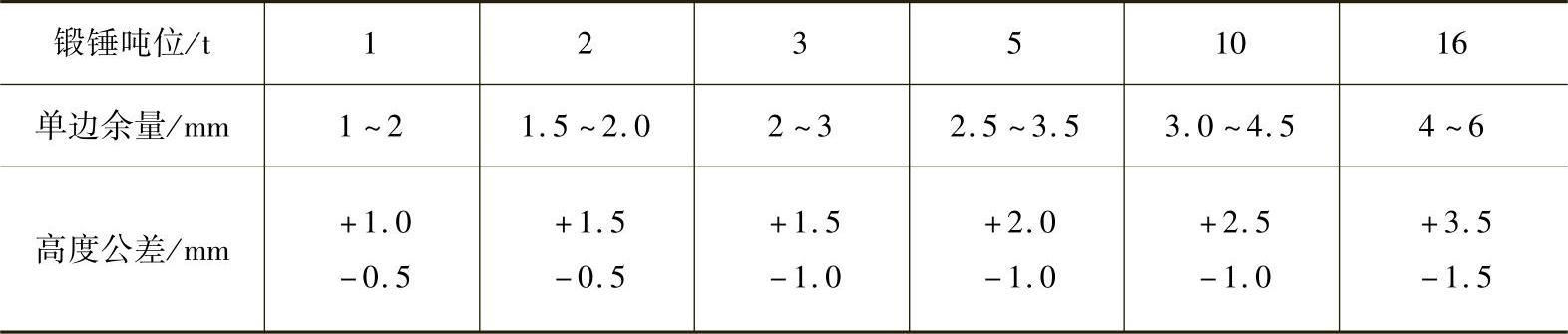
表2-6模锻件长度和宽度尺寸公差 (单位:mm)

对于台阶轴类的模锻件,当其端部的台阶直径与中间的台阶直径差别较大时,可将端部台阶直径的单边余量增大0.5~1.0mm。
模锻件精度等级分为3级。其中2级精度适用于一般锤上模锻和摩擦压力机上模锻,3级精度可用于合模胎模锻和自由锻锤上模锻,1级精度可作为热模锻压力机上模锻参考。
敷料是为了简化零件上某些不便于终锻成形的部位(如齿轮的齿间部位、轴上的键槽和退刀槽等),而在净尺寸的基础上对零件所作的尺寸增大,以简化锻件形状。其中包括锻模斜度、圆角半径、锻件应有的孔对、心突缘(连皮)等。如航空用螺旋桨桨体的模锻件顶部定位块(见图2-12),就需加上定位敷料,防止模锻中由于扭转而导致滑移。
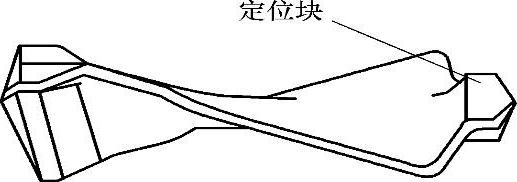
图2-12 螺旋桨模锻件顶部定位敷料
3.模锻斜度
在锤上模锻设有顶件装置,锻件的侧面均应设有模锻斜度,因此一般不能获得具有垂直侧面的锻件,否则锻件很难用手工自模槽中取出。
对于各种不同的金属和合金,合适的模锻斜度也是不同的。例如,硬铝所采用的模锻斜度,只需钢锻件的一半左右。但同一类的金属,合适的模锻斜度是出入不大的,对于钢锻件,一般不必考虑牌号的差异。
在生产的条件下,模锻斜度视锻件的外形和尺寸而定(见图2-13),即根据锻件各部分的长、宽和高的比例来确定的。其中,b为锻件在定斜度处的宽度,h为锻件在定斜度处的高度,L为锻件在定斜度处的长度。
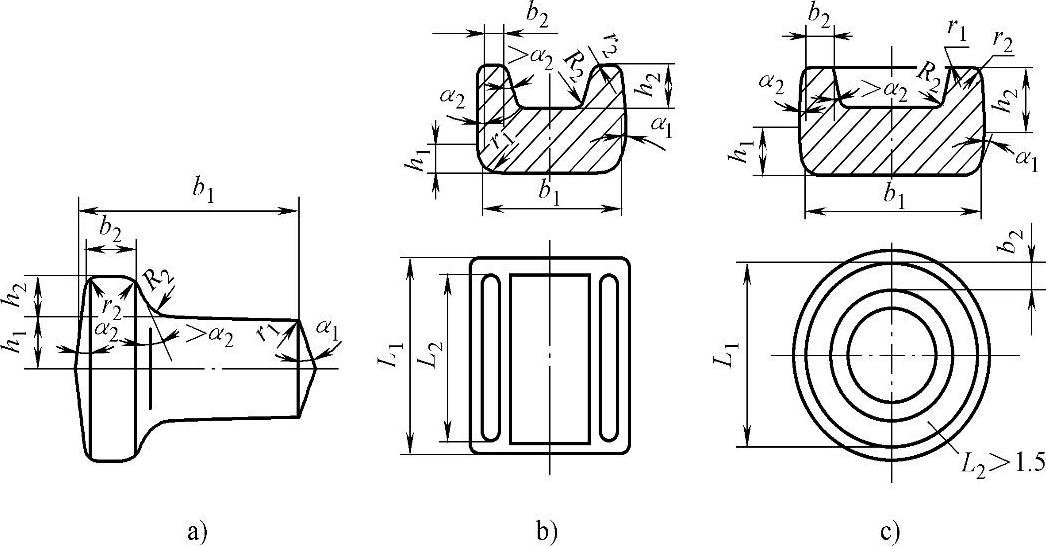
图2-13 模锻斜度
a)轴锻件 b)方形锻件 c)圆形锻件
实践证明,锻件越宽越矮及h/b之比越小,材料越易充满模槽,锻件也越容易从模槽中取出。因此,锻模斜度也可以取得小些。将长宽之比增大,也可获得同样的结果。外斜度α常用5°和7°,最大10°;内斜度β常用7°和10°,最大12°或15°。
表2-7模锻斜度(https://www.xing528.com)

从表2-7中可以看出,模锻斜度有一定的标准值,以便于采用统一的制模用的刀具或量具。另外,之所以采用3°~15°的范围,是因为不用顶杆时,采用小于3°难于将锻件从自型糟中取出;而当采用15°时,不管怎样复杂的锻件均易从模槽中取出。所得的斜度还应根据下列情况进行修正:
1)对于锻件的内壁,应采用最近而较大的斜度,以免由于锻件的冷缩而导致锻件在模中被咬住。
2)如锻件系用镦粗法来充满模槽时,则可取最近而最小的斜度。
3)锻件同一周边的斜度应尽量采用统一值。
在工厂实际生产中,一般不用上述方法来求模锻斜度,一般内外模锻斜度均取7°;只有当锻件上孔很深时,内模锻斜度才取10°。
圆柱形锻件的端部,其模锻斜度之作法有两种(见图2-14),图b方案为最常用的一种,不但制模方便而且省料。
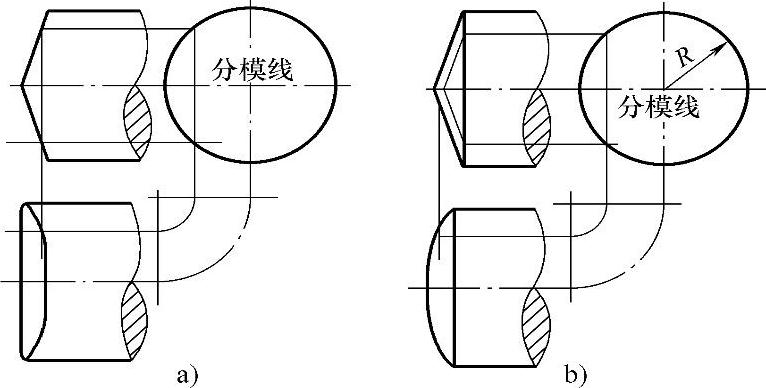
图2-14 圆柱形锻件端部
a)第一种方案 b)第二种方案
4.圆角半径
合理的圆角半径有利于金属充满型槽,起模方便和提高锻模寿命。外圆角半径r(凸出处的圆角半径)和内圆角半径R(凹进处之圆角半径)越大,模锻就越容易,如图2-15所示。
外圆角半径越小,那么在型槽内要充满相应于该半径的凹角就越困难。除此之外,型槽上相应处之圆角半径越小,在打击时由于应力集中,会使锻件在该处产生裂纹。在模具进行热处理时,锐角的圆角也会使模具产生裂纹。但是,外圆角半径太大会使锻件在圆角处的余量减小,而内圆角半径太大又会增加金属的消耗,见图2-16所示。
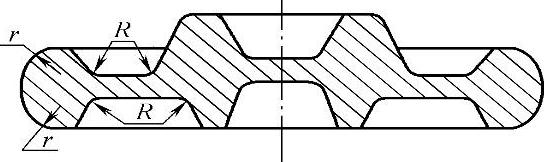
图2-15 圆角半径
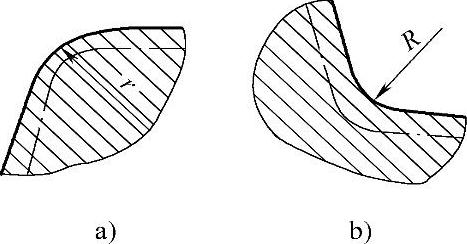
图2-16 圆角半径对锻件余量的影响
a)外圆角半径太大 b)内圆角半径太大
圆角半径之具体数值可根据圆角半径处之锻件的宽度b与高度h之比,即h/b之比值按照表2-8中所列公式计算,如表2-8中所示,然后,根据下列各点选用圆角半径的标准值(1mm、1.5mm、2mm、2.5mm、3mm、4mm、5mm、6mm、8mm、10mm、12.5mm、15mm、20mm、25mm、30mm)。
表2-8圆角半径 (单位:mm)

当模锻系用镦粗法时,则选用最近而较小的标准值。对于以压入法成形和金属流动特别剧烈的部位,应适当加大圆角半径。
5.孔的初形与冲孔连皮
在锤锻模上是不能够制出具有穿透孔腔的锻件,只能锻出留有连皮的盲孔,此连皮需在切飞边的同时去冲除。孔径小于25mm,一般不宜冲孔,为利于充满终锻型槽,也可压凹。
1)平底连皮(见图2-17)。适用于d<2.5h,或d<60mm的情况,平底连皮厚度s和内四角半径R值见表2-9。
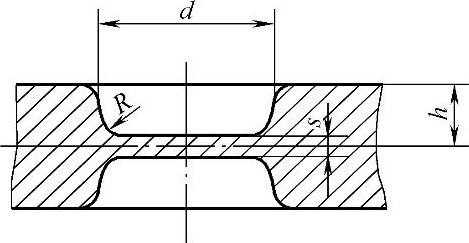
图2-17 平底连皮
表2-9平底连皮厚度s和内四角半径R值

2)斜底连皮(见图2-18)。适用于d>2.5h,或d>60mm的情况。h为冲孔深度,α=1°~2°,s1=0.7s,内圆角半径R同平底连皮。
3)带仓连皮(见图2-19a)。当预锻型槽采用斜底连皮时,终锻型槽采用带仓连皮。连皮厚度s2及宽度b与飞边桥部的高度h飞及宽度b相同,凹仓的体积应能容纳斜底连皮的金属体积。R1等于预锻型槽相应半径R的1/2。
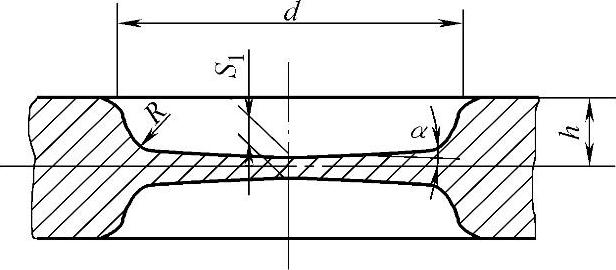
图2-18 斜底连皮
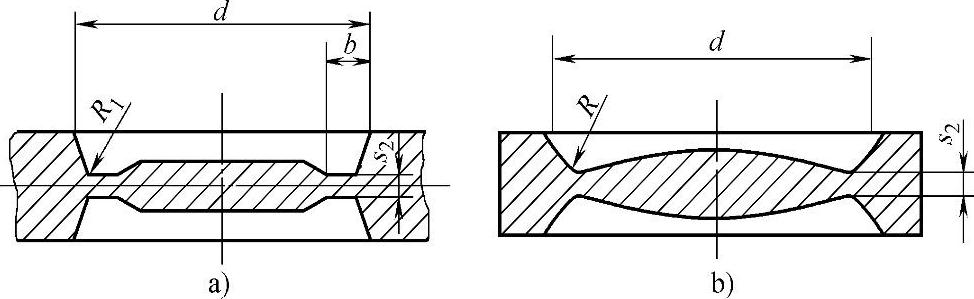
图2-19 带仓连皮
a)带仓连皮 b)拱式连皮
仓部也可制成拱式(见图2-19b)。
圆角半径R=5h,过渡圆角半径由作图决定。
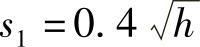
4)具有单向的不透孔(见图2-20),如果冲孔的深度并不受到零件图上所示孔深的限制,则最好将孔底用一个半径R1做圆角,这样可使模具在冲孔深度最大时具有效高的寿命。这时圆角半径R1可按下式来确定。
如果孔径较小而又较深,模锻时一般只压出凹坑,通孔在机械加工时获得。这种盲孔对机械加工而言并不有利,但它可以减小锻件在该部分的断面面积,从而有利于充满终锻型槽。
当用自由锻方法制坯时,对大于ϕ100mm的孔,一般都先冲出通孔,然后再模锻。
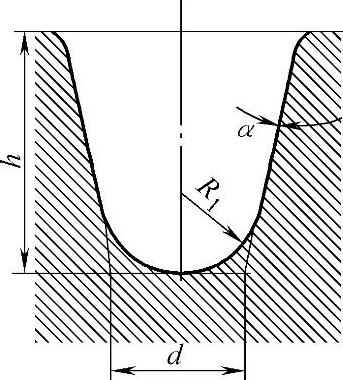
图2-20 不透孔
6.肋和腹板
锻件的肋充满较困难,锻造时坯料温度要尽量高。坯料和下模接触时间长,金属温度下降快,不易充满。因此,凸肋部分要尽可能放在上模。凸肋的高度尽量不超过宽度的4倍,最多6倍,即h≤(4~6)b。凸肋底面的圆角半径R应为最小圆角半径的2倍。
7.错移、平面度、磨损量、毛刺
这些尺寸标准要根据设备导轨精度、模具的导向、导柱或锁扣的精度来定,一般不超过切削加工余量。有时为加工方便,锻件上还需要增加余块,最后在切削加工中去除。
8.材质系数
锻件的材质系数:锻件的材质系数分为M1和M2二级:
M1:含碳量ωC小于0.65%的碳钢或合金元素总含量ω小于3.0%的合金钢;
M2:含碳量ωC大于或等于0.65%碳钢或合金元素总含量ω大于或等于3.0%的合金钢。
9.绘制锻件图的规则
当模锻方法已经确定,并已正确地选定了分模位置,给定了合适的余量和公差、锻件斜度、圆角半径、孔的初形与冲孔连皮之后,锻件的形状尺寸也就完全确定下来了。
为了使锻件图既能正确反映锻件形状尺寸又能反映锻件技术要求的检验功用,绘制检验用锻件图时一般应按下面的规则:
1)锻件尺寸的标注应考虑到:①便于将锻件图上的尺寸与零件图上相应的尺寸比较,以考核余量的大小,但余量及附加料的大小不必直接注出;②便于检验尺寸;③简化锻件在检验时的划线工作;④分模线不与中心线重合时,应避免从分模线标注尺寸;⑤在图样的备注栏里应指出未标注出的公差、模锻斜度、圆角半径和其他注释,以便简化该图。只有那些与图上备注有出入的公差(如冷缩时变动较大的尺寸,模具中容易磨损的凸出部分即相应于锻件上的凹坑部分的尺寸等)才在图上标注。
2)在锻件图上,零件的轮廓用点划线表示出来,以便于标出切削加工余量,零件的尺寸可以在锻件尺寸的下面标注上,并加一括号。
3)锻件图最好以1∶1的比例来绘制(计算机绘的图以1∶1的比例制成蓝图)。在绘制具有简单外形或尺寸超过750mm的锻件时可以例外。当用1∶2或2∶5的比例绘制大锻件时,复杂断面仍用1∶1比例绘制。当锻件外形复杂、尺寸小于50mm时,应以2∶1的比例绘制。这时为清晰起见,最好在图纸空白处以1∶1的比例重绘一最能表现其特征的投影图,但不标注尺寸。
4)在检验用锻件图上应标明验收锻件的基本技术条件。技术条件内容包括:凡是有关锻件质量而又不能在锻件图图形上表示者,都应写入锻件图的技术条件中。一般说来,技术条件中包含以下内容:未注明的模锻斜度和圆角半径、锻件沿中心线的错移量、允许的表面缺陷值、锻件允许翘曲范围、允许残留飞边和毛刺的大小、锻件壁厚差的规定、热处理硬度值、锻件的清理方法、印记项目和位置以及其他特殊要求,如取试样部位等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。