



1.模锻车间规划
模锻车间除了直接从事锻造生产的锻造工段外,还应有其他的附属部门(如下料、热处理和质量控制)和辅助工段(参考图1-19)。
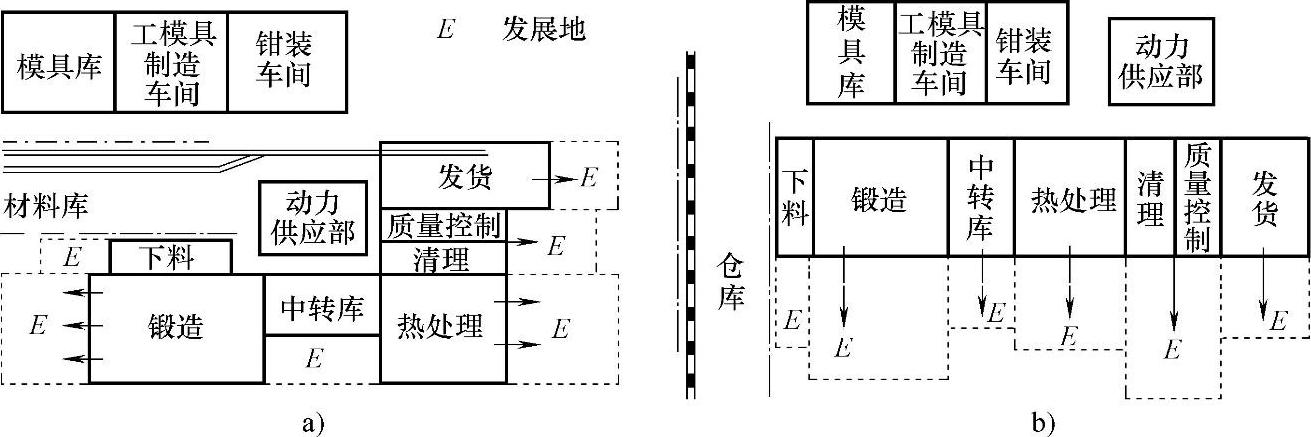
图1-19 锻造车间规划
a)独立发展 b)各部门同时发展
锻造车间的规划,必须考虑到下述问题:
1)流转方便。设备都应该安排在行车道路的两旁,材料需要量最大的设备安排在运输工作量最小的位置上,避免经过别的工作地才能到达某台设备的布置方式。运输路线短而宽阔,材料流转流程应保持连续,主流线的几何形状是无关紧要的,即使运输路线长一些也可以。避免工厂的总平面布置图复杂化,以致干扰生产的进行。
2)进出合理。从外面运入的材料和运出到外面产品的生产道路要安排合理,运进和运出可以靠得很近,甚至部分地结合在一起也是可能的,例如钢坯车间的桥式起重机可以帮助装运成品锻件,或者发货用的叉车也可以用于卸货。
3)自由发展的可能性。企业各部门在发展时,每个部门都应该能够自由地扩大,保持交通路线原来的走向,可以避免部门或成套的设备搬迁而付出高的成本。
2.生产组织
模锻车间按模锻的生产工艺流程,一般分为四个工部(或工段)。四个工部一般包括以下工序:①切断钢材(或钢坯)至一定尺寸;②加热坯料;③模锻;④切边;⑤热校正;⑥锻件冷却;⑦打磨毛刺;⑧锻件热处理;⑨精理锻件的氧化皮;⑩冷校正(或精正);⑾11检验等。
上述工艺过程,并非所有模锻件都必须全部采用,除①~④以及⑾11为任何模锻过程所不可缺少的环节外,其余工序的采用,则应按锻件的具体要求而定。
1)备料工部。它包括工序①的下料和制坯,对于形状简单的锻件只需按规格尺寸切断原材料,然而对于形状复杂,断面变化大的大型模锻件(多为航空锻件),需要在自由锻锤上打荒(即用自由锻锤锻出接近于模锻件外形的荒坯称为打荒),打荒工序也应在此工部完成。
2)模锻工部。它包括工序②、③。通过这两道工序直接改变原坯料的形状,以得到所要求的形状、尺寸的模锻件,同时还包括④、⑤、⑥、⑩各工序。这些工序对锻件不会有多大变形,只是在基本工序不能达到要求的形状、尺寸时,才借助这些工序来进一步达到。
3)热处理、清理工部。它包括工序⑦、⑧、⑨。通常由模锻工部将锻件转入本工部进行热处理,清理与精整锻件。目的在于清除模锻后的缺陷(折叠、裂纹、毛刺等)和热处理后的氧化皮。
4)检验工部。即工序⑾11,质量检查部门对成品锻件进行技术检验,清除不合格的锻件或废品。
3.模锻机组
模锻机组至少包括一台加热设备和一台变形设备。安装什么样的变形机械和加热设备是由许多因素决定的,而根据企业的具体情况,这些因素的重要性是不同的。
1)运输路线连续,考虑运输方式对工作面积的要求。
2)考虑减振因素。
3)装卸工具模具时,有良好的可以接近设备的通道。(https://www.xing528.com)
4)操作设备的全部活动空间和良好视野。
5)考虑加热炉或锻件堆放地产生热辐射的危害作用。
影响因素是多方面的,解决问题的途径当然也有许多。如果从锻件流动的路线看,可以有多种安排:纵向延伸式(见图1-20a)、半圆环式(见图1-20b)、分叉式(见图1-20c)和双列式(见图1-20d)等。
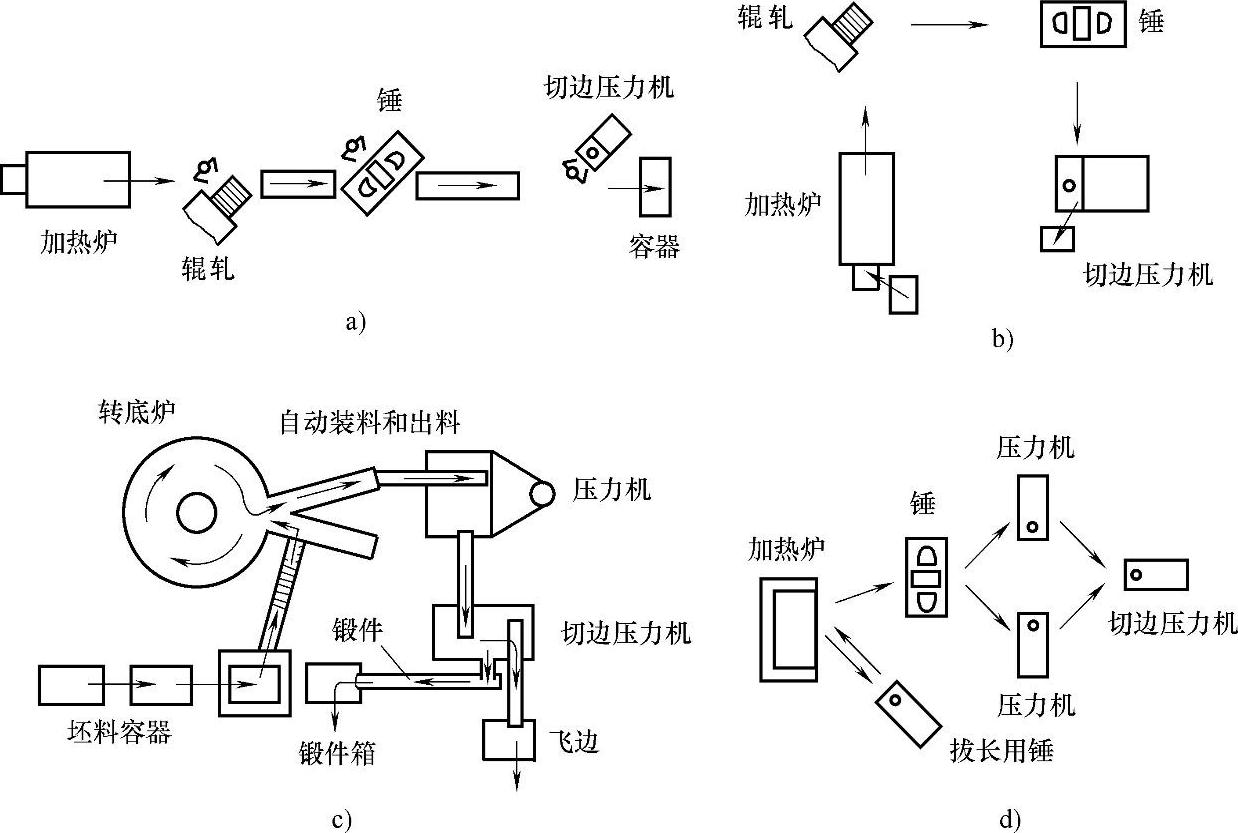
图1-20 设备排列方式
a)纵向延伸式 b)半圆环式 c)分叉式 d)双列式
在生产率很高的情况下,工作路线哪怕缩短一点点,也会带来明显的时间节约。同时锻件堆放地是一个重要的问题,特别是当设备组的能力较小的情况下,应该考虑:锻工能否迅速而安全地搁放锻件?锻工是否会受到严重的热辐射?是否对运走锻件的工作造成不必要的困难?
模锻机组由模锻设备与其配套设备组成,对于生产多品种锻件机组,一般有以下四种设备组合方式:
1)模锻锤机组。一般包括连续加热炉、模锻锤与切边压力机三台设备,并配有传送带、运输桥式起重机等辅助设备。设备的布置如图1-21所示,加热炉布置在锻锤操作工人的左方,切边压力机在其右方。
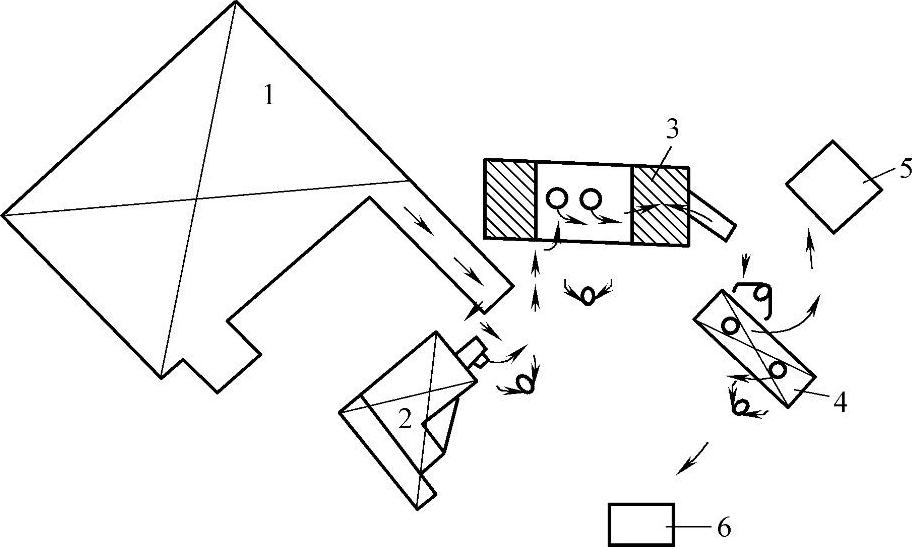
图1-21 热模锻压力机设备布置
1—感应加热器 2—辊锻机 3—热模锻压力机 4—切边压力机 5—飞边存放箱 6—锻件存放箱
2)摩擦压力机模锻机组。与模锻锤机组的不同之处是,在加热炉与摩擦压力机之间布置有必要的制坯设备,一般采用空气锤或辊锻机进行制坯。
3)热模锻压力机模锻机组。一般由加热炉、辊锻机、热模锻压力机和切边压力机四台设备组成(见图1-21)。
4)平锻机模锻机组。由加热炉、平锻机两台设备组成。
上述四种模锻机组是为了适应多品种锻件生产而采用的设备组合方式,对于进行单品种大量生产的专用机组,其设备组合方式应根据锻件的工艺特点而决定。例如,专用于曲轴模锻锤机组,常需与平锻机组成联合机组;又如,专用于生产汽车齿轮、前轴和曲轴的热模锻压力机模锻机组,可不设置辊锻机与切边压力机,而是在热模锻压力机上完成制坯、预锻、终锻和冲孔等全部工步(见图1-22)。
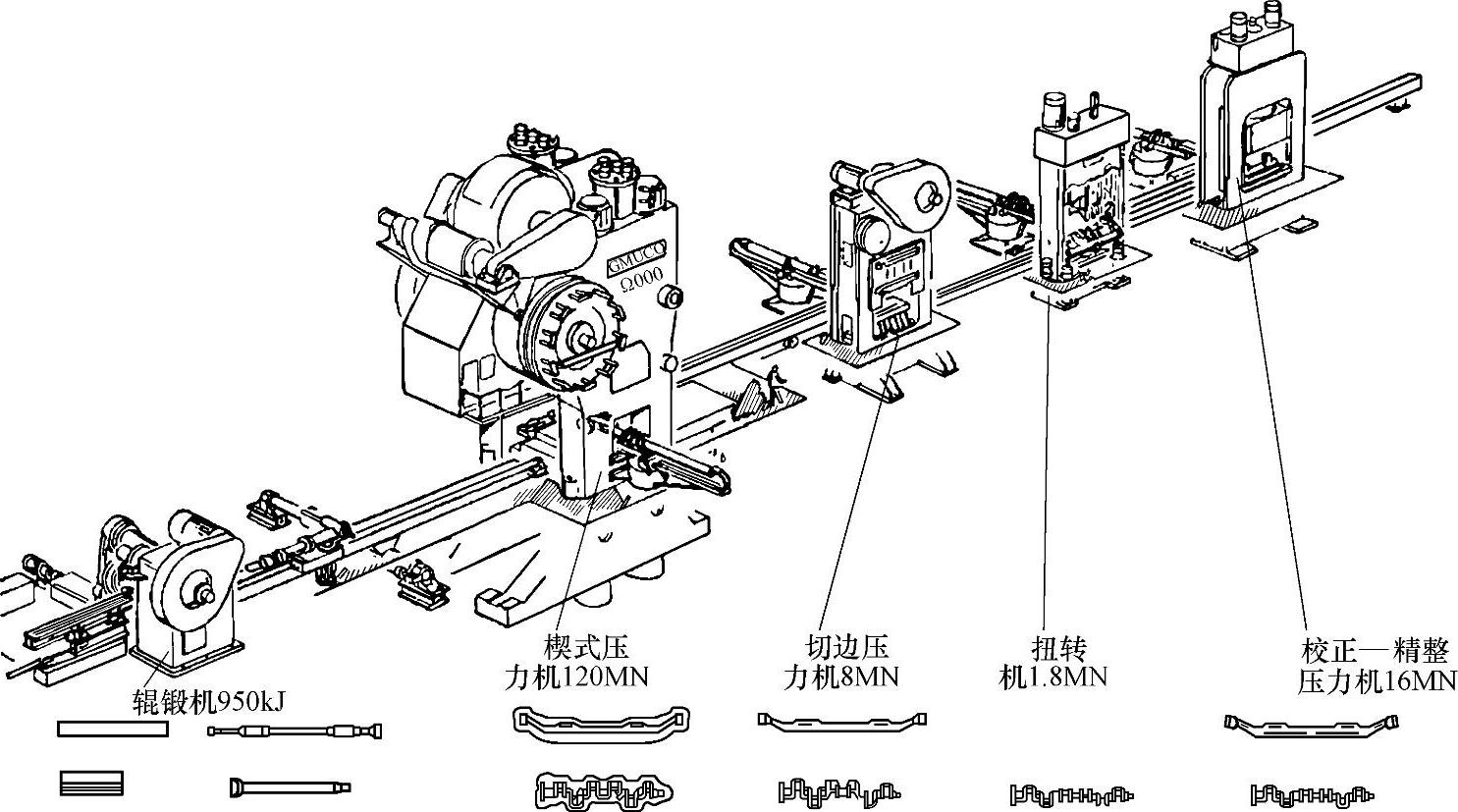
图1-22 热模锻压力机自动化生产线
1—辊锻机950kJ 2—楔式压力机120MN 3—切边压力机8MN 4—扭转机1.8MN 5—校正—精整压力机16MN
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。