



挤压是金属压力加工中一种高效率而又精密的成形工艺。挤压是利用冲头的压入作用使金属产生定向塑性变形,流出模孔或流入一定的型槽,从而获得一定形状的锻件。
挤压实质是一种特殊形式的闭式模锻,只是在于闭式模锻是金属最后充满型槽,而挤压则是金属挤出端是处于自由状态。
1.按照变形特点分类
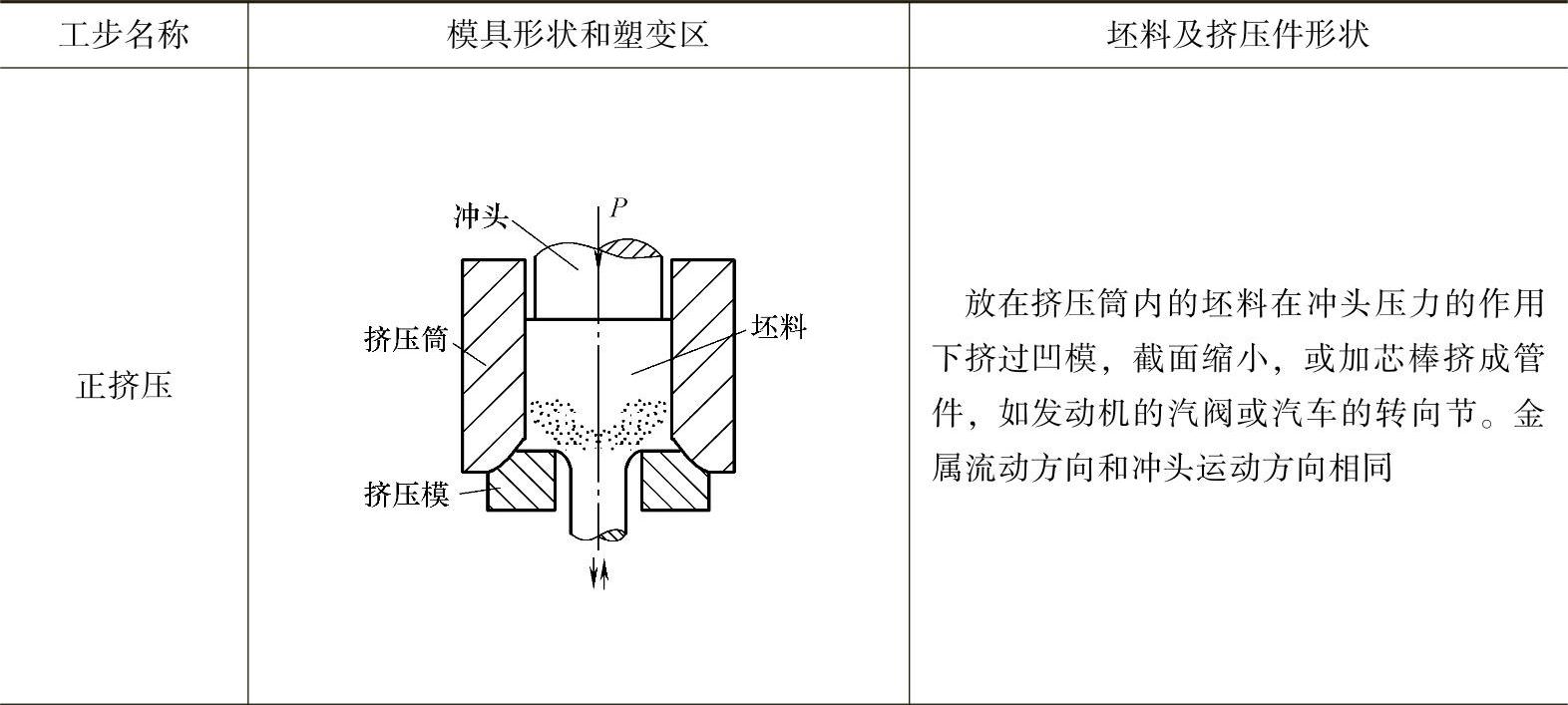
(1)正挤压 挤压时金属沿冲头运动方向流动,用于制造带头部的杆件或异形杆零件,也可以制造带凸缘的中空零件。
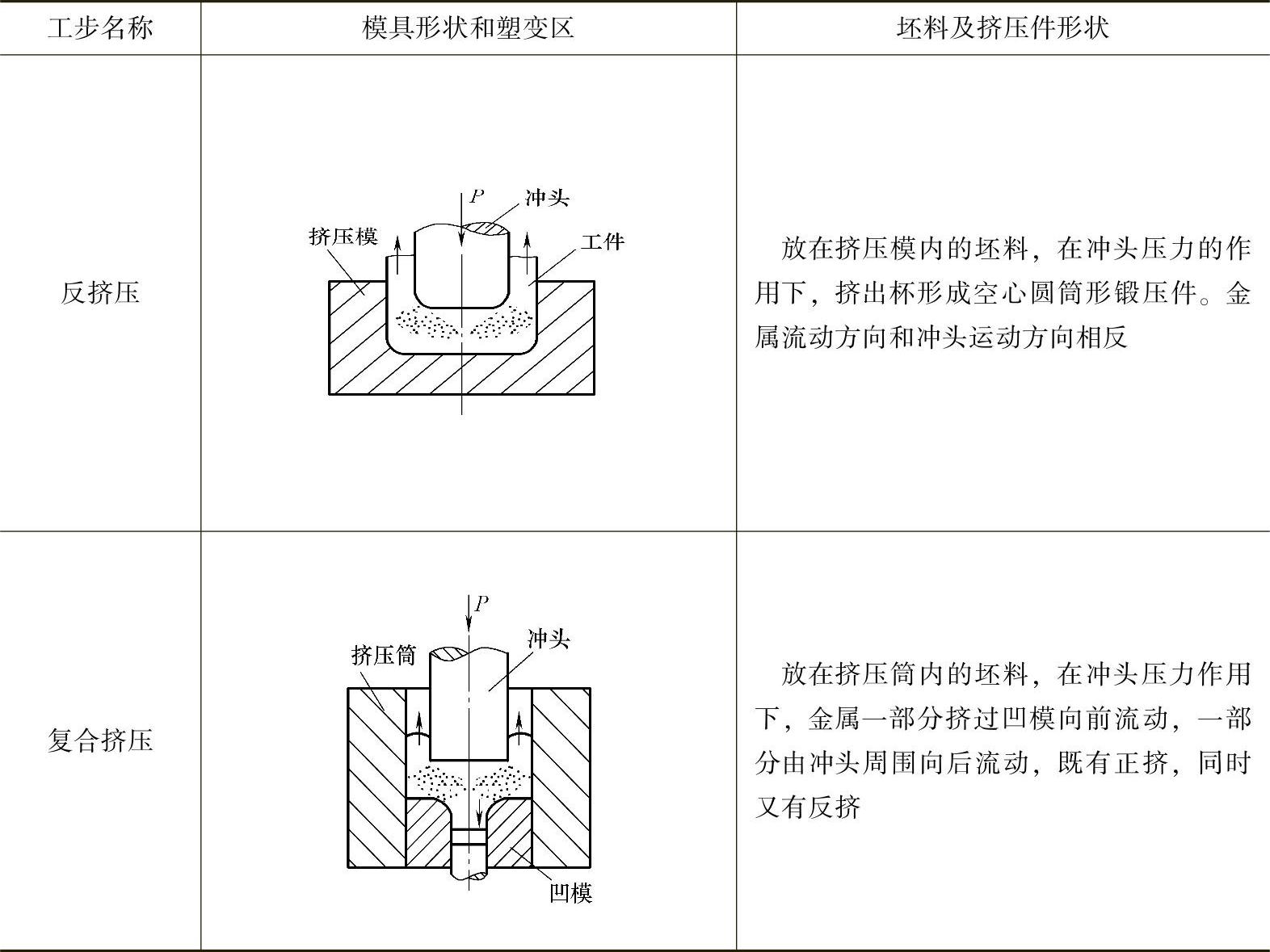
(2)反挤压 挤压时金属沿与冲头运动相反的方向流动,主要用于制造各种圆形或异形孔的中空零件。
(3)复合挤压 金属同时沿着冲头运动的顺方向和反方向流动,可以挤压形状较复杂的锻件,如油杯、空心排气门等。
在整个挤压过程中,金属都处于流动状态中。正挤压、反挤压及复合挤压成形特点如表1-1所示。
为了计算工步的锻压力,首先要了解各种工步的力能特性。正挤压工步一开始,挤压力就迅速增加到最大的突破力P0,随后稳定地略有下降,而反挤压则略有增大,如图1-13所示。
表1-1正挤压、反挤压及复合挤压成形特点
(续)(https://www.xing528.com)
2.按挤压时坯料是否加热及加热温度的高低分类
(1)热挤压 热挤压是将坯料加热到再结晶温度以上进行的挤压。当热挤压在速度较低的设备(如液压机)上进行时,坯料温度应尽可能接近锻造温度的上限;当在速度较高的设备(高速锤)上进行时,因挤压件温升严重,容易引起过烧及开裂,所以应使坯料温度比锻造温度低50~100℃。
(2)冷挤压 冷挤压是指在再结晶温度以下进行的挤压。冷挤压时变形抗力比热挤压高得多,但表面粗糙度值低,冷挤压前应先对金属进行软化,降低变形抗力,并进行表面磷化和皂化处理改善表面成形条件。冷挤压广泛地用于机械零件、金属制品和电器元件、壳体的生产。
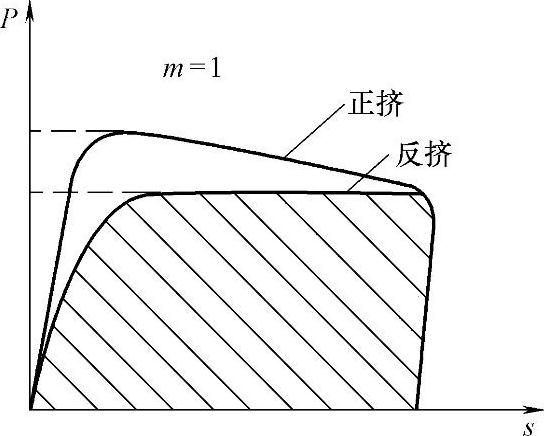
图1-13 正挤压、反挤压工序的力-行程曲线
(3)温挤压(或半热挤压) 它是介于热挤压与冷挤压之间的一种挤压方法,所需变形力高于冷挤压而低于热挤压;所得挤压件的表面粗糙度值虽略高于冷挤压,但较热挤压低得多。温挤压不仅可用于合金工具钢模具型槽的挤压,而且对适于冷挤压的中碳钢零件毛坯也可采用温挤压。
可以进行挤压工艺的设备较多,不仅在精压机、高速锤、水压机、曲轴热模锻压力机等设备上能进行挤压,而且在普通的摩擦压力机、曲轴冲床等上面也可以进行。
用挤压工艺生产零件,因为在挤压时坯料三向受力,能提高金属的塑性,因此可以负担某些锻造、轧制所不能胜任的低塑性金属的压力加工工作,在冶金工厂也用于生产某些有色金属的型材。挤压可以保证金属纤维不被切断且沿零件轮廓分布。挤压增加了变形程度,能获得细晶粒,提高了零件的力学性能,从而延长了零件的使用寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。