



1.材料需用量计划的制订
根据涂装工程施工进度计划编制的材料需用量计划,是资源供应、调度、落实的依据,一般包括涂装材料、施工机具、涂装成品和半成品等需用量计划。涂装件材料需用量见表9-1。
表9-1 涂装件材料需用量

2.原材料消耗定额的制订
原材料消耗定额的表示方法有两种:单位材料消耗定额(或称为标准定额)和被涂物件的材料消耗定额。确定涂料消耗定额的方法有计算法、统计法、实测法和经验估算法等。
(1)计算法 根据涂膜的厚度、涂料的密度、不挥发分和材料的利用率等因素进行计算,计算公式为
q=δρ/NVm
式中 q——单位面积的消耗量(g/m2);
δ——涂膜的厚度(μm);
ρ——涂膜的密度(g/cm3);
NV——原漆或施工粘度的不挥发分(%);
m——材料的利用率或涂着效率(%);
(2)统计法 用1个月或一年的涂料消耗总额除以涂装的被涂物件数(或总面积),即得消耗定额。这样经过多次考核,所得的定额较客观且较精确。
(3)实测法 在涂装前称取装有涂料的容器质量,涂装一定数量的工件或面积后,再称重,则原材料消耗定额为
q=(g1-g2)/S
式中 q——单位面积的消耗量(g/m2);
g1——涂装前装有涂料的容器质量(g);
g2——涂装后装有涂料的容器质量(g);
S——涂装面积(m2)。
由于人为因素影响较大,因此实测的定额往往偏高,只能作为制订定额的参考。
(4)经验估算法 根据实际经验,参考有关技术文件和工件实物来确定材料的消耗定额。原材料消耗定额取决于下列因素:
1)涂料特性(颜色、遮盖力、涂膜密度、不挥发分等)。若涂料的颜色深,遮盖力强,则其消耗定额就偏低;若涂料的颜色浅,遮盖力差,则其消耗定额就偏高。在同一涂膜厚度条件下,涂膜的密度大、不挥发分低的,其消耗定额就偏高,反之偏低。
2)涂装方法。各种涂装方法的涂着效率(材料的利用率)会直接影响原材料消耗定额。采用涂着效率高的涂装方法(如静电粉末喷涂、刷涂、浸涂和电泳涂装等)时,材料消耗定额低。空气喷涂法的涂着效率低,一般为60%左右,当喷涂小件和管状零件时,涂着效率更低,仅为30%左右,因而采用空气喷涂时涂料消耗定额就偏高。
3)被涂物的材质、形状、大小。在木质和混凝土制品上涂装时,原材料消耗定额较在金属制品上涂装时大;涂装铸件时的原材料消耗定额比涂装钣金、冲压件时的大,这是因为铸件的表面粗糙,实际表面积大;采用喷涂法喷涂大型平板件时,原材料消耗定额小,喷涂外形复杂的小零件时原材料消耗定额大。
4)操作熟练程度。在手工涂装(喷涂、刷涂、浸涂等)时,涂装相同的工件,熟练工人或懂得操作要领的工人对原材料的消耗就少,材料的利用率就高。
在工业涂装中,常用涂料的消耗定额见表9-2。涂装用辅助材料消耗定额见表9-3。
表9-2 常用涂料的单位消耗定额 (单位:g/m2)

(续)
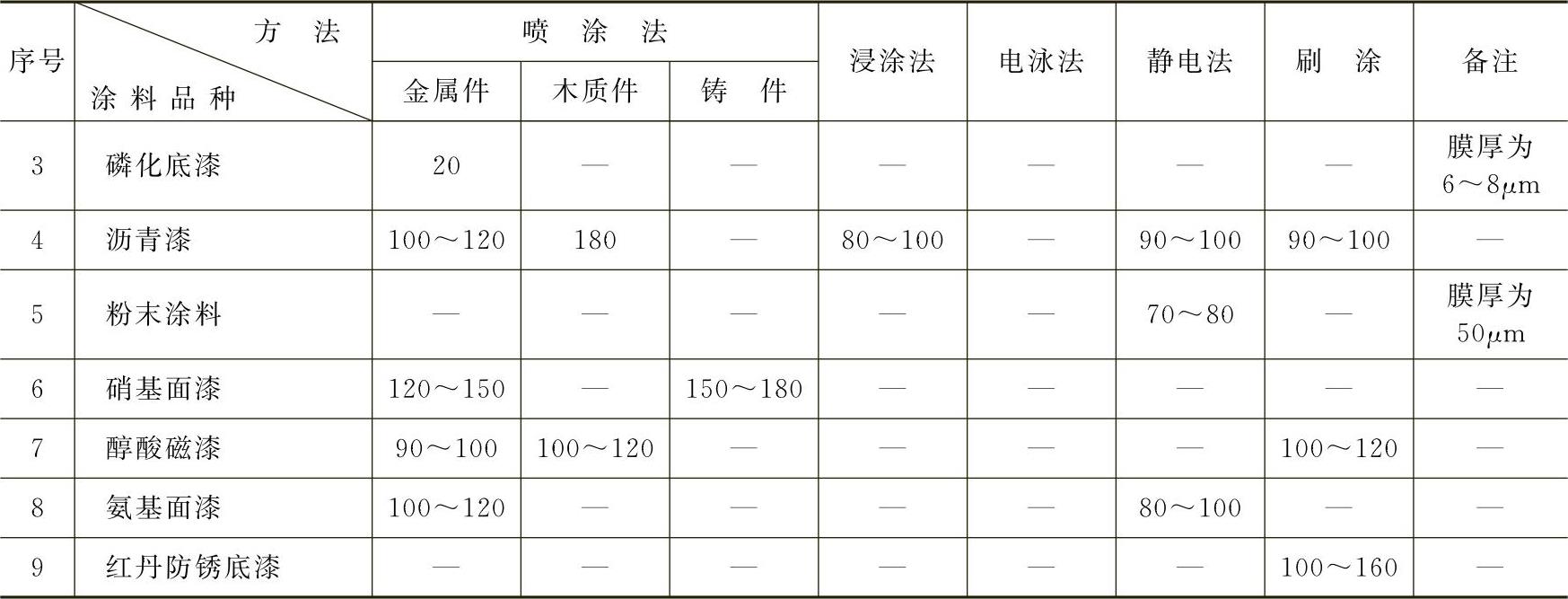
注:1.除磷化底漆外,其他涂料形成的涂膜厚度以20μm计。
2.表中数据除电泳涂料、粉末涂料按原材料计算外,其他均以稀释到工作粘度的涂料计。
表9-3 涂装用辅助材料消耗定额 (单位:g/m2)

注:砂布、砂纸的消耗单位以平方米计,即打磨每平方米涂装表面所消耗砂布或砂纸的平方米数。
3.工时定额的制订
完成某工程或产品的涂装任务所需的人工劳动时间称为某工程或某产品的涂装工时定额。它是估工和安排劳动力的重要依据。
制订工时定额的方法有两种,即实际测定和参照同类型劳动单位的工时定额来确定。在流水线生产中,用岗位数乘以被涂物通过岗位的时间,就可估算该产品的工时定额。岗位数的确定取决于工人的操作时间和被涂物通过岗位的时间。若操作时间小于通过时间,则可设一个岗位或将两道以上的工序合并为一人操作,设一个岗位;若操作时间大于通过时间,则设几个岗位,安排2个或几个人操作。
涂装工时定额取决于以下因素:
(1)生产方式 小批量涂装手工作业的劳动工时大,大量流水线式涂装作业工时小。
(2)运输和涂装的自动化程度 劳动工费的上涨,再加上涂装是有害工种,促进了工业涂装现代化,使得电泳涂装、静电喷涂、自动喷涂等新技术、新工艺得到广泛应用。
(3)操作工人的熟练程度 下面引述一些工业涂装中的经验数据,供制订工时定额参考。
1)装卸工件的工时数据与装卸的难易程度、工件的质量、每个挂具装挂的件数、转运的距离等因素有关。当转运距离为2m,每个挂具装挂4~15个以上的质量为1kg以内的小零件,或装挂2~6个质量为3kg以内的中小件时,经验装卸工时定额见表9-4。
2)被涂物表面去锈、脱脂、除水或吹灰、擦净等工序的参考工时分别参见表9-5、表9-6、表9-7。
表9-4 装挂中小件的工时定额
 (https://www.xing528.com)
(https://www.xing528.com)
表9-5 清除铁锈及氧化皮所需工时
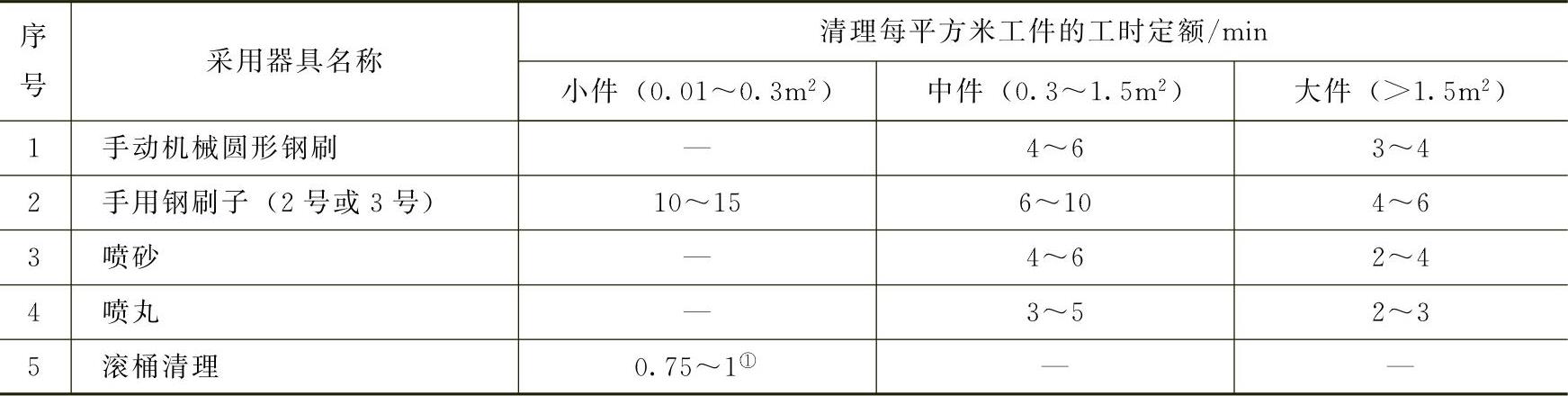
①清理1kg零件的工时。
表9-6 用压缩空气吹去零件上的水分或灰尘所需工时

表9-7 擦油或擦净的工时

3)涂底漆、涂面漆、刮腻子等工序的参考工时定额分别见表9-8、表9-9。
表9-8 手工喷涂底漆和面漆的工时
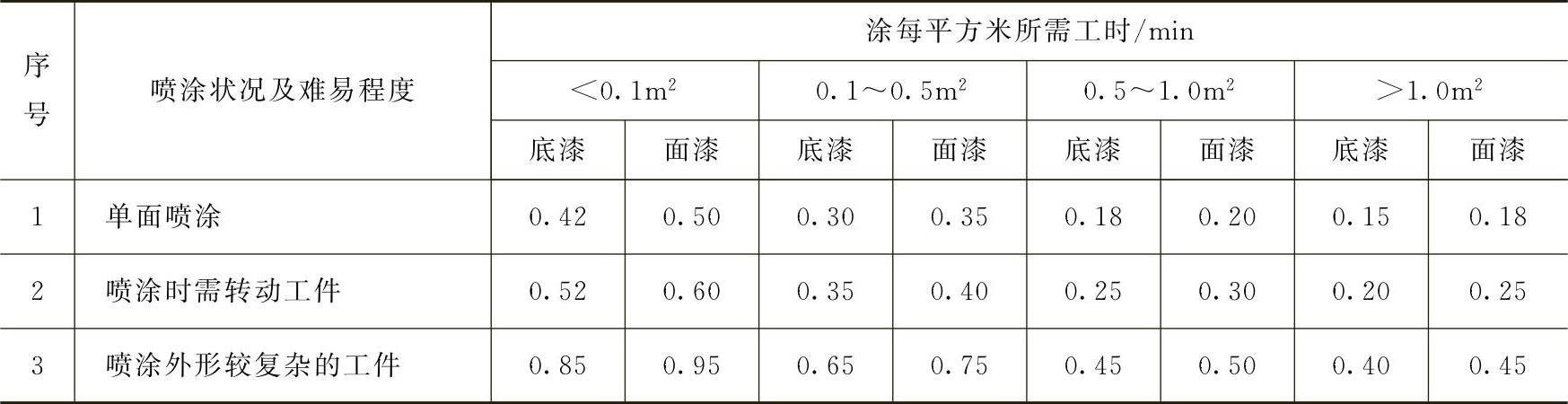
表9-9 刮腻子的工时

4.成本的计算
涂装成本主要包括涂料费用和运行费用以及设备折旧三个方面。运行费用包括人工费用、能耗费用等。一般在流水线生产的场合,涂料费用占的比例大,而在小批量涂装时,运行费用占的比例大,尤其在人工费用高的地区更突出。
用被涂件的面积乘以各涂层单价,相加后即得一定厚度的涂膜单价,计算公式为
C=g0y0+g1y1
式中 C——涂料费用;
g0——原漆单位面积消耗定额;
y0——原漆单价;
g1——溶剂的消耗定额(即g0×稀释百分数);
y1——溶剂单价。
运行费用按工时,定额和参考相应设备的能耗换算。
关于设备折旧国家有规定,一般是按选用设备的估计使用年数计算,若能用10年,则设备折旧费为一次投资费的10%。
5.制订施工人员需要量计划
涂装施工工程量有大有小,施工工程的要求有的简单,有的复杂,根据施工周期及要求,制订施工人员需要量,以使施工顺利地进行。施工人员需要量计划见表9-10。
表9-10 施工人员需要量计划

6.制订施工机具需用量计划
涂装施工工程不仅需要不同类型的涂料和施工方法,而且需要有一定的施工机具。施工机具需用量计划见表9-11。
表9-11 施工机具需用量计划

7.制订涂装施工进度计划
涂装工程施工进度计划是施工组织设计的重要组成部分。制订施工进度计划是指根据技术条件,遵守各施工工艺过程合理的工艺顺序,统筹安排各项施工活动,确定涂装工程各个工序的施工顺序及所需要的施工延续时间,组织协调各工序之间的衔接、穿插、平行搭接、协作配合等关系。施工进度计划是按照组织施工的基本原则,在时间和空间上为各项具体施工过程确定一个初安排,力求以最少的人力、财力,在规定的生产周期内保质、保量地完成施工任务。
施工进度计划也是施工企业计划部门编制月、季度计划的基础,能够为职能部门调配材料、机具、配件及进场提供依据。
(1)施工进度计划编制的依据
1)产品总图样和零件图所规定的技术条件、相关的技术标准资料、有关的技术条件的规范资料等。
2)产品制造合同规定的生产周期,即投产期和出产品期。
3)已选择确定的施工方案和施工方法。
4)施工条件。
5)有关的劳动定额。
(2)施工进度计划的表达形式 施工进度计划一般采用网络图和横道图的形式。
用横道图表达的施工进度计划见表9-12。
表9-12 施工进度计划

(3)施工进度计划的编制程序 施工进度计划的编制程序为:收集及编制技术资料和文件→计算工程量→套用施工定额,计算劳动量或机械台班需要量→确定施工项目延续时间→编制初步进度计划方案→调整初步进度计划方案→编制正式进度计划方案。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。