



前面的打印参数设置相对简单,但得出这些参数的过程却不是那么简单的,这里涉及孤岛打印、Brim选择、PVP固体胶性能、支撑的选用以及材料性能等多次测试。
孤岛打印与平面附着方式的选择——在同一个打印层中出现多个独立的封闭打印区间,我们形象地称为孤岛打印。如图6-37所示,当孤岛比较小的时候,如果附着方式选用Skirt有可能会因其接触面积过小而脱离打印平台。即使是使用了PVP固体胶涂层,也很容易造成孤岛的脱离,这是因为涂层薄而干燥时附着力不够,而黏度足够但涂层过厚时又会造成打滑而移位。如果附着方式选用Brim,可将孤岛连成一个整体,尽管后期的模型处理会麻烦一点,但不会因孤岛的脱离而造成打印失败。
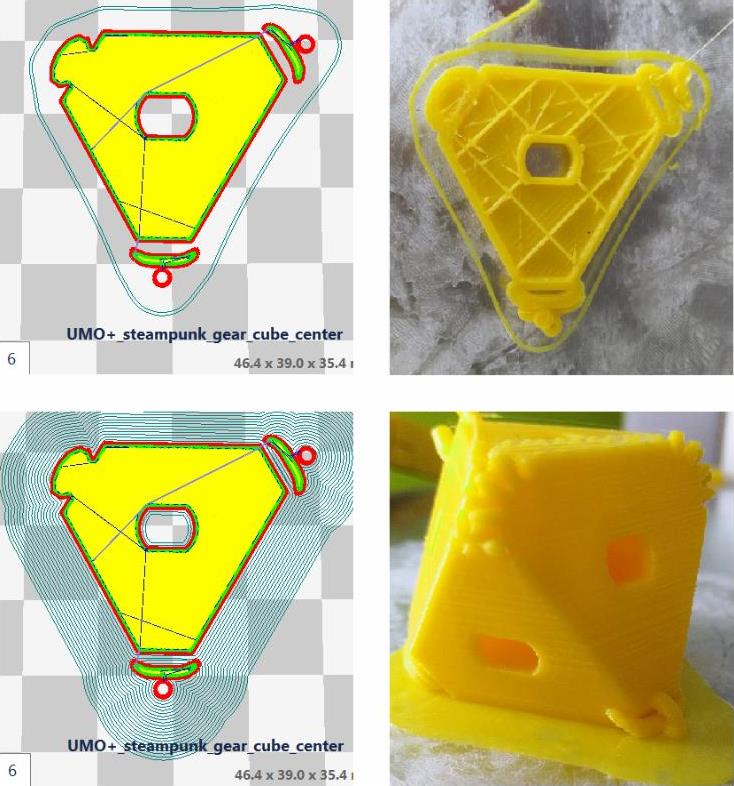
图6-37 孤岛打印与平面附着方式的选择
除了孤岛打印外,折返式打印也很容易发生初始打印层局部脱离的现象。如图6-38所示,若齿尖部分有脱离现象,可降低喷嘴的温度与打印的速度,另外还可以将附着方式设置为Brim使齿尖部分连成一个整体。
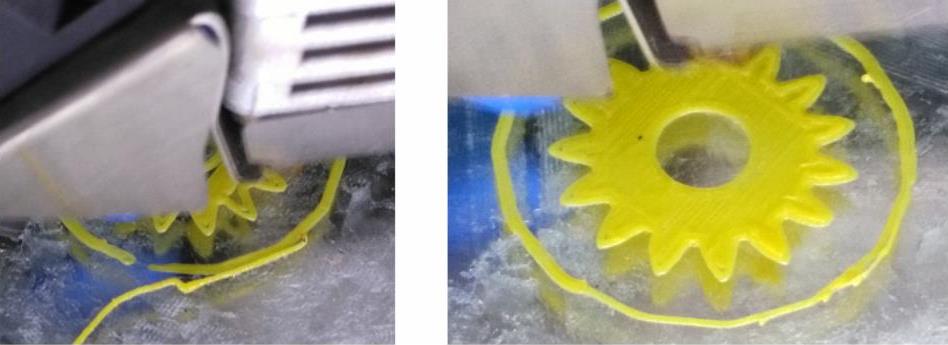
图6-38 SC1的折返式打印(https://www.xing528.com)
耗材性能对镂空打印的影响——镂空打印是对性能的一个挑战。如图6-39所示,我们选用了三种不同的耗材进行打印测试。灰色耗材打印温度最低,耗材的硬度与韧性最差;黄色耗材为标准的成型温度,耗材的硬度与韧性最好;橙色耗材的性能介于灰色与黄色耗材之间。
在相同的打印参数设置下,灰色LC3加入了支撑结构,模型能打印出来,但是支撑结构的拆除非常困难,而且一不小心容易碰断镂空结构。橙色LC3直接用相同的打印参数并且不加支撑打印,结果在打印镂空结构接近穹顶部分时,即使是将打印速度降至50%,但由于翘曲变形导致喷嘴直接撞断了两根镂空的筋。黄色LC3用相同的打印参数直接打印成功,无须添加任何支撑或者手动降低打印速度。
当手中的打印耗材性能较差时怎么办呢?在不更换材料的前提下,在打印LC3接近穹顶部分时,将打印速度手动降至10%左右。通过降低打印速度,不仅可降低对翘边结构的冲击力,而且还能让镂空筋的冷却时间更长而减少翘边的发生。
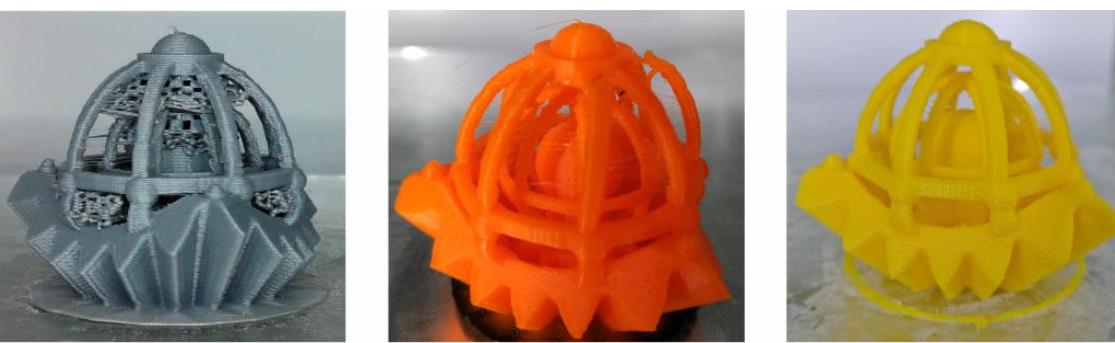
图6-39 三种耗材测试打印LC3
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。