



我们把穿透中空物体表面或者直接在物体内部生成各种形状的透孔结构称为镂空,通常分为平面镂空与立体镂空。平面镂空可以参考平面类模型的打印技巧,本节主要讲述的是立体的镂空结构。如图6-26所示,左图为平面镂空结构,而中间与右图为常见的两种立体镂空类型。

图6-26 镂空结构
从图6-26可以看出,镂空模型除了由基本的几何体构成外,还包含着大量悬空、悬臂结构。上一节学习了针对悬空、悬臂、悬垂结构添加支撑,这个对于立体镂空结构来说同样适用。不过镂空模型的基本形体通常由单层或多层复合而成,这就类似于单层或者多层的镂空象牙球。因此用Cura添加支撑时,镂空结构的支撑数量及密度会比动物、人像类模型多很多,大幅增加了支撑结构拆除的难度,通常不建议给镂空加支撑结构,除非添加的支撑较少且容易拆除。
那这么看来复杂的镂空模型岂不是打不出来?事实并非如此。通常来说悬空结构跨度越大,变形也越严重,但模型外形尺寸基本一致时,模型内部分层越多,结构越复杂,其悬空结构的跨度也相应减少,此时对镂空打印影响最大的是翘曲撞击。(https://www.xing528.com)
翘曲撞击指的是打印喷嘴在移动的过程中撞上了模型打印层因热变形而发生翘曲的部分,轻则造成打印件局部缺陷,严重的撞击可将打印件从打印平台上击落。针对这种不可避免的现象,Cura增加了一个z轴提升的功能,以降低翘曲撞击对打印件的影响。
如图6-27所示,关闭z轴提升功能的情况下,单层打印完毕,喷嘴离开模型时,模型薄而尖的部分(常见于拱顶以及大悬角结构)因受热变形而向上翘起。当喷嘴移回模型时,其侧方撞上了打印层翘起的部分,若打印平台附着不牢固,模型被撞离打印平台。启动z轴提升功能,喷嘴在离开模型前首先会提升至预设的距离,然后再离开模型。当喷嘴按设定的路径移回模型(翘起部分)上方后,喷嘴往下移动设定的距离后继续打印。
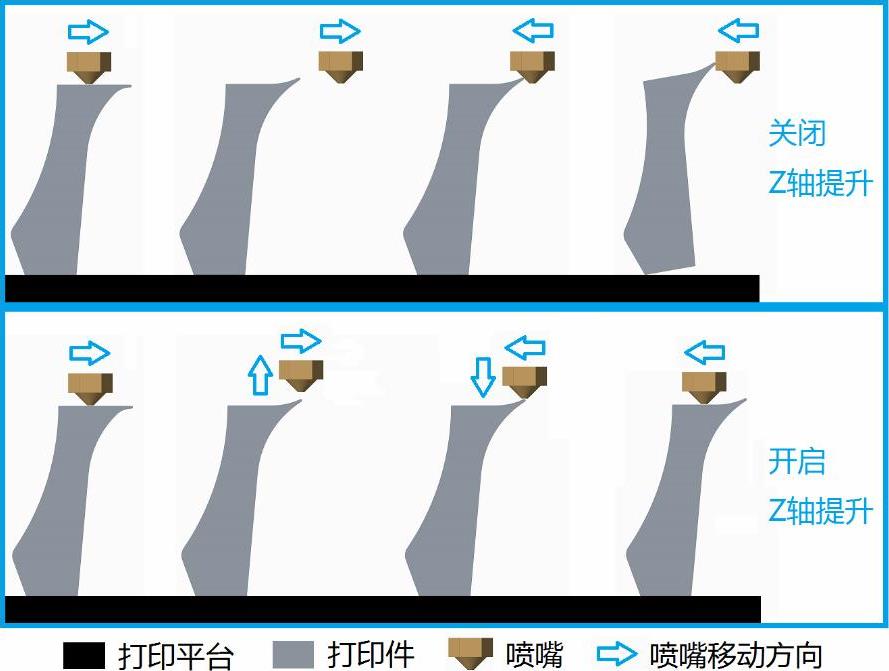
图6-27 翘曲撞击现象
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。