



水密性测试——由于本节的案例是花瓶,所以打印的成品要能够装水。但是很多朋友可能会很失望地发现,花瓶的侧壁正在一滴滴地往外渗水,有些严重的甚至直接往外喷细水柱,花瓶瞬间变成了浇花用的洒水壶!
水密性测试不仅是检验花瓶的一个标准,更是评估耗材质量的手段以及调试耗材打印参数的方法。3D打印机工作正常并且采用默认的打印参数时,如果侧壁有多个地方喷出细水柱,说明耗材质量较差;而不漏水或者只有几个地方有很缓慢的渗水,说明耗材质量较好。对于出现的轻微渗水现象,可以通过调节喷嘴温度、打印速度、层高等参数来提高层间的熔合度,减少因出现毛细孔洞而发生渗漏的现象,直至打印出不漏水的花瓶。测试好的打印参数可用作该卷耗材的基本打印参数。
除了调整参数外,对于轻微渗水的地方还可以在洁净干爽的情况下涂抹502胶水以阻止渗漏。当然,如果将花插进小水瓶里,再放进艺术花瓶内,将彻底阻止因打印缺陷而引起的渗漏。
适合花瓶打印模式的模型——花瓶打印模式把模型分为三部分,即底部、侧面与顶部。无论是曲面或者是平面,底部指定层将打印成实心,侧面将打印成单层厚侧壁;而顶部是花瓶打印模式最大的变数,不同形状的顶部以及顶部与侧面连接的方式,将直接影响开口的形状以及打印的可行性。
如图6-21所示,我们选了八种比较有代表性的几何类型进行对比分析,图中红色代表开口,绿色代表单侧壁,蓝色代表底部。
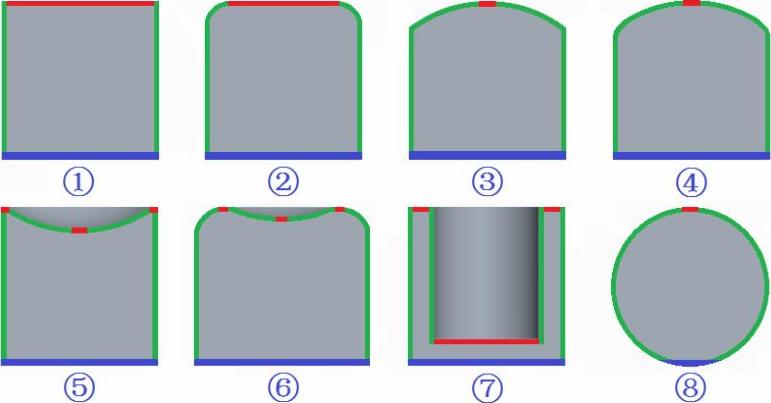
图6-21常见顶部形状对开口的影响

 平顶且与侧壁相接:底与侧壁正常打印,顶部为一整个平面,全部开口。
平顶且与侧壁相接:底与侧壁正常打印,顶部为一整个平面,全部开口。

 平顶且与侧壁平滑相接:底与侧壁正常打印,顶部仅平面处开口。
平顶且与侧壁平滑相接:底与侧壁正常打印,顶部仅平面处开口。

 凸顶且与侧壁相接:底与侧壁正常打印,顶部最高点局部开口。
凸顶且与侧壁相接:底与侧壁正常打印,顶部最高点局部开口。

 凸顶且与侧壁平滑相接:底与侧壁正常打印,顶部最高点局部开口。(https://www.xing528.com)
凸顶且与侧壁平滑相接:底与侧壁正常打印,顶部最高点局部开口。(https://www.xing528.com)
 凹顶且与侧壁相接:底与侧壁正常打印,顶部最高点局部开口,凹坑最低点局部开口。图中特例显示凹面与侧壁分离,凹面部分因缺少支撑而无法打印。
凹顶且与侧壁相接:底与侧壁正常打印,顶部最高点局部开口,凹坑最低点局部开口。图中特例显示凹面与侧壁分离,凹面部分因缺少支撑而无法打印。
 凹顶且与侧壁平滑相接:底与侧壁正常打印,顶部最高点局部开口,凹坑最低点局部开口。图中特例显示凹面与侧壁分离,凹面部分因缺少支撑而无法打印。
凹顶且与侧壁平滑相接:底与侧壁正常打印,顶部最高点局部开口,凹坑最低点局部开口。图中特例显示凹面与侧壁分离,凹面部分因缺少支撑而无法打印。

 空心模型:这类模型为底部实心、顶部开口的中空结构,也可理解为顶部凹陷模型的一种极端形态。同样,在顶部最高点局部开口,凹坑最低点局部开口。实际上中间部分因缺少支撑而无法打印。
空心模型:这类模型为底部实心、顶部开口的中空结构,也可理解为顶部凹陷模型的一种极端形态。同样,在顶部最高点局部开口,凹坑最低点局部开口。实际上中间部分因缺少支撑而无法打印。
 球体:顶部中心部分局部开口。
球体:顶部中心部分局部开口。
当模型的底部与侧壁以及顶部与侧壁均为相接关系,则模型可分为底部、侧壁、顶部三个部分;当模型的底部与侧壁相接而顶部与侧壁平滑相接时,顶部与侧壁可理解为穹顶,即模型由底部与穹顶两部分组成;当模型的底部与侧壁以及顶部与侧壁均为平滑相接关系时,模型的底部、侧壁、顶部将不再分开,而是合为一体,比如球体类模型。因此最适合用作花瓶打印的模型是底部平整,顶部为大平面的实心体。
单侧壁模式设置技巧——同样是在Special Modes下,在Spiralize Outer Contour上方有一项叫Surface Mode,里面的Surface功能与Spiralize Outer Contour很像。Surface通常称为单侧壁模式,前者只比后者多了一个底部。所以不少朋友根据其上下贯通的特点,用Surface模式打印灯罩一类的模型。
如图6-22所示,由于单侧壁打印时模型底部与打印平台表面的接触面积很小,只有一个单线宽的封闭轮廓,因此要使用Brim功能来增加其接触面积。图6-22右一与右二是两个层视图,两者打印出来的结果都是一个薄壁圆筒。不同的地方在于右二的Brim只有圆筒外部的一圈,而右一的Brim在圆筒内外都有。这是因为右二的模型是实心的圆柱体,采用的是Surface模式;而右一的模型是壁厚为0.4mm(喷嘴直径)的圆筒,采用Normal模式打印。这个对比说明,Brim只在模型外部生成。
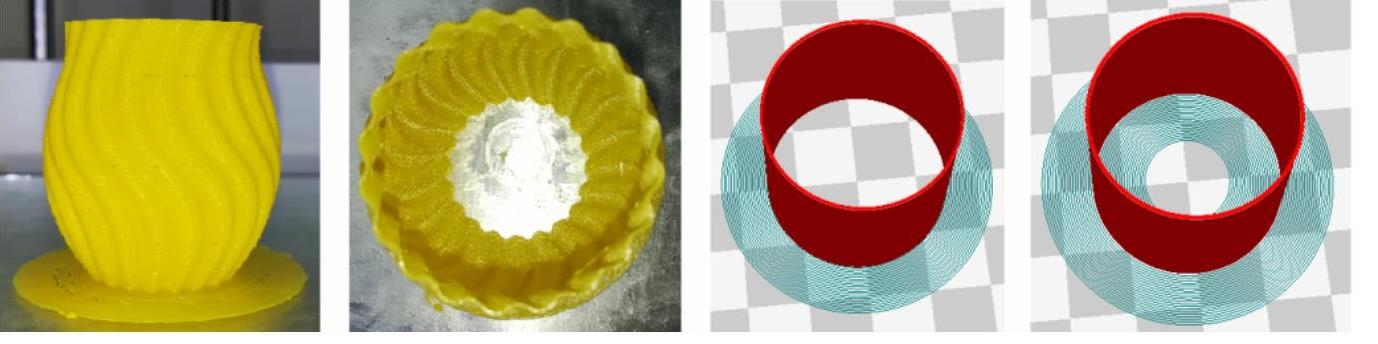
图6-22 单侧壁打印效果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。