



根据前面几个案例的打印效果以及遇到的问题,整理出如下进阶技巧。
修改Json文件设置正确的耗材直径——这里首先给刚才遭遇了打印失败的朋友解决问题。我把这个解决方法放到进阶技巧里讲述的目的是要告诉大家:即使是超简单的打印模式,如果不注意细节,仍然会遭遇打印失败。学一门技术不仅要有兴趣,更要有坚持不懈的耐心尝试、细心分析与归纳总结,这也正是我们所推崇的工匠精神。
如图6-7所示,左图正是打印失败的效果,整个结构松散甚至打印件直接脱离了打印平台;而右图的紧凑致密才是理想的效果。当初我也遭遇到这种情况,首先想到的是喷嘴是否堵塞;打印平台离喷嘴的距离是否合理。在确认这两项都正常后,采用高级打印模式却能打印成功。这时我重新比对了正误两个打印件,发现错误打印件的每根线都比正确打印件要细,有供料不足的感觉,于是把排查的重点放在了耗材的规格上。Cura是配套Ultimaker打印机使用的,而Ultimaker默认的耗材直径是2.85mm,这与我们常用机型的1.75mm不同,问题应该就出在这里了,而且也得到了后面的事实验证。
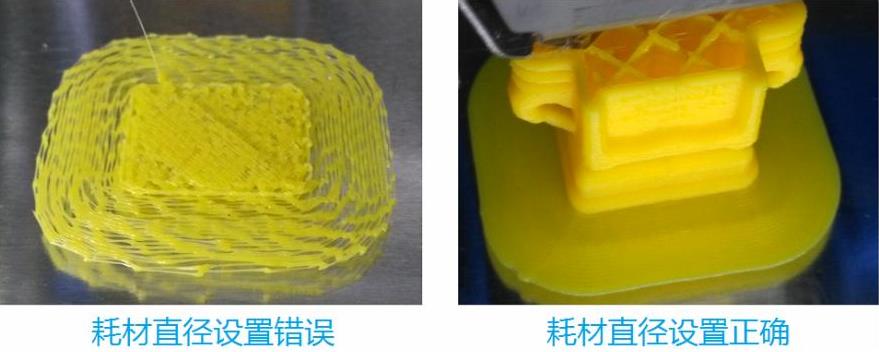
图6-7 耗材直径设置正误对比
Cura简单模式下没有耗材直径的设置选项,需要修改UltimakerOriginal+的设置文件,其默认的位置为:C:\ProgramFiles\Cura2.1\resources\machines文件夹,我们在http://www.json.cn/里对比该路径下的ultimaker_original_plus.json与fdmprinter.json两个文件(具体操作方法见5.2.3节),将耗材直径设置项添加至ultimaker_original_plus.json并保存,如图6-8所示。
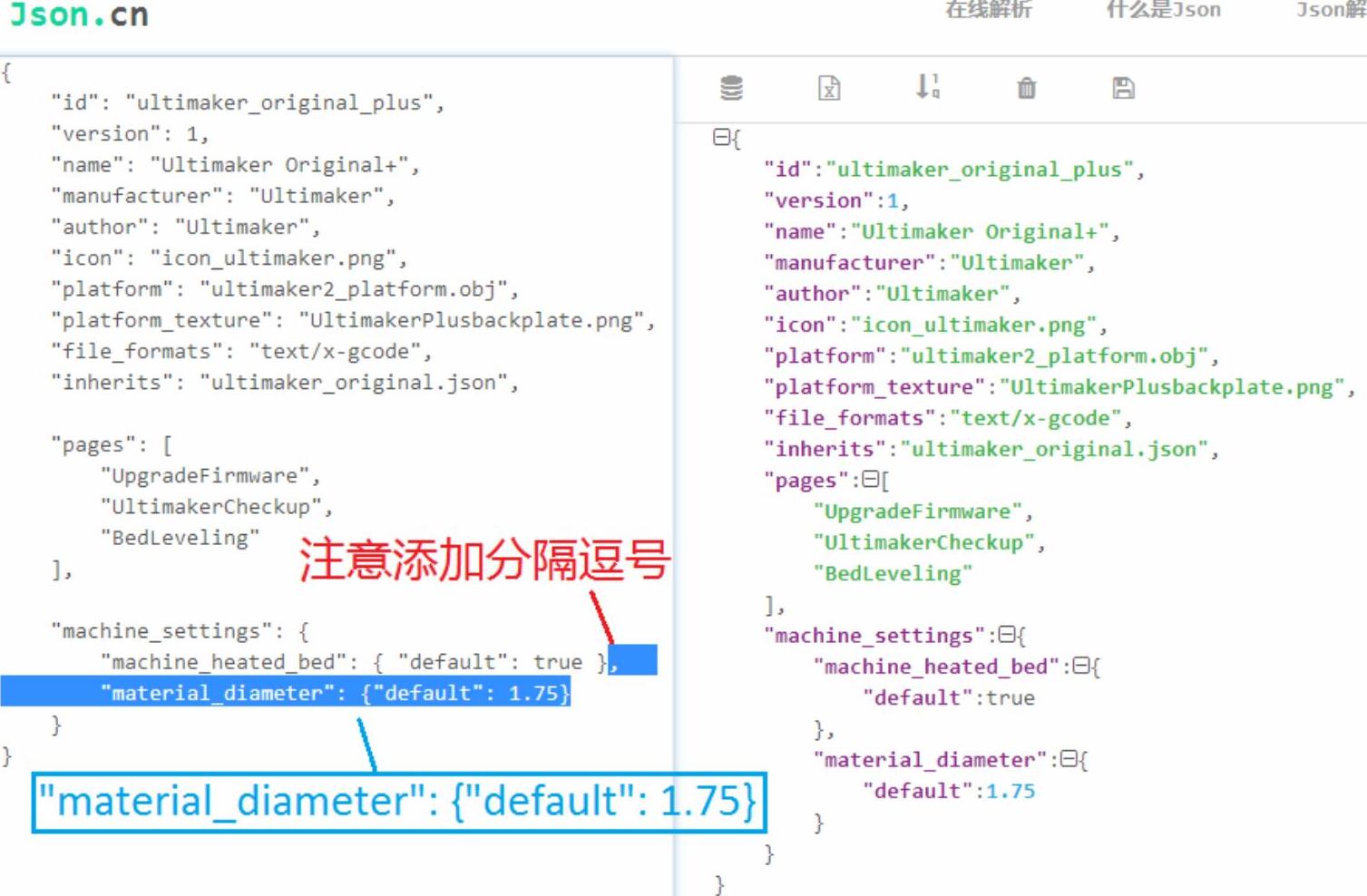
图6-8 在Json文件里添加耗材直径设置项
细心的朋友可能会有一个疑问,为何不直接更改了fdmprinter.json里面的材料直径呢?这是因为Cura为确保软件的可靠性,锁定了默认的fdmprinter.json文件,任何对该文件做出的修改,都将导致打印机配置文件加载故障。
检查程序完整性——在打印的过程中有时会出现打印中断的情况,排除硬件的因素,往往是由于Gcode不完整导致。如图6-9所示,Sphere在打印接近结束时中断,挤出机继续工作,导致停留在打印件上的喷嘴发生溢料。我们打开任意一个正确的Gcode文件,其段末有完整的Gcode结尾以及结束标志“End of Gcode”,如图6-10所示。(https://www.xing528.com)
导致Gcode缺失的原因主要有两个:一个是程序还没生成完毕就关闭软件,所以在视图区下方弹出程序保存路径的信息时,Gcode才算保存成功;另一个是Cura计算故障,常见于软件运行时间过长或进行多次模型切片,因此建议每完成一个模型的Gcode后关闭软件,待内存释放完毕后再重新打开软件进行下一个模型的切片。
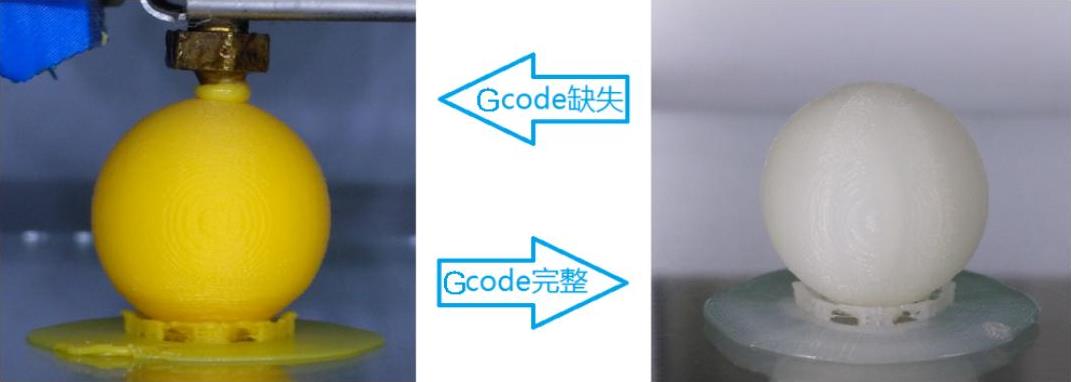
图6-9 Gcode缺失导致的打印中断
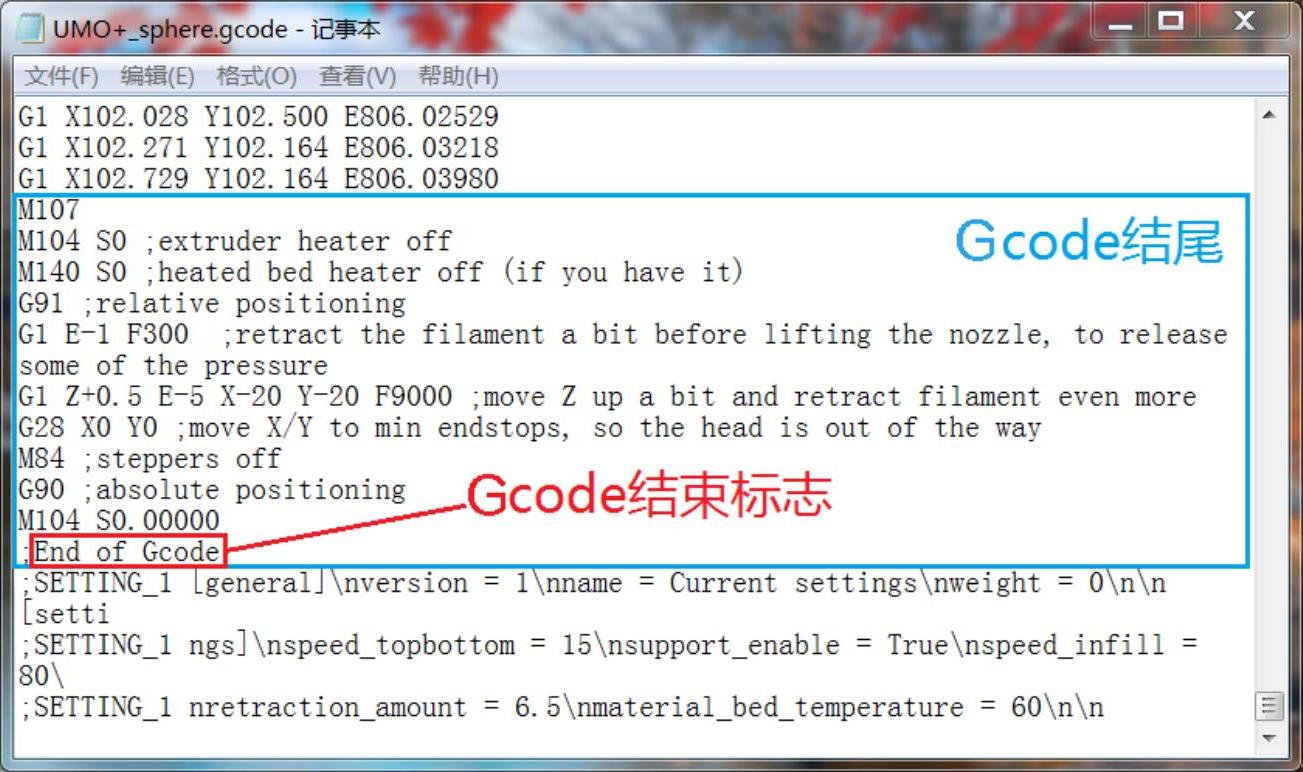
图6-10 完整的Gcode格式
球体打印质量与支撑设置——打印球体时通常由于接触面过小,需要添加Brim与支撑。通常由于球体下半部分与打印平台的夹角较小,会发生翘边现象,从而导致半球不圆,如图6-11所示。越靠近打印平台,球体表面质量越差,这可以通过调整支撑数量与密度以及打印温度与速度来改善,这些参数可在高级打印模式下设置。
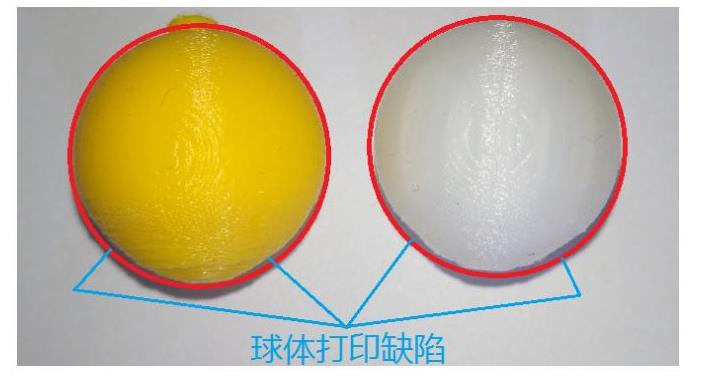
图6-11 球体打印缺陷
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。