



在Cura 2.1里除了可以定制基本功能与特殊模式外,该系列软件还实验性地提供了几种试验功能,如图5-77所示。

图5-77 试验功能相关的设置项
Enable Draft Shield:启用防风罩。该功能在打印件的外面增加一个侧壁,用于阻隔环境气流对打印件的影响,起到一定的防风与保温作用,这对打印ABS等容易翘边与开裂的模型尤其适用。如图5-78所示,该功能可定制如下设置项:
●Draft Shield X/Y Distance(防风罩x/y方向间距):定制防风罩与模型间的距离。
●Draft Shield Limitation(定制防风罩):该功能有两个选项,Full代表全高度防风罩,其高度与模型一致;Limited代表定制高度防风罩,其高度可按需定制。
●Draft Shield Height(防风罩高度):当启用Limited功能时,该功能用于其高度的定制。
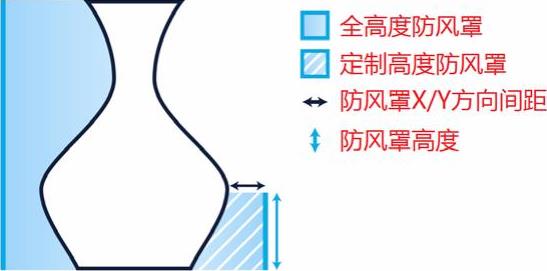
图5-78 防风罩的设置(图片来源:Ultimaker官网)
Enable Coastin:启用滑行功能。在打印模型的路径到最后一段时,通过启用滑行功能代替常规的挤出运动。由于滑动的过程中暂停了挤出机的工作,因此喷头内的压力降低,减少了挤出量过多引起的模型表面缺陷,如图5-79所示。
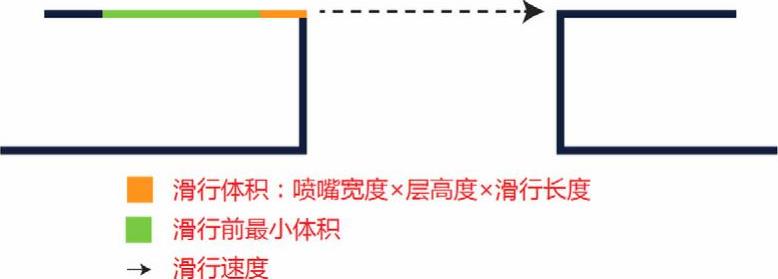
图5-79 启用滑行功能(图片来源:Ultimaker官网)
●Coasting Volume(滑行体积):喷嘴宽度×层高度×滑行长度=滑行体积,该功能用于控制滑行时材料的流量。
●Minimum Volume Before Coasting(滑行前最小体积):用于定义滑行的起点。
●Coasting Speed(滑行速度):由于喷嘴内部压力降低,因此该速度通常比正常速度略低。
Extra Skin Wall Count:额外皮肤壁数量。该功能用多个同心线来代替顶
部或底部图案的最外层,还可借助一条或两条线来改善填充屋顶结构的质量。
Alternate Skin Rotation:交替皮肤旋转。通常打印件顶层或底层都是对角方向打印,而该功能可设定其方向仅限于x或y方向。
Conical Support:锥形支撑。该功能将使用漏斗状的支撑结构代替常规支撑结构,可减少50%的支撑耗材,而且仍适用于悬臂结构,如图5-80所示。

图5-80 锥形支撑(图片来源:Ultimaker官网)
●Cone Angle(锥形角度):通过调整该角度来控制支撑与零件的接触部分面积,角度越小,接触部分的面积就越大。
●Cone Minimal Width(锥形支撑最小宽度):该功能用于设定锥形尺寸与打印平台的接触面积。设置值过小容易导致支撑不稳定。
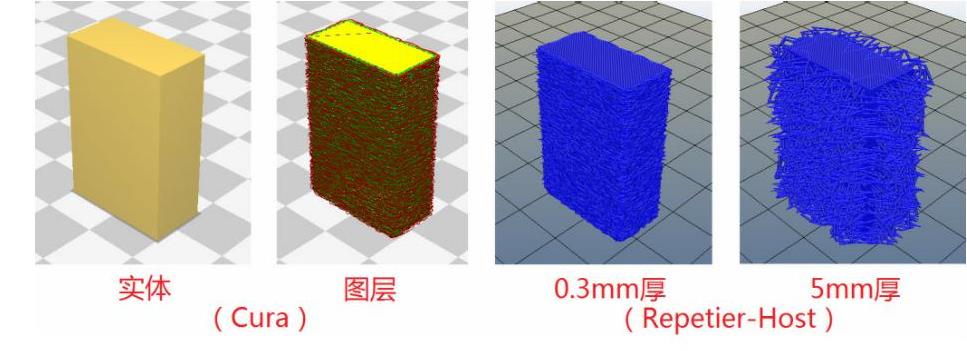
Fuzzy Skin:模糊皮肤。该功能在外表面打印的过程中增加了喷嘴的抖动,从而使打印件表面有绒毛纹理效果或者流苏的效果。
●Fuzzy Skin Thickness(模糊皮肤厚度):该参数定义了喷嘴抖动的最大距离。如图5-81所示,借助Repetier-Host切片软件可以实体模式更直观地看到不同模糊皮肤厚度的效果。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-81 模糊皮肤
●Fuzzy Skin Density(模糊皮肤密度):该参数定义了每毫米喷嘴抖动的数量,也可以通过调整Fuzzy Skin Piont Distance(模糊皮肤点间距)来设置。
Wire Printing:线框打印(WP)。该功能将模型外壳以线与网的形式打印成线框结构,内部无任何填充。由于该功能在Cura的三种查看模式均不能显示出实际效果,因此需要借助其他软件(如Repetier-Host)进行观察,如图5-82所示,设置好众多的WP选项并导出Gcode文件,然后将其导入Repetier-Host进行观察。

图5-82 线框打印
●WP Connection Height(WP连接高度):该参数指的是两个水平结构间向上以及对角向下结构线的距离,定义了该网状结构的整体密度。
●WP Roof Insert Distance(屋顶结构插入距离):定义了结构线与屋顶结构外轮廓线内部的距离。
●WP speed(WP打印速度):这是WP模式下打印速度的相关设置项,包括WP Bottom Printing Speed(WP底部打印速度)、WP Upward Printing Speed(WP向上结构线打印速度)、WP Downward Printing Speed(WP向下结构线打印速度)、WP Horizontal Printing Speed(WP水平部分打印速度)四个选项。
●WP Flow(WP挤出量):该功能可独立设置WP Connection Flow(WP连接部分挤出量)与WP Flat Flow(WP平整部分挤出量)。
●WP Top Delay(WP顶部延时):每段向上结构线打印完毕的喷头止动时间,这可以使该段向上结构线变得更坚实。
●WP Bottom Delay(WP底部延时):每段向下结构线打印完毕的喷头止动时间,这可以使该段向下结构线变得更坚实。
●WP Flat Delay(WP平整部分延时):该功能定义了两个平整部分之间的喷头止动时间。这可使后一层与前一层连接节点黏合得更牢固,但过长的延时容易导致已打印部分的下沉。
●WP Ease Upward(WP缓慢向上):在该段距离里,挤出速度将减半,这可使当前打印部分与前一层黏合得更牢固。
●WP Knot Size(WP节点尺寸):在向上结构线的末端增加节点,可使水平部分与向上结构线黏合得更好。
●WP Fall Down(WP垂料距离):向上打印完毕后允许喷头的垂料长度,起到补偿的作用。
●WP Drag Along(WP缓慢移动距离):对角向下挤出后,向上缓慢挤出时的移动距离,起到补偿的作用。
●WP Strategy(WP策略):该打印策略用以确保两个连续的层能在节点处黏合得更牢固。这里又分为如下三种打印策略:
Compensate(补偿):在向上结构线顶部补偿其下沉量。
Knot(节点):在向上结构线的末端增加节点,可增加其连接的概率并降低结构线的温度,但与此同时打印速度要相应降低。
Retract(回抽):回抽可使向上结构线更坚硬而且位置更准确,但会造成塑料丝的磨损。
●WP Straighten Downward Lines(WP整理向下结构线):该功能用于调整水平线结构下方的下拉对角线百分率,可预防向上结构线的下沉。
●WP Roof Fall Down(WP屋顶下沉距离):该功能补偿了水平屋顶结构线悬空打印时的下沉距离。
●WP Roof Drag Along(WP屋顶缓慢移动):该功能用于补偿屋顶结构外轮廓线打印完毕后向内部结构线缓慢移动的距离。
●WP Roof Outer Delay(WP屋顶外部延时):该延时用于打印当前层构建屋顶结构的孔的外周长,较长的延时可得到更好的连接效果。
●WP Nozzle Clearance(WP喷嘴间隙):该功能定义了喷嘴到对角向下结构线黏结的水平层的距离。降低的喷嘴间隙可降低对角向下结构线的陡峭角度,并以较短的向上结构线连接下一打印层。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。