



这一节讲解的是与材质相关的打印参数,通过设置回抽、温度等相关参数调整打印件表面的效果,如图5-49所示。
Printing Temperature:打印温度,即喷嘴的工作温度。通常PLA的打印温度约为210℃,而ABS为250~260℃。
Bed Temperature:热床温度。通常PLA的热床温度约为60℃,而ABS约为90℃。当设置为0℃时不启用热床加热。
Diameter:塑料丝直径。Cura默认的塑料丝直径为2.85mm,这里要输入选用机型配套塑料丝的实际直径以确保软件能准确计算出挤出量。
Flow:挤出量。这是软件基于塑料丝直径和打印速度计算出来的单位时间塑料的挤出量。通常恒定使用系统默认的100%,若使用弹性塑料丝,则可以适当增加流量。要注意的是增大流量百分率仅仅是偶尔使用的针对材料流动性能进行微调的一种手段,并不能用于解决材料挤出量过少的问题。
Enable Retraction:启用回抽。通常在打印两个不相连的部位时,在重力以及喷嘴内部压力的作用下,喷嘴在空载移动过程中会发生材料的溢出现象,俗称“拉丝”。启用回抽可使材料在喷嘴空载移动的过程中按设置值缩回,这能有效地减少拉丝的发生而提高打印件表面质量。但过于频繁的回抽容易导致挤出机构磨损耗材,从而降低了打印件表面的质量。
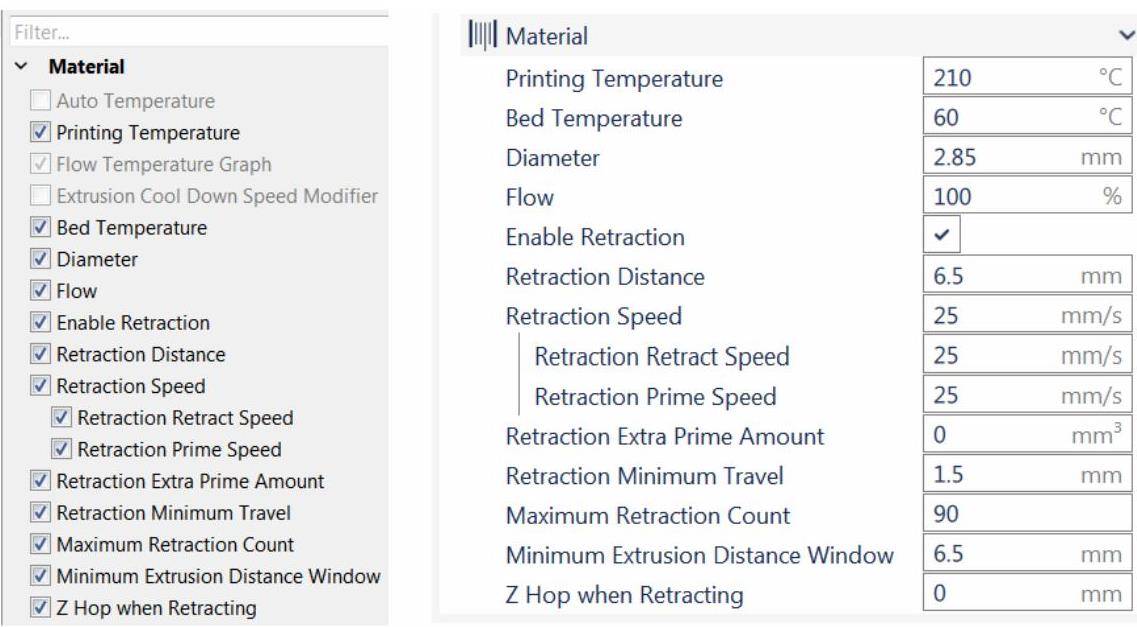
图5-49 材质相关的设置项
Retraction Distance:回抽距离。这指的是喷嘴在回抽移动的过程中塑料丝缩回去的距离。尽管较大的回抽距离可减少喷头在移动过程中喷嘴的渗料现象,但过高的数值会影响到打印件的表面质量以及结实程度。这里建议设置的数值应尽量接近软件的预设值。
Retraction Speed:回抽速度,指的是塑料丝的回缩的速度。该功能还可独立设置回抽速度(Retraction Retract Speed)与挤出速度(Retraction Prime Speed)来精确控制塑料丝的回抽与挤出运动。
Retraction Extra Prime Amount:回抽后的额外挤出量。这指的是喷头在回抽并空载移动后重新挤出打印材料时额外增加的材料挤出量。特别是使用弹性塑料丝打印的时候,由于回抽后重新挤出会需要较大的压力,因此采用额外挤出量可解决此问题,并且避免了通过加大流量(Flow)而导致的溢料现象。
Retraction Minimum Travel:回抽最小行程。如图5-50所示,同一打印层可由单个或多个封闭区域组成,喷嘴在封闭区域之间移动的距离即为喷嘴的空载行程。如果封闭区域密集而且间距小,那么较低的参数设置值会使过多的回抽造成打印件容易出现孔洞,塑料丝也会由于挤出机过多的往复收卷而磨损。而较高的参数设置值容易造成打印件表面出现拉丝、垂料、斑点等缺陷。(https://www.xing528.com)
Maximum Retraction Count:最大回抽次数。这是配合Minimum ExtrusionDistance Windows使用的一个功能,指单位挤出距离内最大的回抽次数,超过该数值的回抽将被忽略,如图5-51所示。该功能的好处是减少由于回抽导致的塑料丝磨损,但对于孔洞较多的打印件(比如网格镂空类花瓶),过低的回抽次数会导致孔洞出现拉丝或垂料的缺陷。
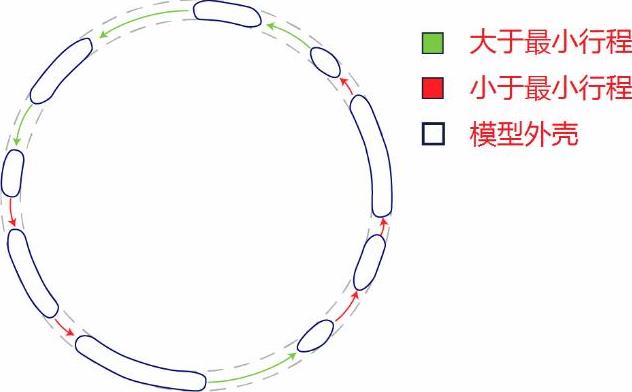
图5-50 回抽最小行程 (图片来源:Ultimaker官网)
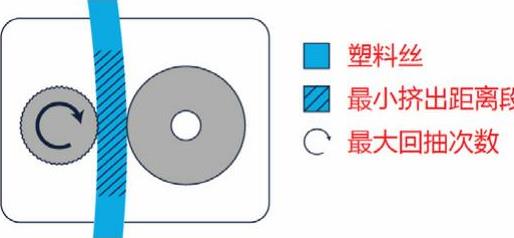
图5-51 最大回抽次数与最小挤出距离段 (图片来源:Ultimaker官网)
Minimum Extrusion Distance Windows:最小挤出距离段,即Maximum Retraction Count功能开启时塑料丝挤出的最小距离。比如最大回抽次数设置为10,最小挤出距离段设置为5mm时,塑料丝在每5mm的距离内最多只能回抽10次。
Z Hop when Retracting:回抽时z轴提升。回抽的时候打印平台会按设定的距离向下移动,这也可以看作是喷嘴向上提升,如图5-52所示。该功能使喷嘴在空载移动的时候离开打印件表面,避免喷嘴刮擦或者碰撞打印层表面,但会增加打印时间。
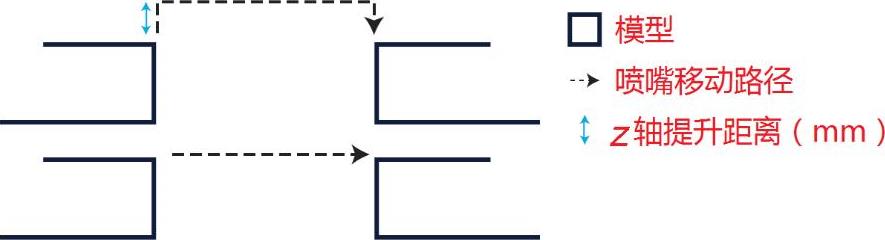
图5-52 回抽时z轴提升(图片来源:Ultimaker官网)
这里大家要注意一点,在不同的打印参数配置文件中,上述的设置项并非都能显示。比如Ultimaker系列,目前只有Ultimaker Original与Ultimaker Original+两种配置文件可以设置Printing Temperature、Bed Temperature、Diameter与Flow四个参数,其余配置文件中这些选项将被屏蔽。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。