



外壳分类参数指的是打印件外部相关部分的打印参数。通过设置模型外壳部分厚度以及结构方式调节模型的强度。具体参数如图5-43所示:
Wall Thickness:壁厚,指的是模型侧壁(x/y轴方向上)的厚度。由于模型的侧壁是由单层或多层构成,通常按如下公式计算:壁厚=线宽×层数。例如设置线宽为0.35mm时,单层壁厚为0.35mm,即线宽。如果壁厚为1.05mm,则换算出侧壁有3层。Wall Line Count指的是侧壁层数,当确定线宽与壁厚时,侧壁层数将自动生成。打印模型的时候侧壁层数通常设置为2至3层即可,层数越多打印件越结实,漏水的机会越低,但打印时间与耗材使用将相应地增加。
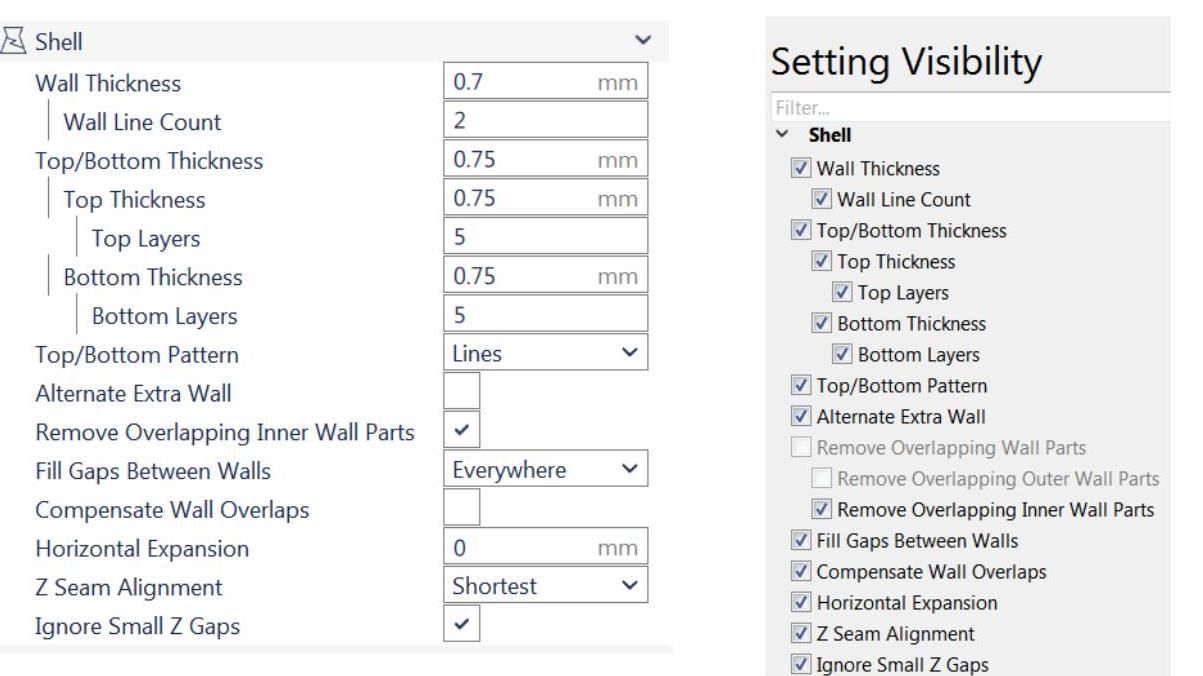
图5-43 外壳相关的设置项
Top/Bottom Thickness:顶部/底部厚度。这有相应的计算公式:顶/底部厚度=层高度×层数(z轴方向)。通常设置其厚度为层高度的4至5倍,以保证顶/底部的缝隙能全部闭合。厚度越高打印件就越结实,打印时间与耗材都会相应增加。当输入层高度以及TopThickness(顶部厚度)时,TopLayers(顶部层数)将自动生成,该设置方式与底部厚度设置方式相同。
Top/Bottom Pattern:顶部/底部图案。如图5-44所示,软件提供了三种打印图案可供选择:Concentric(同心),该图案自外向内按轮廓形状打印。Line(直线),在轮廓范围内以紧贴的对角直线打印。ZigZag(折返线),在轮廓范围内以对角线方式打印,由于遇到轮廓时自动折返打印,因此图案只由一根线构成。这很像平时玩的“贪食蛇”游戏。
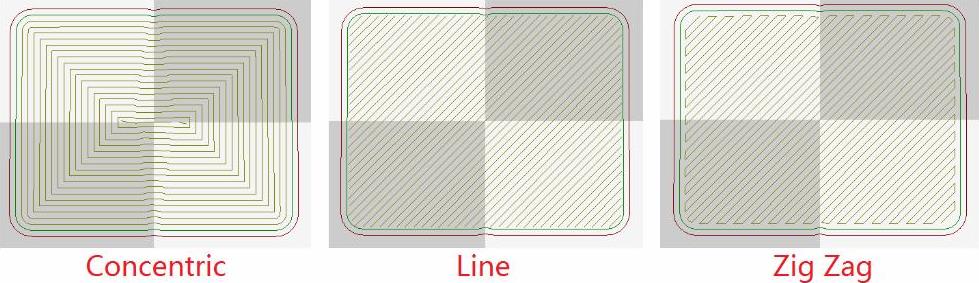
图5-44 顶部/底部图案
Alternate Extra Wall:额外间隔侧壁。如5-45所示,由内壁延伸出来的额外间隔侧壁与填充互相咬合,提高了打印件的强度。(https://www.xing528.com)
Remove overlapping inner wall parts:移除内壁的重叠部分。有时候打印件的侧壁局部特别薄,所以打印的时候会发生侧壁重叠的现象,这会导致打印件表面局部发生轻微的挤料现象。该选项的默认设置为启动,因此并非所有侧壁都能被打印出来。当禁用该选项时,所有侧壁(即便其厚度小于喷嘴直径的两倍时)都将被打印,也意味喷嘴在已打印侧壁上方移动两次。

图5-45 额外间隔侧壁示意图(图片来源:Ultimaker官网)
Fill Gaps Between Walls:填满侧壁间的间隙。这里的下拉菜单有三个设置选项:Everywhere(所有地方),填满所有间隙以获取坚实的打印件;Nowhere(所有地方都不),所有间隙将不被填充以避免表面挤出过量;Skin(表面),仅填满顶部或底部打印层的间隙,在避免打印件表面挤出过量的基础上使其更坚实。
Compensate Wall Overlaps:侧壁重叠补偿。该设置项可减少打印件薄壁处的挤出量,避免所有打印层发生挤出过量的状况。结合Remove overlapping inner wall parts使用效果更好。
Horizontal Expansion:水平方向缩放。由于塑料是有收缩率的,因此实际的打印件尺寸与模型文件有一定的偏差,不能满足高精度的打印要求。该功能可在x、y方向对打印件尺寸进行调整,正值为增加尺寸,负值为减少尺寸。
Z Seam Alignment:z轴方向接缝对齐。该功能用于设置打印层的起点位置以调整打印件的接缝,下拉菜单有三个选项:Back(后面),下一层的起点在模型的后面,可在Cura中旋转模型来选择接缝的位置;Random(随机),下一层的起点通过软件随机设置,可避免接缝的生成,但打印时间相应增加;Shortest(最短),下一层起点直接在前一层的结束点,该设置的接缝最明显但打印时间最短。
Ignore Small Z Gaps:忽略z轴方向小间隙。该功能可修复模型z轴方向打印层之间的小间隙,默认为开启状态,借助填充将底部与顶部层间的小间隙熔融连接在一起。若关闭该功能,将不填充z轴方向的小间隙,底部与顶部将仅当作模型的一部分被打印出来。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。