



1.结构设计
图9-20所示为表芯齿座零件及其模具。该冲模为冲孔、落料、拉深三工位连续式复合模。使用后侧导柱模架、压入式模柄,由双作用楔及其配对的滑块组成的楔传动机构(共两组),在平面上呈120°分置于模具左、后两侧,承担拉深展开坯件的推送及冲完工件的推卸动作(两动作均在水平的、与冲压方向垂直的方向)。其中,楔12和滑块13组成的双作用楔传动机构,完成推送第二工位落料下来的拉深坯到第三工位;楔5与推板4组成的双作用楔传动机构,则承担把拉深出模的工件推卸出模具。该模具实际上是由三层模板组成。第一层是固定卸料板及导料板构成的导料槽;第二层是冲裁凹模,包括冲孔、侧刃、落料三个模孔,布置在一个整体凹模上;第三层是拉深凹模及与它在一个平面上的双作用驱动楔配对用滑块。原材料的送进限位是使用平形侧刃。楔5与楔12都是双作用楔,利用本身的斜面结构对滑块执行强制复位。为保证操作者人身安全,模具面对操作位置的一面安装了防护栅。从工艺需要出发,考虑落料后展开坯件会出现微弯,故在落料凸模10中装有弹顶校平器9,对落料下来的展开坯件弹压校平。拉深好的工件由弹顶器6顶出凹模。
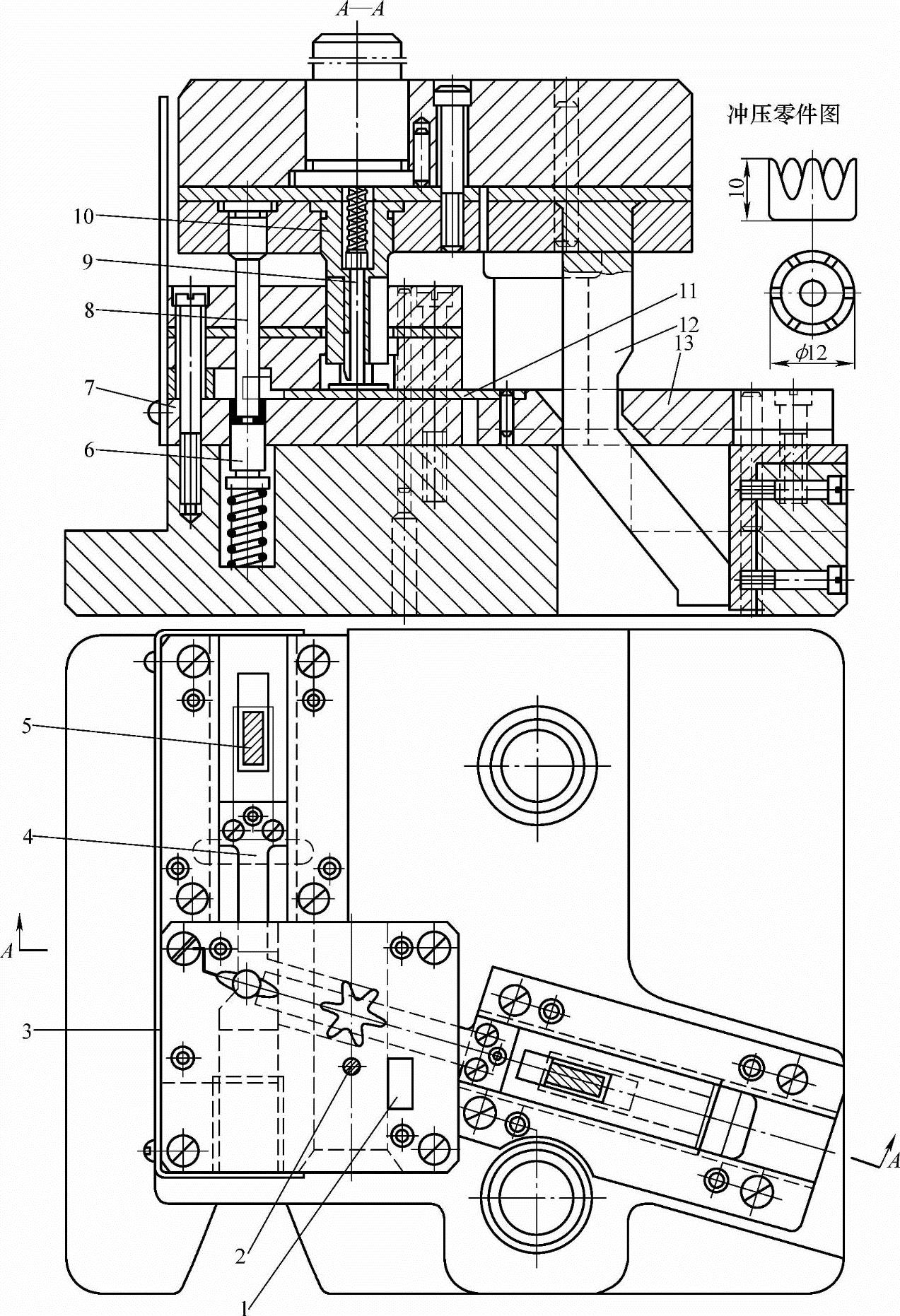
图9-20 表芯齿座楔传动送料与出件连续式复合模
1—侧刃 2—冲孔凸模及凹模 3—安全防护栅 4、11—推板 5、12—楔 6—弹顶器 7—拉深凹模 8—拉深凸模(带导正销头) 9—弹顶校平器 10—落料凸模 13—滑块
2.动作原理与过程
该冲模可配备通用送料装置进行连续自动冲压,也可手工送料间断生产。当使用成卷带料时,如能配用自动送料装置,将可大大提高冲压生产率。其动作全过程是:首次送进带料,第一进距至侧刃内边,因入口料宽未经侧刃切边,稍宽而被挡在侧刃内边下导料板处,上模下行完成冲内孔作业。二次送进第二进距材料,送至第一工位冲孔位置的同时,在第一工位已冲孔的第一进距被送到第二工位进行落料。为确保落料件平整,克服微弯与拱起,落料凸模10中特设置一个弹顶校平器9,利用落料凸模10上部的压力弹簧,将冲出的展开坯件紧紧压在滑块13的推板11上,并进行校平。当上模回程上行时,推板11随滑块后移,使冲出并已校平的展开坯件落到拉深凹模7表面。在上模下行冲压的初始阶段,楔12即利用本身的斜面驱动滑块13向拉深凹模口移动,推板11将展开坯件推入拉深凹模口,即第三工位,进行拉深。为了准确定位,除在拉深凹模口送料方向尽头设挡料块之外,拉深凸模头部还制有导料销头,以便在拉深作业之前,利用展开坯件在第一工位冲出的中心圆孔,将坯件准确定位后再拉深。拉深好的工件由弹顶器6顶出凹模,由固定卸料板将工件从拉深凸模8上卸下。在上模回程的初始阶段,楔5利用本身与楔12相反的动作,驱动滑块上的推板4,将工件从模面上推卸出模具,并从送料口旁的漏件口落入零件箱。当上模转入下行进行冲压的初始阶段时,楔5又会利用本身的斜面,使滑块带着推板11复位,而后上模才开始新的一次冲压。
3.楔传动机构设计与计算
(1)特点分析 模具中所用的两组双作用楔传动机构的动作和作业条件是相同的,而且结构也基本相同:都是用楔驱动滑块,并由滑块带动推板去执行推卸(送料)任务,而且推板(实际是滑块)的行程WS、驱动楔行程WT、楔斜角及结构形状都一样。但其动作时间及方向却截然不同。楔12驱动滑块13,使推板11在上模下行进行冲压的开始阶段,完成推送展开坯件后,上模才开始冲压;而楔5驱动滑块,让推板4在上模回程离开下模的初始阶段,完成推卸工件任务。因此,两个楔的安装位置正好相反。
双作用驱动楔实际上是两个结构参数完全相同、驱动同样滑块的两个相反动作方向的单作用驱动楔的组合,只需按单作用楔计算和设计各主要技术参数即可。对图9-20所示两组双作用楔而言,要求滑块给出的力很小,只要推板行程精准,能与各工位协调动作即可。因此,可按单作用驱动楔进行计算,只需在滑块与楔配对接触的斜面上,制出滑块复位斜面,并与楔推动滑块前进的斜面正好相反。(https://www.xing528.com)
(2)主要参数的设计与计算 图9-20所示双作用驱动楔的主要参数计算如下:
1)斜楔角β与配对滑块角α值,可从图9-5中图算求得。当θ=0°时,β角取标准值等于40°,则α=50°。
2)驱动楔行程WT可按式(9-4)计算求得。已知工艺及模具工位平面布置,要求滑块行程WS=34.5mm,则可得

3)驱动楔的总长度L楔应按模具结构的实际需要,在确保安全、可靠的基础上,做到经济合理。已知落料凸模10总长度为49mm,楔计算行程WT为41mm,冲件高10mm,楔反向滞留空行程为10~15mm,考虑模具空间余量为6~10mm,故得
L楔=[49+41+10+(10~15)+(6~10)]mm=116~125mm
实际采用120mm。
4)楔与滑块的材料选择。可按冲模大小及斜楔承载力分别考虑。对于图9-20中斜楔与滑块的材料推荐采用T7A、T8。工作条件恶劣、受力较大的斜楔及滑块,推荐选用CrWMn、Cr6WV,并淬硬至58~62HRC。
5)楔行程WT。可以用图9-5图算求得WT值。在图9-5中,以θ=0°求得β标准值之后,再根据已知需要的滑块行程WS求得WT。利用前面介绍的图算方法,可求得WT≈41.5mm。图算数值虽不如公式计算数值精确,但其误差不大,可以使设计楔使用误差在允许范围内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。