



年产量多达500余万件的吊架零件,采用配备通用自动送料装置、多组楔传动的全自动连续式复合模,用成卷带料连续冲压。该冲模采用三组两种类型的楔传动机构,完成成形工位送料与卸件,以及弯曲成形工作。以下就其结构设计及运作原理与过程予以介绍。
图9-18所示为吊架全自动楔传动连续式复合模。该模具为实施水平送料和成形冲压动作的冲孔、落料、弯曲及压圆三工位连续式复合模。图9-18右下角所示为该冲模加工的零件。该零件是用1mm厚的镀锌钢板冲制的。
1.整体结构
该模具采用刚性好、导向精度高的四角导柱模架、凸缘模柄、三组两种楔传动机构。两组为单作用驱动楔13,靠压力弹簧使楔滑块16进行弹性复位,分设在压圆模芯12两侧,用以完成工件最后压圆成形的、水平横向相对的冲压动作;另一组为强制性滑块复位的双作用驱动楔8,用以驱动滑块带动的推料板6,推送弯曲坯件到压圆工位。除此之外,在弯曲和压圆工位上,设有压圆凸模14。由于该模具采用无搭边少废料冲压,且送料宽即工件宽17mm,冲孔凹模5出料一侧的边缘,即为落料(实际是切断)凹模刃口,故在送料方向的尽头,设置挡料块2,并使其比切断凹模刃口高出3~5倍的工件料厚(实际高出约5mm)。除挡料作用外,还能支承落料凸模与弯曲凹模(凸凹模)3,以消除由于单边切断造成的偏载,给凸模的稳定平衡带来的危害。冲孔与切断凹模组合于一体,并采用整体结构,使用固定卸料板。首次送进靠裸露的切断凹模刃口定位。由于冲制工件尺寸小,故冲压力不大,实际使用的是400kN压力机。
2.动作原理及过程
该模具要实现全自动连续冲压,必须配备除钩式以外的辊式或夹持式自动送料装置,采用成卷带料,才能获得高效率、高产量。送进材料从模具入料口进入模具。首次进距必须送到冲孔凹模5边缘,即切断凹模刃口处,进行冲长方孔的第一工位作业。待上模回程上升后送入第二进距,挡料块2能准确控制以后的各次送料进距长度。上模下行进行以后各次冲孔、切断—弯曲及压圆工序。第二次送进后,第一进距于第一工位已冲孔的材料,在后续送进冲孔的同时,被落料凸模与弯曲凹模(凸凹模)3切断,并弯曲成U形,口向下扣在弯曲凸模1上。待上模回程向上时,双作用驱动楔8即利用本身的斜面驱动滑块7,使滑块7上的推料板6向前推送弯曲好的U形坯件到达压圆模芯12上,以备上模下行压圆成形。当上模下行时,双作用驱动楔8又会利用本身另一侧斜面驱动滑块,强制其复位,将滑块上的推板从第三工位上拉出至原位,见图9-18E—E剖视图。上模下行进行冲压时,安装在第三工位压圆模芯12两边的单作用驱动楔13(两边两组完全相同,图9-18中只绘出一边,见B—B剖视图)是两组单作用驱动楔。该单作用驱动楔利用本身斜面驱动楔滑块16两个相同的滑块相对冲压,对U形弯曲坯件压圆成形。为确保工件弯曲、压圆成形良好,在第二工位弯曲上模内装有弹顶器顶杆11,以保证弯好的U形弯曲坯件稳稳地扣在下模模芯上。在第三工位压圆时,上模弹压成形,这是工件压圆模腔的一部分。在下一次冲压之前,送进的U形弯曲坯件,将冲制完成的工件推卸出模,并顺着模具上设置的出件口落入零件箱中。
3.结构设计
无论是单作用驱动楔,还是双作用驱动楔,其主要尺寸均可按式(9-3)~式(9-6)计算。各种模具所使用的楔传动机构,其作用和结构各不相同。就图9-18所示模具而言,在设计时应注意以下几点:(https://www.xing528.com)
1)压圆工位要求滑块给出足够的冲压力。设计时必须按工艺计算出压圆成形力,再考虑加上滑块摩擦力、弹簧推拉滑块使其复位的力,最后得出滑块的冲压力FS,而后可按式(9-3)求得楔的驱动力FT,即压力机传给楔的冲压力。
2)考虑楔端头的支承问题,以保证楔的稳定和力的平衡。一般可设置挡块或增加楔长度,以便利用模座支撑,见图9-11和图9-14。对于受力大的楔,这一点尤为重要,特别是单作用驱动楔。
3)使用楔传动机构的冲模,手工送料安全性差,因此,推荐配用自动或半自动送料装置,增加操作安全性。如果没有送料装置配用,设计模具时,必须考虑在操作面一侧加安全防护栅,确保操作安全。
4)为使滑块工作平稳,滑块的长宽比小于1.5。当滑块宽度超过300mm时,应设计两个楔驱动。当有多个楔驱动一个滑块时,所有的楔必须同时动作,同时起作用,否则滑块就不能平稳工作。
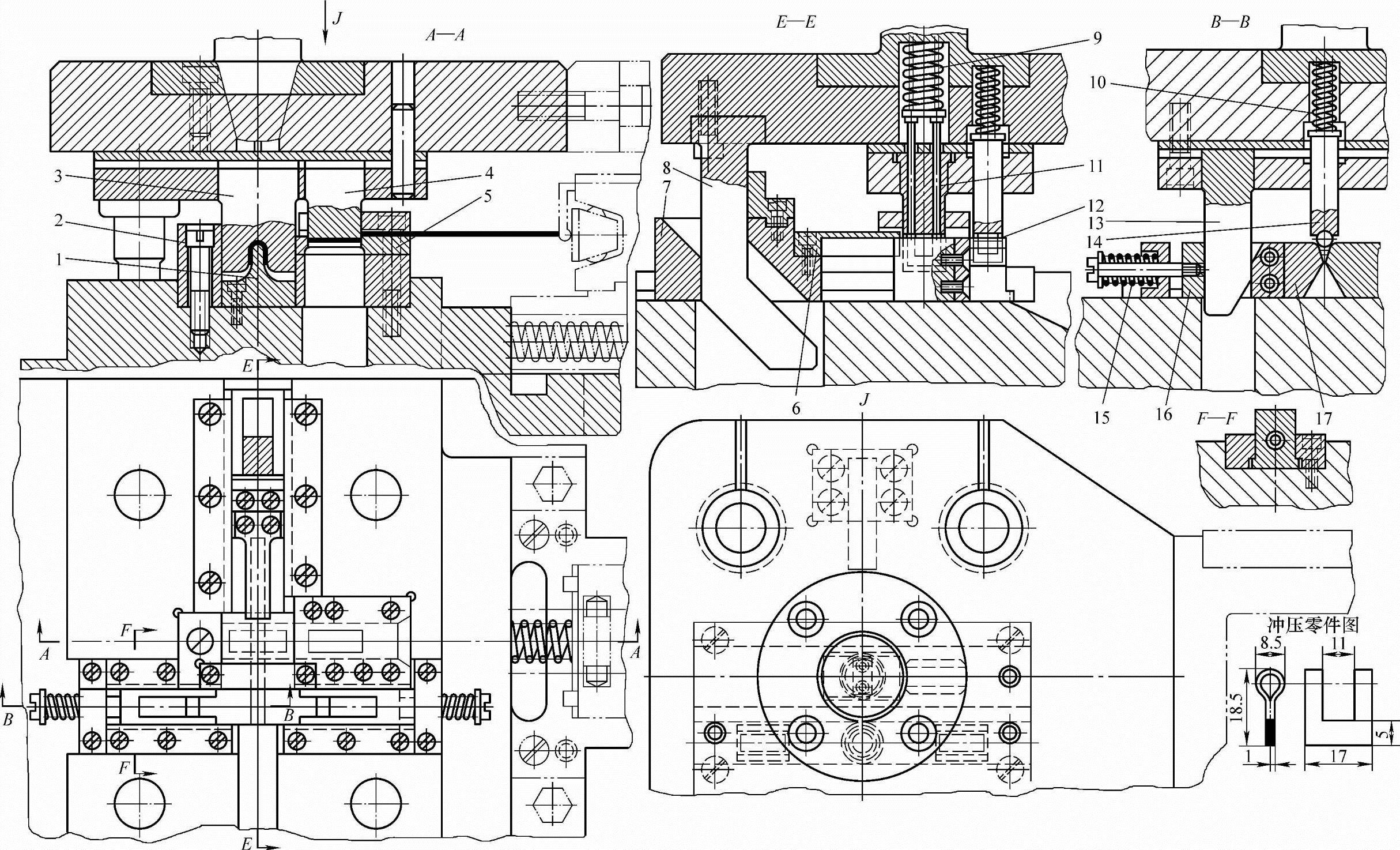
图9-18 吊架全自动楔传动连续式复合模
1—弯曲凸模 2—挡料块 3—落料凸模与弯曲凹模(凸凹模) 4—冲孔凸模 5—冲孔凹模 6—推料板 7—滑块 8—双作用驱动楔 9、10、15—弹簧 11—顶杆 12—压圆模芯 13—单作用驱动楔 14—压圆凸模 16—楔滑块 17—成形凹模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。