



【摘要】:所谓动模就是滚轮。若成批或大量生产,特别是军品,应选用专用旋压机,实现自动上料自动装夹及卸件。旋压模具与车夹具有些类似,要按旋压加工零件的形状与技术要求进行设计。除车头连接盘是通用的部件外,旋压模具均要根据旋压成形的需要配备与设计。图8-28所示为各种旋压方法常用模具结构形式。旋压机主轴转速的推荐值见表8-10。
1.常用旋压方法及要配备的旋压模具
旋压模具包括定模和动模。所谓动模就是滚轮。
旋压可在普通车床上实施。若成批或大量生产,特别是军品(如弹壳等),应选用专用旋压机,实现自动上料自动装夹及卸件。旋压模具与车夹具有些类似,要按旋压加工零件的形状与技术要求进行设计。除车头连接盘是通用的部件外,旋压模具均要根据旋压成形的需要配备与设计。图8-28所示为各种旋压方法常用模具结构形式。
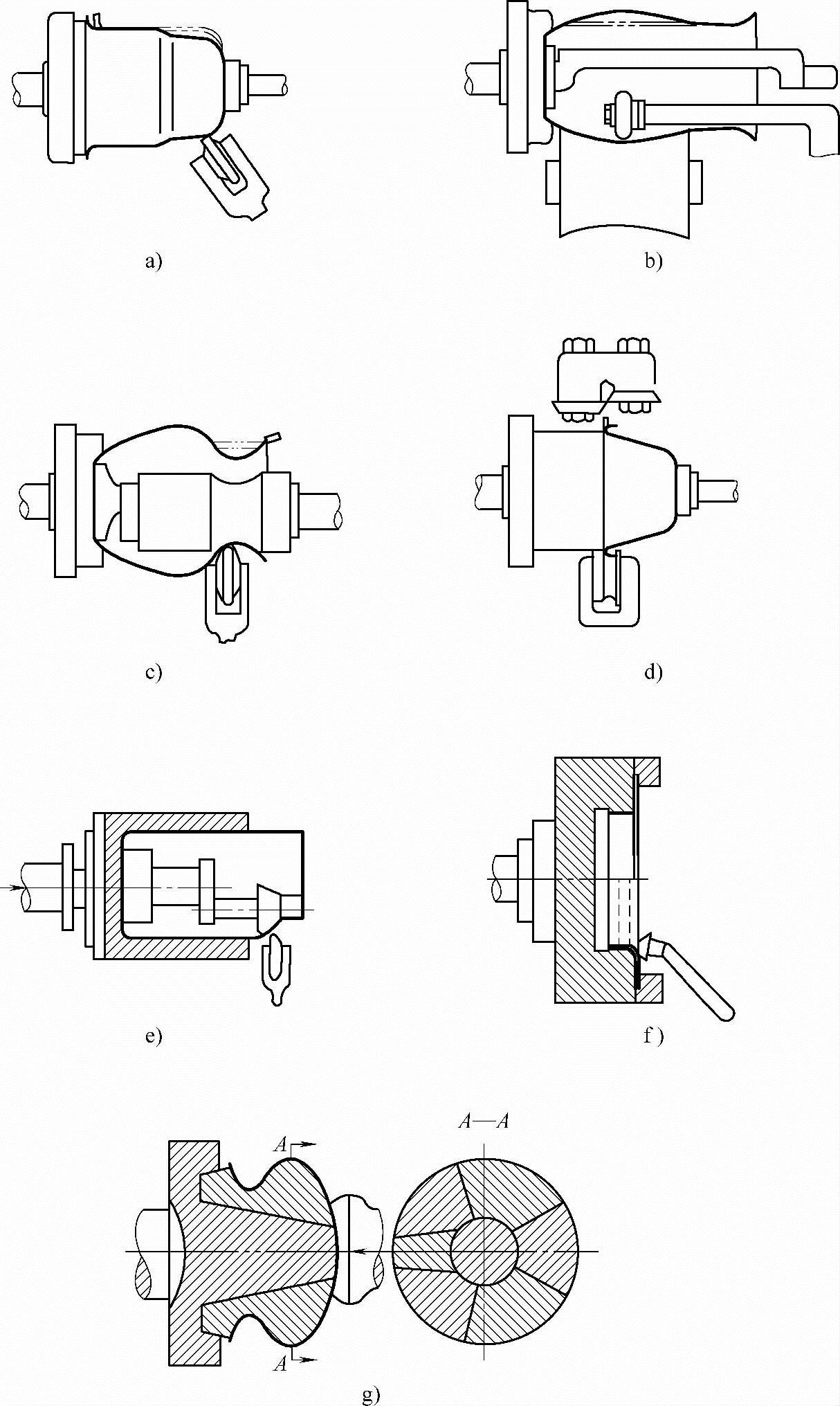
图8-28 各种旋压方法常用模具结构形式
a)、c)、e)、g)缩径旋压模具结构形式 b)扩径旋压模具结构形式 d)滚边(卷边)旋压模具结构形式 f)翻边成形旋压模具结构形式
2.旋压用旋轮形状与主要尺寸(见表8-9)
表8-9 旋压用旋轮形状与主要尺寸 (单位:mm)

3.工艺参数的选择(https://www.xing528.com)
(1)旋压机主轴转速 主轴转速过低,坯件边缘易起皱,增加旋压变形阻力,导致工件破裂;主轴转速过高,材料变薄严重,材料变薄严重。旋压机主轴转速的推荐值见表8-10。制件料厚与毛坯尺寸加大,主轴转速一般要降低,见表8-11。
表8-10 旋压机主轴转速的推荐值

表8-11 不同料厚的铝合金旋压件的主轴转速

(2)毛坯尺寸计算 根据不同的旋压类型,采用如下不同的计算方法。
1)普通旋压料厚不变薄,按等面积法计算。根据旋压件的形状,因为都是旋转体空心件,可采用相当的拉深件毛坯计算公式。由于旋压时金属发生减薄,工件表面积会有所增加,虽非刻意追求,但加工过程不可避免,一般实际毛坯直径比理论计算毛坯直径小约3%~5%,应在试验后对计算结果调整。
2)强力变薄工件的毛坯应根据等体积法计算。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。