



1.校平的作用
对于平板冲裁件,通常是采用校平作业,消除其穹弯、局部不平,提高其平面度。普通冲裁件通过校平才能消除冲裁,尤其落料时产生的肉眼可见的穹弯。
根据平板冲裁件的材料种类、供应状态、料厚、冲裁工件的技术要求,选用图8-23所示不同结构形式的校平模进行校平。
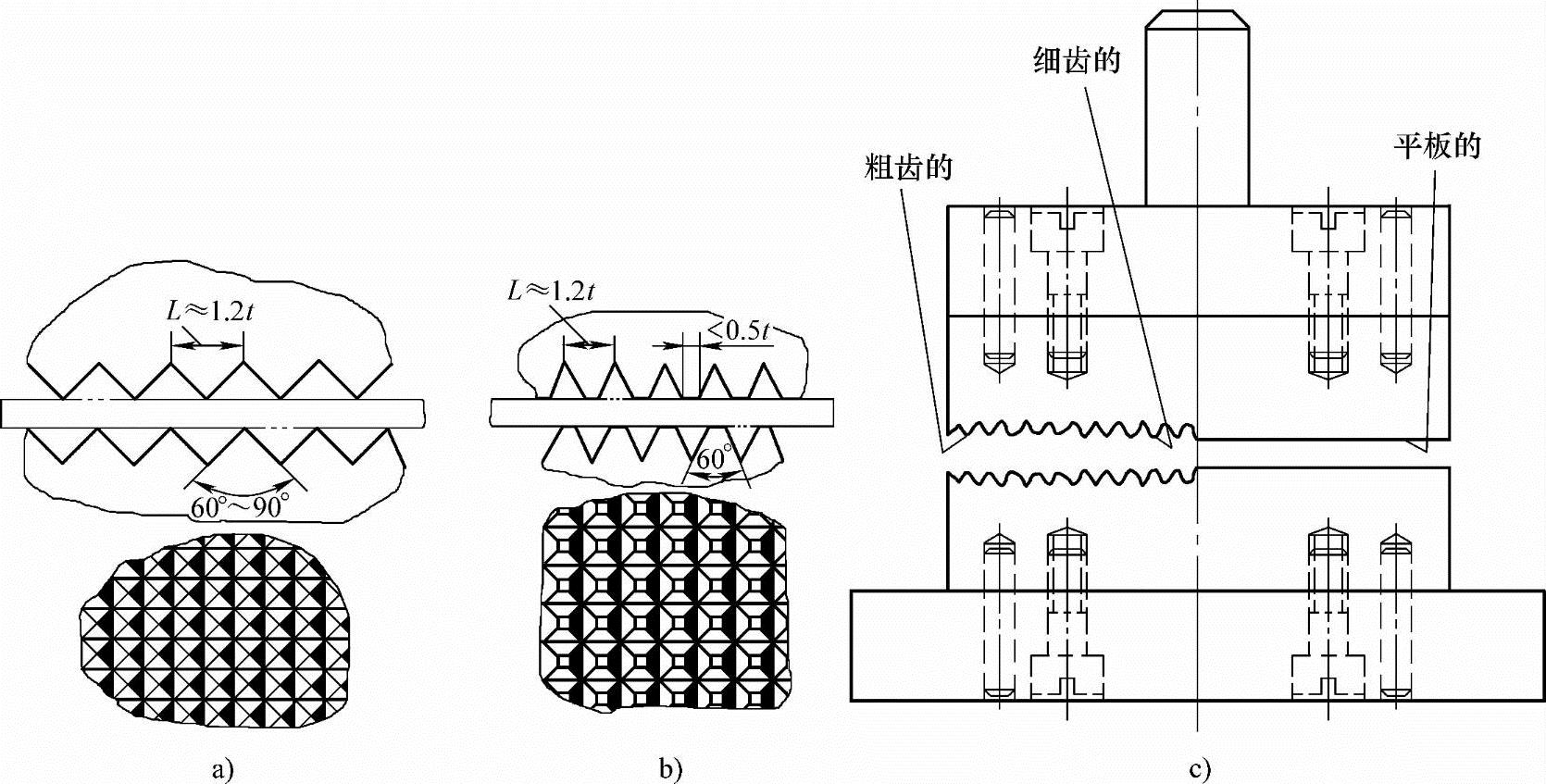
图8-23 校平模
a)细齿 b)粗齿 c)校平模结构
2.校平模的类型与结构
校平模可分为以下两类:
1)平板校平模。
2)点牙或称齿形校平模。这一类校平模又分为细齿的校平模、粗齿的校平模两种,也称细点牙校平模、粗(平)点牙校平模。
校平模是一种标准通用模具,可按照冲压零件图样的给定的材料、尺寸及技术要求,选用合适的校平模校平。
3.校平模的选用
(1)平板校平模 料厚小于3mm,表面不允许有压痕的平板零件,可选用平板校平模。平板校平模对校平零件是面接触,可均匀施压。落料零件产生之穹弯及原材料或零件的局部凹坑、小的凸起等,很难一次校平,特别是高强度、弹性大的材料,校平后回弹严重,往往要经多次校平。对于10钢冷轧板,用平板校平模校平可达到的平面度与直线度见表8-7。
为了排除压力机动态精度波动的影响,消除压力机滑块行程对其工作台面垂直度误差、滑块底面与工作台面平行度误差,以及滑块导向误差等对校平质量的影响,校平模可以做成如图8-24所示浮动式校平模。
表8-7 用平板校平模校平可达到的平面度与直线度(10钢冷轧板)(https://www.xing528.com)
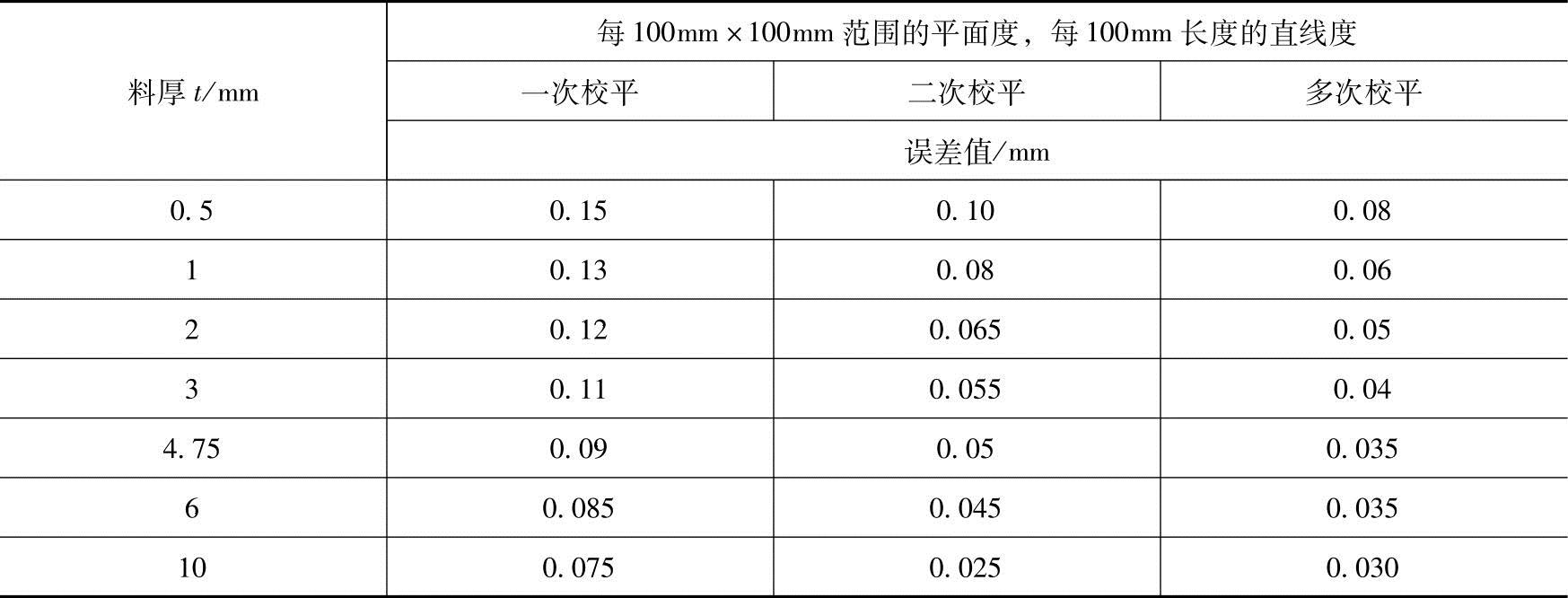
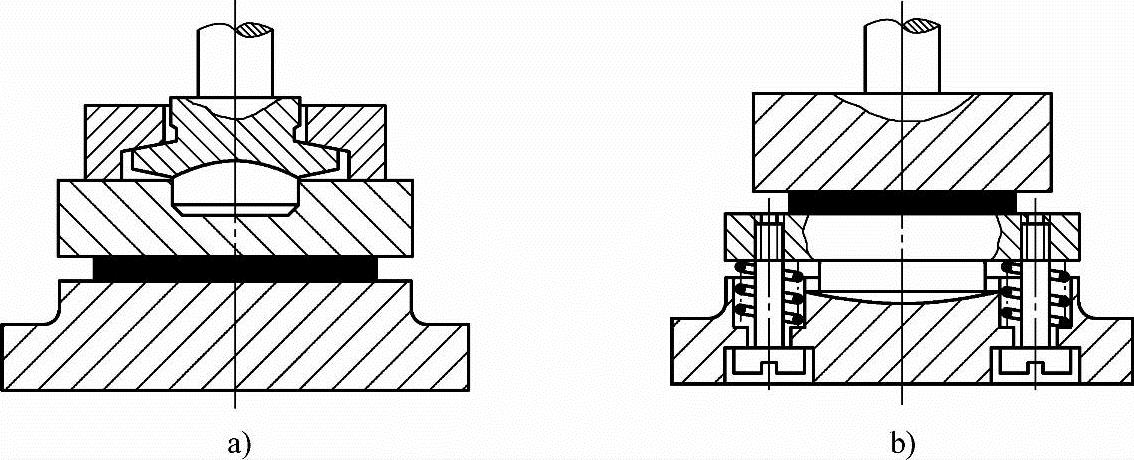
图8-24 浮动式校平模结构形式
a)上模浮动式 b)下模浮动式
(2)点牙校平模(亦称齿形校平模) 使用点牙校平模校平不同材质、不等料厚的平板冲裁件,均可以收到很好的效果。但经点牙校平的零件表面留下齿点痕迹,有碍外观及表面装饰质量。但对于一些平面度、直线度要求高的内装零件,如钟表机芯底板、夹板、片齿轮(头轮)等核心结构零件,都要用点牙校平模校平;高精度仪器仪表中,类似上述需要点牙校平的平板零件也相当普遍,主要有机械仪表指针机构、钟表机构、执行机构的板状扇形齿轮、片齿轮、基板、连杆、链片等。用点牙校平可以达到比平板校平更高的平面度、直线度。
细齿(即尖齿)校平模适用于校平材料强度高、硬度大、回弹很严重的平板零件。经校平的零件,尖齿压入其表层一定深度,使不平的零件在卸载之后回弹很小,故可以达到很高的平面度、直线度。但在校平后,尖齿易挤入材料中,工件容易粘在模具齿形上不易脱模。因此,选用细齿校平模要注意这一点。
粗齿(即平齿)校平模适用于校平材料强度不高、硬度不大、回弹不很严重的中碳钢以下、较软的材料制作的平板零件。粗齿的齿尖是一个具有一定宽度的方形平面,见图8-23。虽然校平零件也会在其表面留下印痕,但很浅,也不影响校平零件脱模。如果校平零件不允许在其表面留有校平压痕,可采用一面是平板,另一面用齿形模板校平。
4.校平力的计算
校平所需冲压力,即校平力可按下式计算:
FC=Aq (8-24)
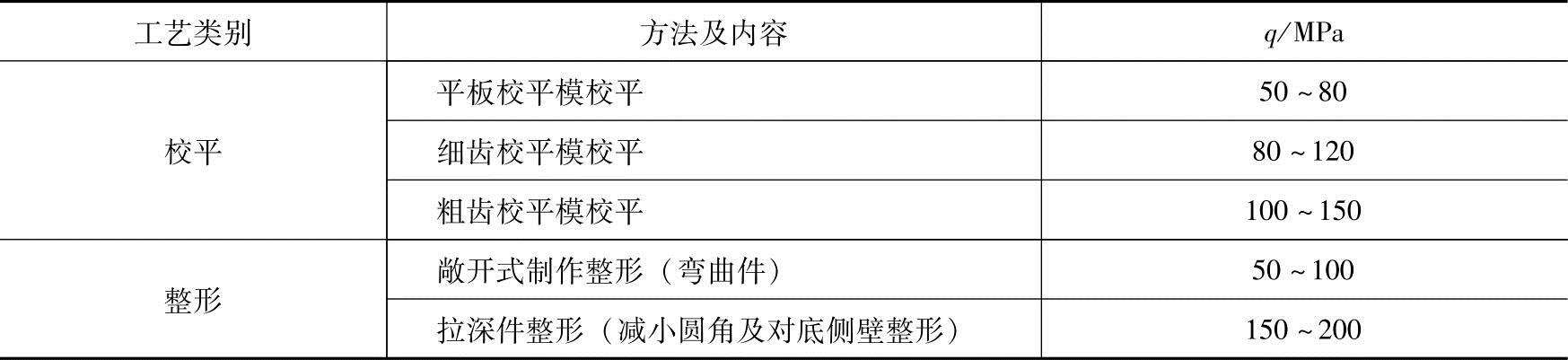
式中,FC为校平所需冲压力(N);A为校平零件的投影面积(mm2);q为单位校平力(MPa),可查表8-8。
表8-8 校平与整形单位压力
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。