



【摘要】:有些小型仪器仪表产品总装、电器元件组件连接,采用翻边获得合适凸缘后再压合夹牢紧固,见图7-27。通常是用产品装配流动生产组上的脚踏或手扳小型压力机,安装图7-28所示配套的结构简单的小型翻边模,实施翻孔后压形,将两个匹配零件冲压叠合在一起。
有些小型仪器仪表产品总装、电器元件组件连接,采用翻边获得合适凸缘后再压合夹牢紧固,见图7-27。这种用冲压成形超薄金属板实现产品装配零部件连接的工艺技术属于装配与连接技术的主要组成部分之一。通常是用产品装配流动生产组上的脚踏或手扳小型压力机,安装图7-28所示配套的结构简单的小型翻边模,实施翻孔后压形,将两个匹配零件冲压叠合在一起。
如上所述这种装联工艺技术,在产品结构轻型化改进中,用薄板与超薄板金属冲压件取代铸、锻及切削加工零件构成的承载结构中,可以大有作为,故值得关注。
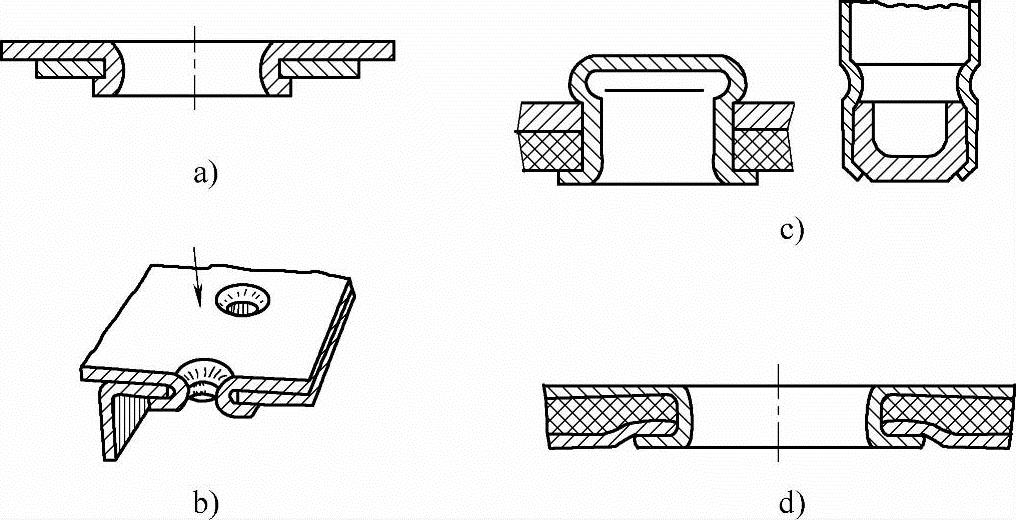
图7-27 金属薄板零件翻边压合的一些结构形式
a)预冲孔翻边叠压连接 b)无预冲孔穿刺翻边连接 c)、d)多件压合连接的结构形式(https://www.xing528.com)
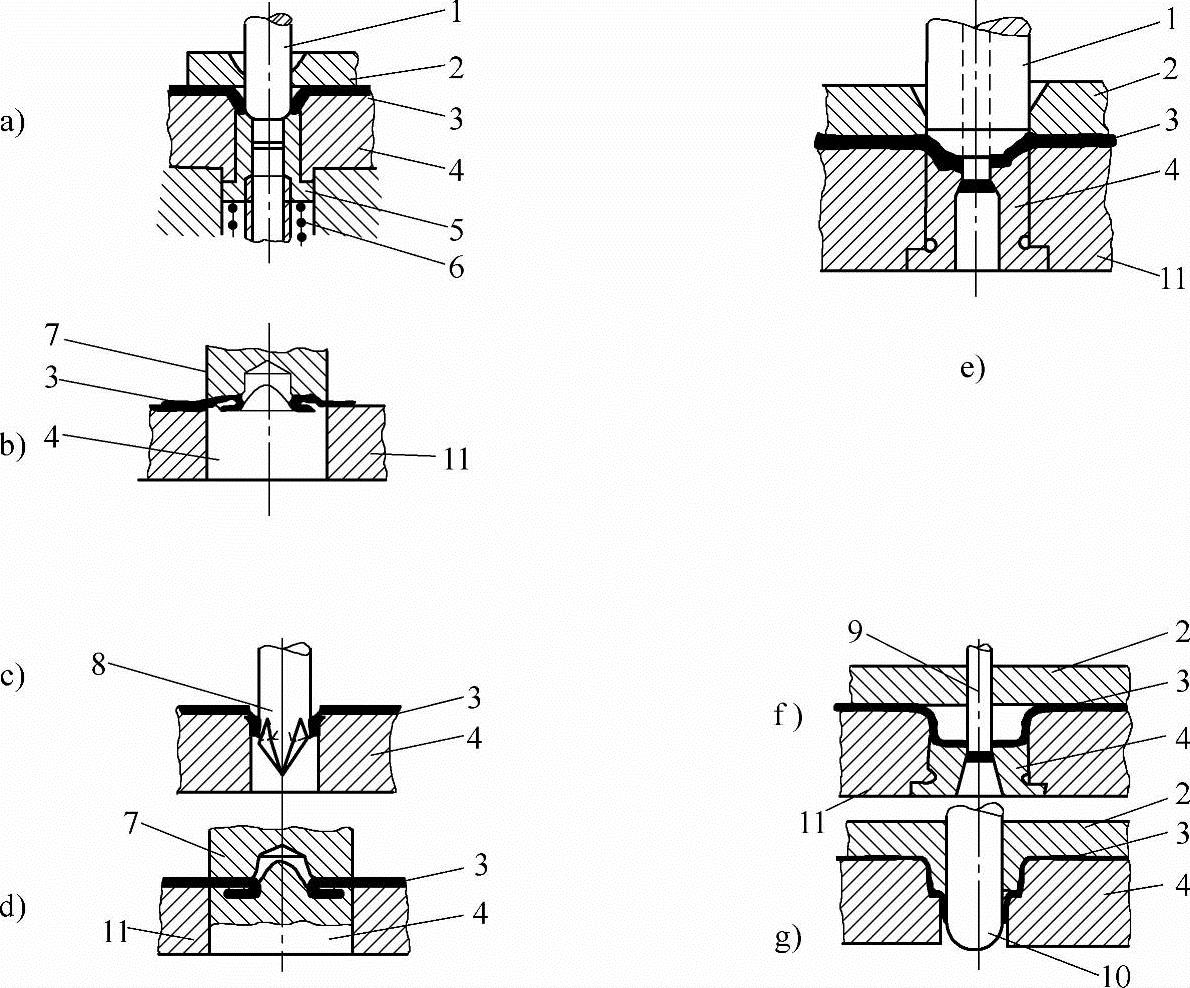
图7-28 翻边压合实施装配与连接的冲模结构
a)、b)穿孔翻边后压合的成套冲模结构 c)、d)无预冲孔穿刺翻边后压合的成套冲模结构 e)埋头螺钉锥穴沉孔无预冲孔的穿孔翻边模结构 f)、g)凸包底部预冲孔翻边的成套冲模结构 1—穿孔翻边凸模 2—压料板 3—工件 4—凹模、凹凸模 5—卸(顶)件器 6—弹簧 7—压合凸凹模 8—穿刺翻边凸模 9—冲孔凸模 10—翻边凸模 11—凹模框
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。