



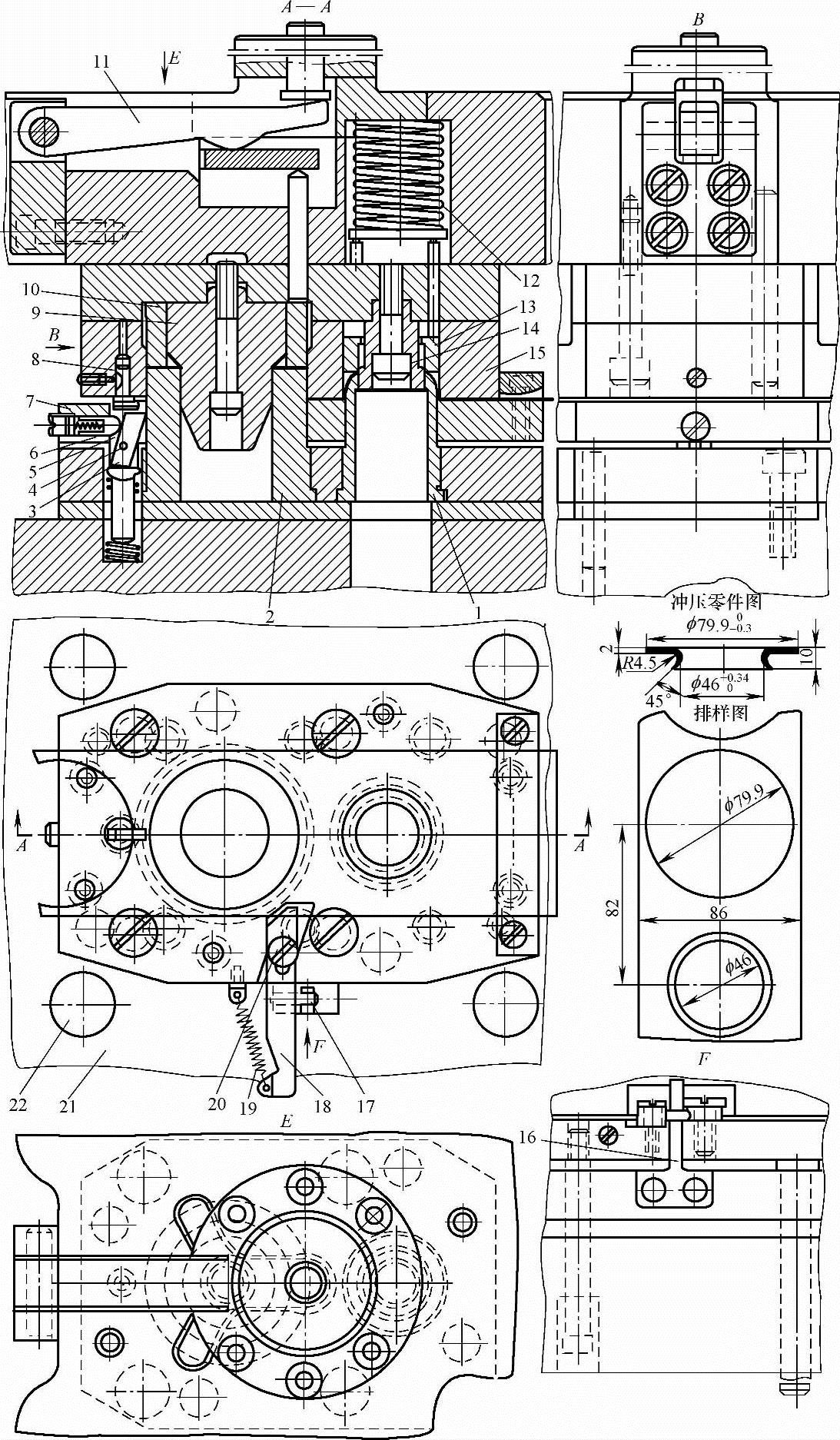
图7-26 扣环导柱模架两工位四工步连续式复合模
1—翻边凸模 2—落料凸模 3—活动挡料销 4—挡销轴 5—销筒 6—弹顶销 7—卸料板 8—顶销 9—压弯成形凸模 10、13—卸件器 11—杠杆 12—弹簧 14—冲孔凸模 15—翻边凹模 16—始用挡销支架 17—转轴 18—始用挡料销 19—拉力弹簧 20—调节螺钉 21—下模座 22—导柱(https://www.xing528.com)
图7-26所示为扣环导柱模架两工位四工步连续式复合模。这类冲模不仅在薄料冲压中具有先校平板料而后冲压,从而提高冲压件平面度、几何精度的优点,而且冲压精度较高。高精度、高效率、高寿命的“三高”冲模大多采用这种结构形式。第Ⅰ工位进行冲孔—翻边复合冲压,第Ⅱ工位进行压弯成形—落料复合冲压。成品冲压件在模上推卸出模。该模具虽仅有两个工位,但能完成冲孔、翻边、压弯成形、落料四工步工艺作业,比单冲模效率高3倍以上,冲压件的同轴度高,尺寸精度也较好。其缺点是模上出件,如无专门推卸冲压件装置,有时会因卸料动作与冲压动作不协调而不能连续冲压。
该冲模的结构紧凑,整体刚度好。采用四导柱加厚模座标准模架,由六件强力压簧支撑的卸料板上装有四件(每侧两件)侧边挡料柱(销),进料端装有导料槽压条,确保送进条料进入导料槽后,两侧边有两组柱销限位,送料平直顺畅。条料首次送进时,由始用挡料销18定位,首先进行冲孔—翻边复合冲压。当上模回程时弹压卸料板从翻边凸模1上将条料推卸下来,弹顶销6上升,脱离活动挡料销3,使活动挡料销3摆直,由其下部的弹顶器将其向上顶出卸料板,对第Ⅱ工位送进条料挡料。经翻边的工件送到第Ⅱ工位后,压弯成形凸模9头部会导正后进行压弯成形—落料复合冲压。在上模上升后靠模柄中的顶杆,通过推板和推杆推动卸件器10,推卸冲压件出模到模具工作面。杠杆11的转轴安装见F向视图。从E向视图中可以看出卸件系统的整体构成及卸件方法。该冲模凸、凹模均采用压入嵌装结构,可用精车与精磨达到很好的加工精度与更低的表面粗糙度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。