



图7-24所示零件是一个普通圆孔翻边零件,主要难点是料厚较大(t0=3.5mm),属于中厚板的翻边加工。冲孔、落料所需冲裁力较大,会引发较大的振动以及由振动产生的冲裁噪声。为此,该零件连续冲压采用分工位冲切,最后工位组合整体落料,获得成品零件;采用预冲孔翻边,预冲孔直径d=Φ29.2mm;采用有搭边、有沿边排样,进行有废料冲裁,见图7-24排样图;采用板裁条料或带料,用侧刃切边定位,用导正销导正翻边凸缘内孔后落料。
(1)工艺参数 按冲压零件料厚t0=3.5mm,取搭边a=3mm,沿边a1=2mm,侧刃切边宽度Cz=4mm,从而求出:
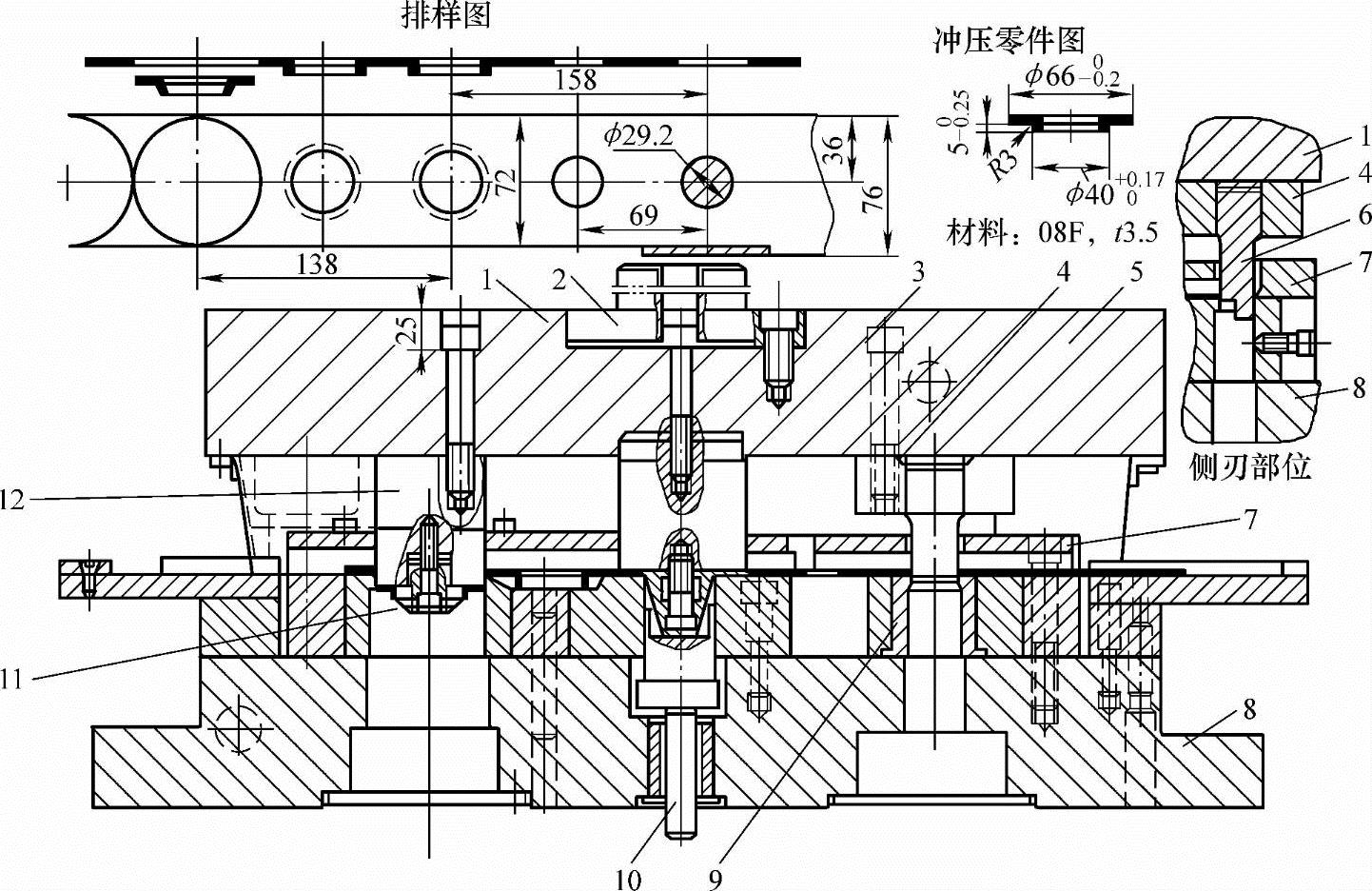
图7-24 法兰盘翻边连续复合模
1—上模座 2—模柄 3—翻边凸模 4—固定板 5—凸模 6—侧刃 7—固定卸料板 8—下模座 9—凹模 10—顶杆 11—导正销 12—落料凸模
送料进距S=d件+a=66mm+3mm=69mm。
条料宽度B料=d件+2a1+Cz=66mm+2×3mm+4mm=76mm。(https://www.xing528.com)
(2)连续冲压工艺过程 冲孔Φ29.2mm,翻边(凸缘外径Φ40mm),落料。由于预冲孔Φ29.2mm、翻边凸缘外径Φ40mm、落料直径Φ66mm,而送料进距S仅66mm,相邻工步距离太近,难以满足结构与安装要求最小间距,故在两工步之间加一个空挡工位,该冲模便成为三工步五工位连续式复合模。
为适应厚板冲裁与翻边,结构上采取如下措施:
1)采用滑动导向后侧导柱加强型模架。模座加厚,导柱加粗,确保冲模稳定运作,具有良好的整体刚度。
2)冲模进出料两端均安装加长导料板与承料板,保证送出料平稳。
3)采用镶拼式结构,凹模按工位拼接;凸模按冲压工步拼装紧固。
4)采用加厚的固定卸料板及防护屏,以消减噪声。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。