



翻边模,特别是薄料小尺寸、小螺纹底孔翻边成形的多工位连续模,由于含有冲孔、落料等冲裁工位,而零件料厚t0值较小,故在制造中,冲裁间隙应严格保持均匀一致;孔翻边时因要变薄增加凸缘高度H0,达到要求的紧螺纹联接长度,控制翻边凸、凹模单边间隙达到0.65t0且要均匀一致。在制模时,工位间的送进与各工位的定位精度,应严格控制。因此,在制造翻边件多工位连续式复合模时,要注意解决好以下一些问题:
1.冲裁间隙要适中且预冲孔间隙宜小不宜大
为确保良好的翻边质量及足够的翻边凸缘高度,翻边预冲孔取GB/T 16743—2010《冲裁间隙》中I类小间隙,可使预冲孔的孔壁保持较好的冲切面,孔口下部撕裂少,有利于变薄、挤高凸缘的成形。对外形落料冲裁,间隙适中有利于提高冲模寿命。
2.制模工艺要符合现场制模设备与技术水平
冲模结构及其制造精度的设计,必须与现场制模工艺设备、生产条件与习惯,以及技术水平相适应。广泛采用的电加工制模工艺,以线切割工艺制造冲模优势最为显著,特别是用整体淬火凹模板加工复杂、细小的凹模孔,线切割加工尺寸精度较高,生产率也高;而镶拼组合结构凹模宜采用精密磨削,尤其是成形磨削、坐标磨削加工。使用线切割制模,可将凸模固定板、卸料板、凹模板三板叠齐,一次用线切割切出所有模孔,以确保其良好的同轴度。
3.尽量使用标准件
为缩短制模周期,提高制模质量并降低成本,应尽量采用相关标准中规定与推荐的各种冲模零部件标准及技术条件。(https://www.xing528.com)
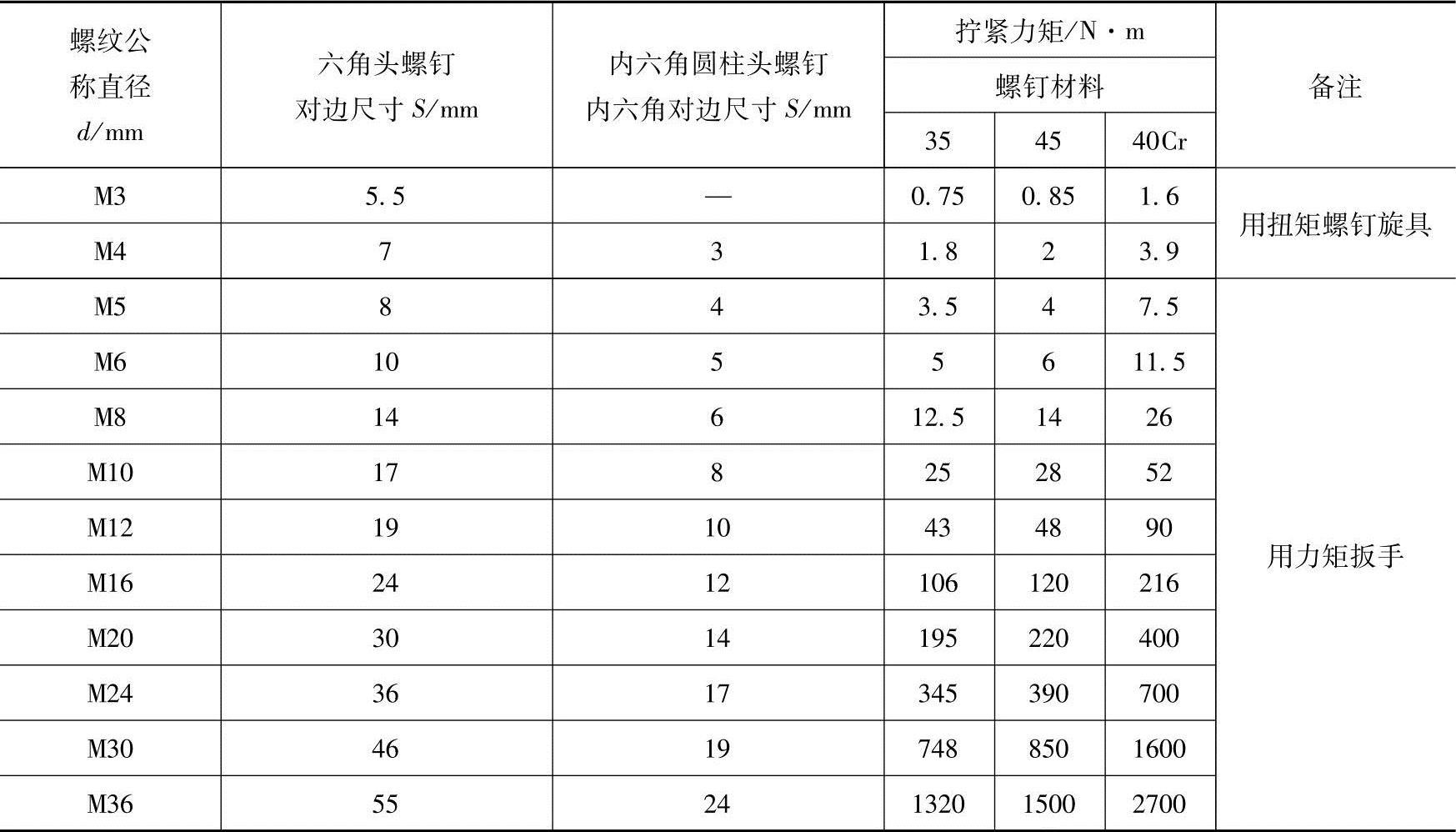
4.推荐使用力矩扳手
总装及拆卸修模时,应使用力矩扳手拧紧螺钉,保证紧螺纹联接有合适的预紧力。
表7-6列出了冲模中常用螺钉的拧紧力矩推荐值,供选用标准力矩扳手时参考。
表7-6 冲模中常用螺钉的拧紧力矩推荐值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。