



【摘要】:对薄板冲压零件进行紧螺纹联接,往往需要有大于料厚的联接螺纹长度,以确保其联接的可靠性,增强其负载能力,达到结构部件连接牢靠、质量更小的目的。冲压零件经常采用的M2~M10紧螺纹联接结构,多数均可用普通翻边与变薄翻边工艺获得其螺纹底孔,且底孔长能达到螺纹联接长度的要求。
为减轻产品质量并提高其结构部件的连接强度及整体刚度,在仪表、电器开关等产品的板料冲压零件上,广泛采用变薄翻边的螺纹底孔,实施多个板料冲压零件及其与铸、锻、焊、机加工等零件的紧螺纹联接。在各种金属板料上,用一套多工位连续式复合模,直接在原材料上,冲制出具有变薄翻边凸缘、成形螺纹底孔的各类形状复杂的冲压零件,可以达到节能降耗、优质高产的效果。
对薄板冲压零件进行紧螺纹联接,往往需要有大于料厚的联接螺纹长度,以确保其联接的可靠性,增强其负载能力,达到结构部件连接牢靠、质量更小的目的。通过变薄翻边,一方面增长螺纹联接长度,另一方面能节省材料并减轻质量。合理螺纹底孔直径的推荐值见表7-3。
表7-3 合理螺纹底孔直径推荐值 (单位:mm)
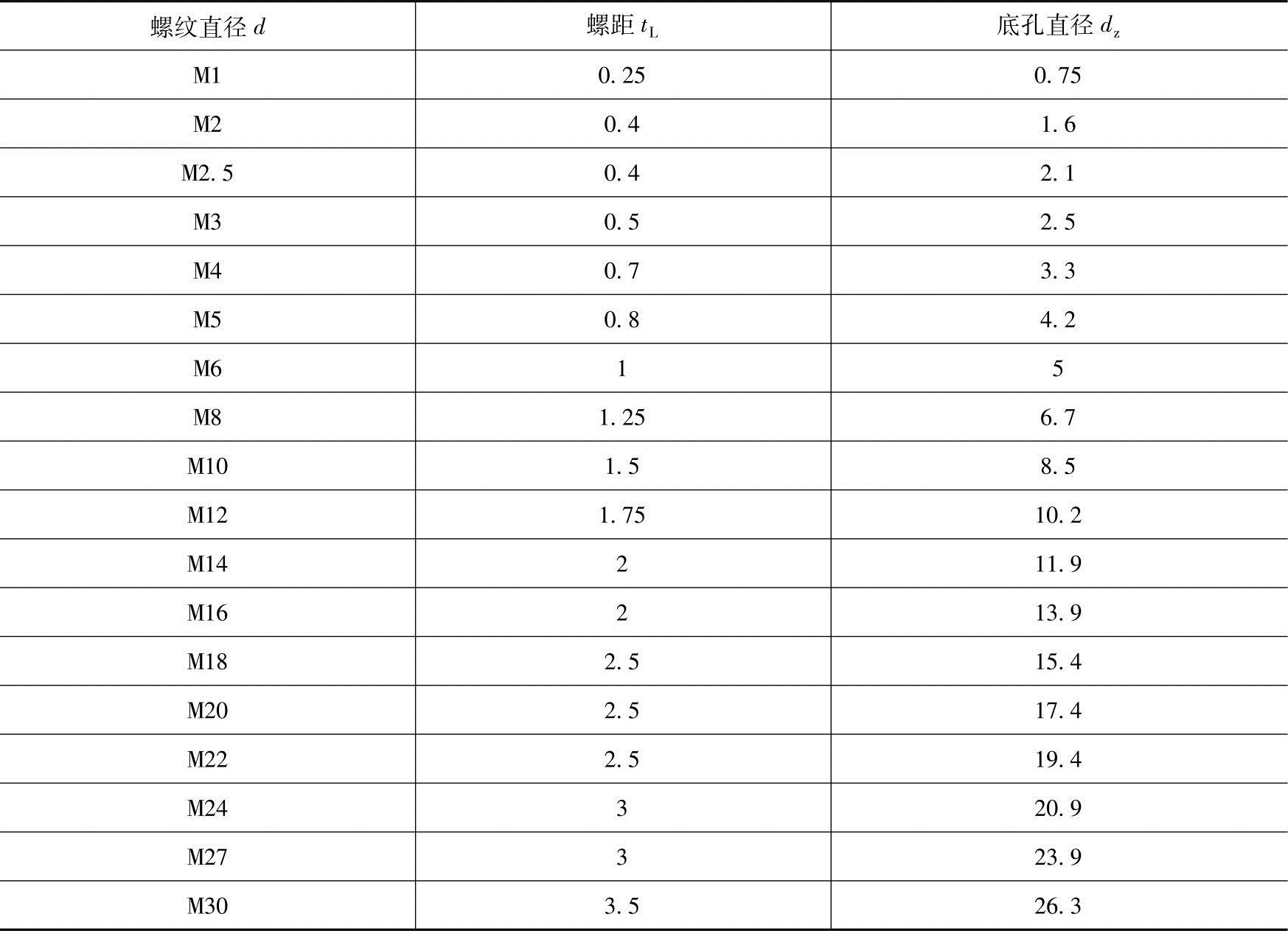
螺纹底孔是否合适,主要取决于螺纹直径和螺距大小。对于常用标准螺纹可按式(7-24)、式(7-25)计算螺纹底孔:
当tL≤1时,取:(https://www.xing528.com)
dZ=d-tL (7-24)
当tL>1时,取:
dZ=d-(1.04~1.06)tL (7-25)
式(7-24)、式(7-25)中,tL为螺距(mm);dZ为螺纹底孔直径(mm);d为螺纹直径(mm)。
冲压零件经常采用的M2~M10紧螺纹联接结构,多数均可用普通翻边与变薄翻边工艺获得其螺纹底孔,且底孔长能达到螺纹联接长度的要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。