



1.端盖五工位连续式翻边复合模
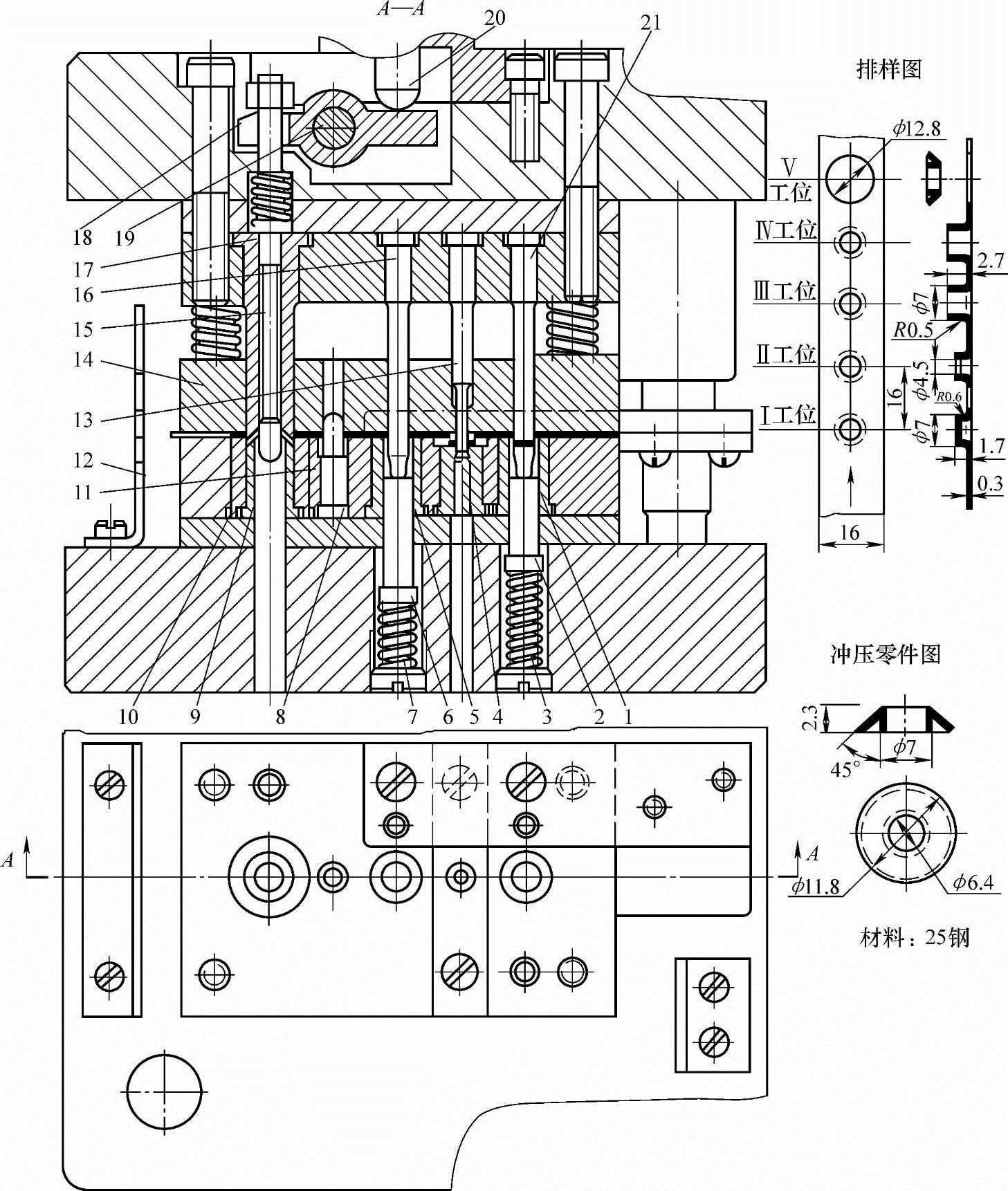
图7-14所示是一套拉深、冲底孔、翻边、校形、落料——外缘扳边复合冲压五工位连续式复合模。冲压零件图、排样图示于图7-14中,端盖材料为H68黄铜,展开后为高度H=2.7mm、外径为Φ12.8mm的内孔翻边件。搭边a=3.2mm,沿边a1=1.6mm,使用料宽B=16mm,因翻边凸缘高度过大,采用拉深后冲底孔翻边。第Ⅰ工位拉深为Φ7mm×1.7mm,第Ⅱ工位冲底孔即翻边预冲孔Φ4.5mm,第Ⅲ工位内孔翻边达到Φ7mm×2.7mm,第Ⅳ工位校形定位,将翻边凸缘根部外圆角减小至0.1mm以下,并靠凸缘为最后工位定位,第Ⅴ工位进行落料及外缘45°扳边复合冲压。完成冲件后可用压缩空气或拨杆卸件器拨动出模。
该模具采用滑动导向对角导柱标准模架、强力弹压卸料板、五工位沿送料方向直线布置。各工位凹模都采用镶嵌式结构并设单边导料板及承料板。为确保送料顺畅,在拉深、翻边及最后工位都设置了弹顶卸件器。
2.管帽七工位连续式翻边复合模
图7-15所示为管帽连续拉深、冲底孔、翻边、落料七工位连续式翻边复合模。冲压零件图、排样图示于图7-15,管帽材料为10钢,料厚0.5mm。该零件为带法兰的截锥形,高度H=6.3mm,采用拉深后冲底孔翻边工艺。一次拉深难以获得Φ7mm×Φ9mm×Φ6.3mm的截锥形体,故采用3次连续拉深,达到底圆外径为Φ9mm、顶圆外径为Φ5.9mm、高5.3mm的截锥。冲底孔翻边冲挤达到H=6.3mm,并成形R1.2mm、高0.8mm圆环波。最后工位靠导正销定位再落料,模下漏料出件。
该零件采用单行直排排样,料宽B=22mm,进距S=18mm,搭边a=2mm,沿边a1=3mm。该模具使用对角导柱标准模架。各工位凹模均采用镶嵌式结构,拼合成组合体装在凹模框内,并使用整体固定卸料板,在各拉深翻边工位凹模内装有顶件器。冲成零件及冲孔废料均从凹模下孔落入零件箱中。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-14 端盖五工位连续式翻边复合模
1—拉深凹模 2—弹顶(卸件)器 3、7—压力弹簧 4—冲孔凹模 5—翻边凹模 6—弹顶卸件器 8—导正定位销 9—外缘扳边凸模 10—落料凹模 11—凹模框 12—防护屏 13—冲孔凸模 14—强力弹压卸料板 15—顶杆 16—翻边凸模 17—落料凸模 18—摆杆 19—转轴 20—打料杆 21—拉深凸模
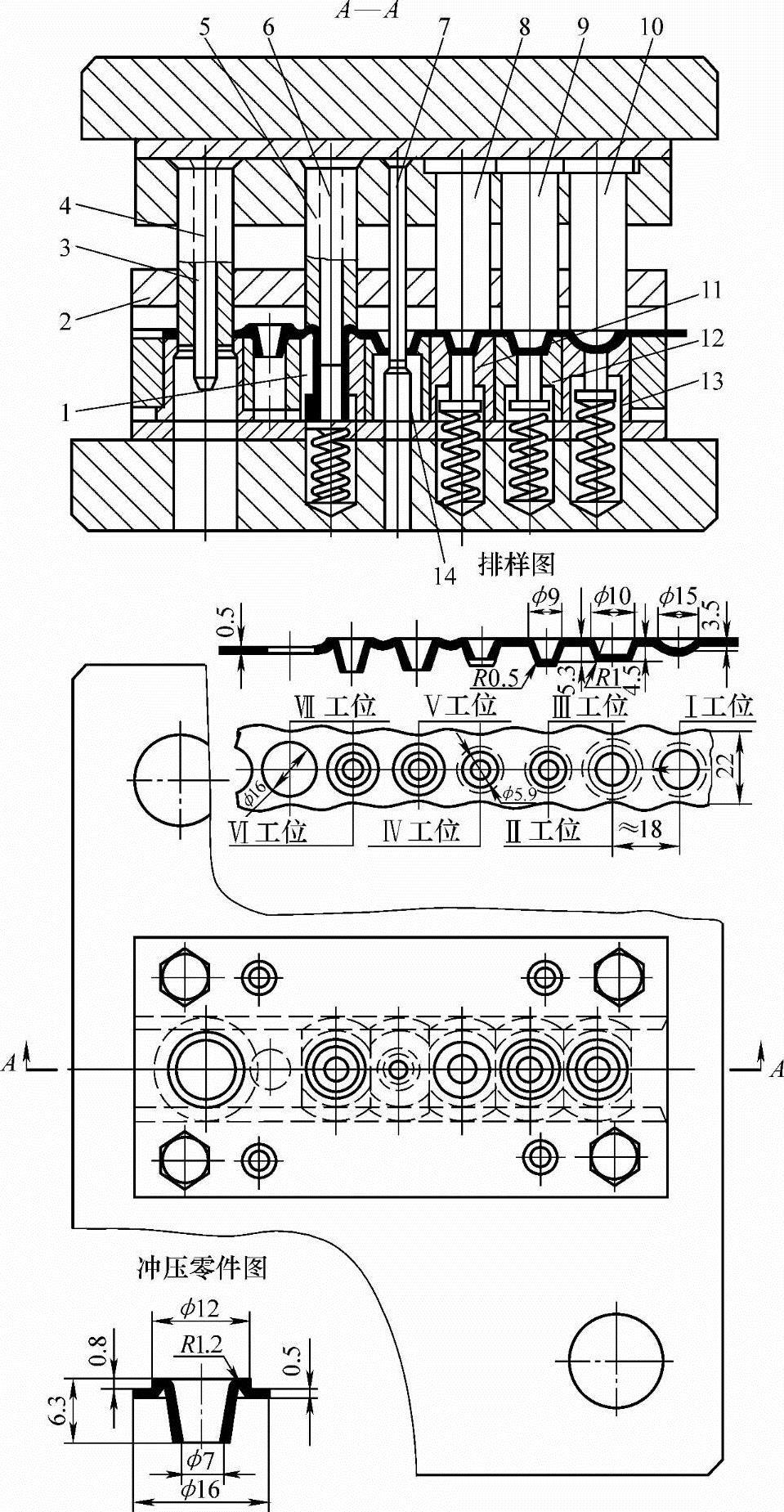
图7-15 管帽七工位连续式翻边复合模
1—翻边冲挤成形凹模 2—固定卸料板 3—落料凸模 4—导正钉 5—冲挤成形凸模 6—翻边凸模 7—冲孔凸模 8—第三次拉深凸模 9—第二次拉深凸模 10—第一次拉深凸模 11—第三次拉深凹模 12—第二次拉深凹模 13—第一次拉深凹模 14—冲孔凹模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。