



翻边拉深复合冲压变形过程是:将圆环形平板毛坯放入凹模定位口后,凸模下行通过毛坯内孔d0进行翻边。凸模是圆锥头加圆柱台阶形体,而凹模是个倒置的喇叭孔,故可使圆环形平板毛坯在内孔翻边的同时进行外缘拉深。因此,环形平板毛坯能在压力机一次行程中成形为短管形工件。
在实施内孔翻边的同时,进行外缘拉深成形这样的复合冲压,只有当这两个变形过程所需的冲压力相等时,才能保证获得合格的工件。
翻边所需压力在很大程度上取决于预冲孔直径d0;而拉深所需压力由毛坯直径d坯确定。因此,只有当翻边拉深加工零件的毛坯d0与d坯比值适当时,才能获得成形良好的工件。
图7-3所示为深拉深ST1304(08A1-F)钢板翻边拉深复合冲压可加工毛坯直径的有效范围。
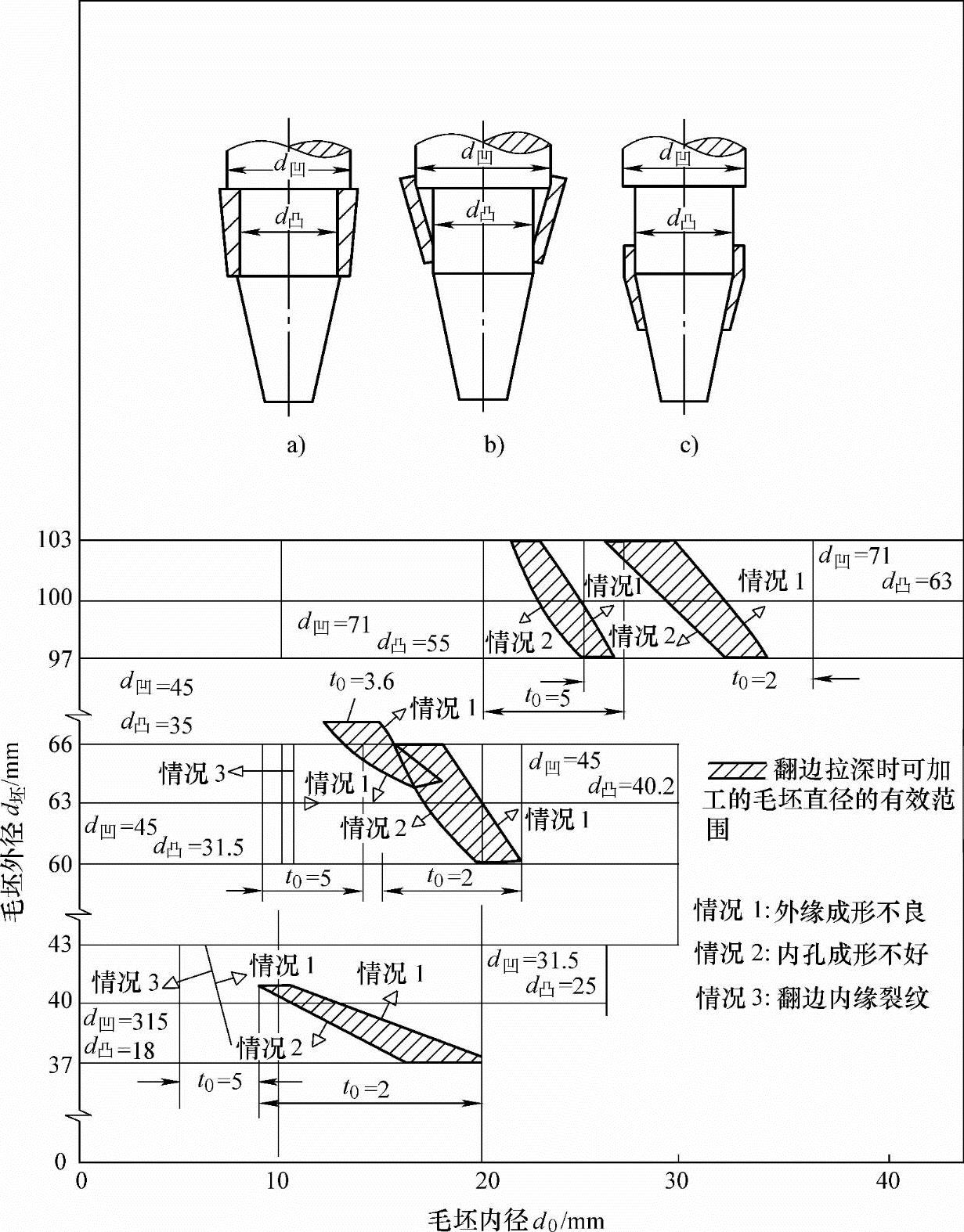
图7-3 深拉深钢板翻边拉深复合冲压的加工范围
1)图中用粗实线划定不等料厚t0的d坯、d0匹配合适的5组加工范围。在规定范围内,进行翻边拉深加工,可获得图7-3a所示的理想优质零件。
2)如果d坯尺寸大,则会出现图示情况1,外缘成形不良,如图7-3b所示。
3)如果d0尺寸小,则会出现图示情况2,内孔翻边成形不好,如图7-3c所示。
4)如果d0尺寸过小,则还会引起内缘裂纹,即图示情况3。
不同材料因塑性差别,可加工的范围各不相同,必须通过工艺试验获得准确的数据。(https://www.xing528.com)
为了对不同材料推广应用这项新工艺,可按下述公式计算其主要工艺技术参数:
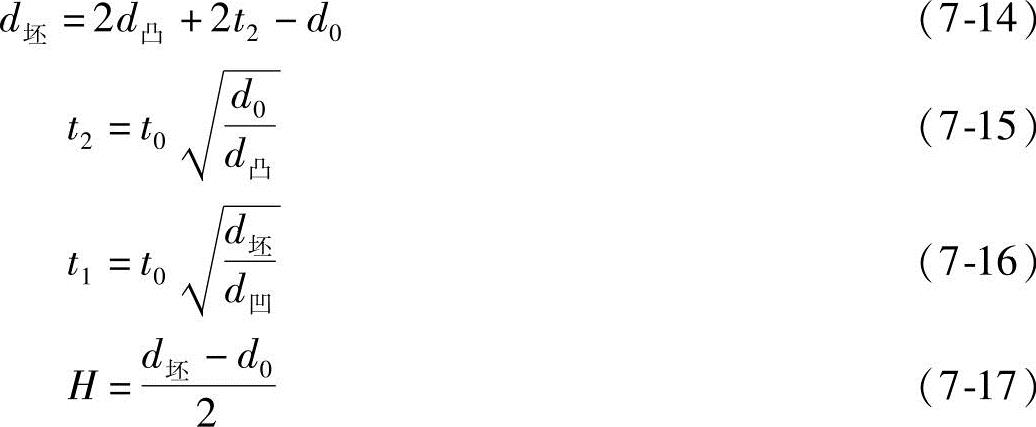
内孔翻边变形程度:

外缘拉深变形程度:

式(7-14)~式(7-19)中,d坯为毛坯外径(mm);d凸为凸模直径(mm);t2为工件翻边凸缘口部壁厚(mm);d0为毛坯内孔直径(mm);t0为毛坯料厚(mm);d凹为拉深凹模直径(mm);H为工件高度(mm);d2为工件内径(mm)。
以上主要工艺参数可用图7-4所示的诺谟图计算。
例:已知08F钢环形平板毛坯尺寸为:内径d0=24mm,外径d坯=100mm,料厚t0=5mm,凸模圆柱体直径d凸=56mm,凹模下口部直径d凹=71mm,试用图7-4所示诺谟图计算有关工艺参数。
在图7-4区域①中,根据已知d0、d凸求出内孔翻边变形程度φ=2.34,得A—B—C线。在区域②中,根据已知料厚t0、φ值求出工件壁厚t2=3.34mm,得C—D—E线。在区域①中,还可根据已知d坯=100mm、d凹=71mm,求出外缘拉深变形程度β=1.41,得F—K—L线。在区域②中,已知t0=5mm(图示虚线),可绘出L—M—N线,得t1=5.87mm。已知d坯、d0即F、A点,在区域④可求出G点并绘出G—H线,得H=38mm。在区域③,依据H、E两点图算得I点,求得最大翻边拉深复合冲压力Fmax=53kN。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。