



【摘要】:表7-1 常用冲压金属材料的翻边系数K0及Kmin注:1.采用低碳钢的Kmin,翻边凸缘口部会出现不大的裂口。如低碳钢的最小翻边系数Kmin值,用球面翻边凸模采用钻孔并除毛刺获取预冲孔,比用圆柱形翻边凸模和冲制预冲孔翻边可降低8%~10%。
圆孔翻边的变形程度可按下式计算:

式中,K0为翻边系数,圆孔翻边所得竖立凸缘口部濒临破裂时的翻边系数用Kmin表示,称之为最小翻边系数,常用冲压金属材料的K0、Kmin值查表7-1可得;d0为毛坯翻边前预冲孔直径(mm);D为翻边后凸缘口部的平均直径(mm)。
表7-1 常用冲压金属材料的翻边系数K0及Kmin
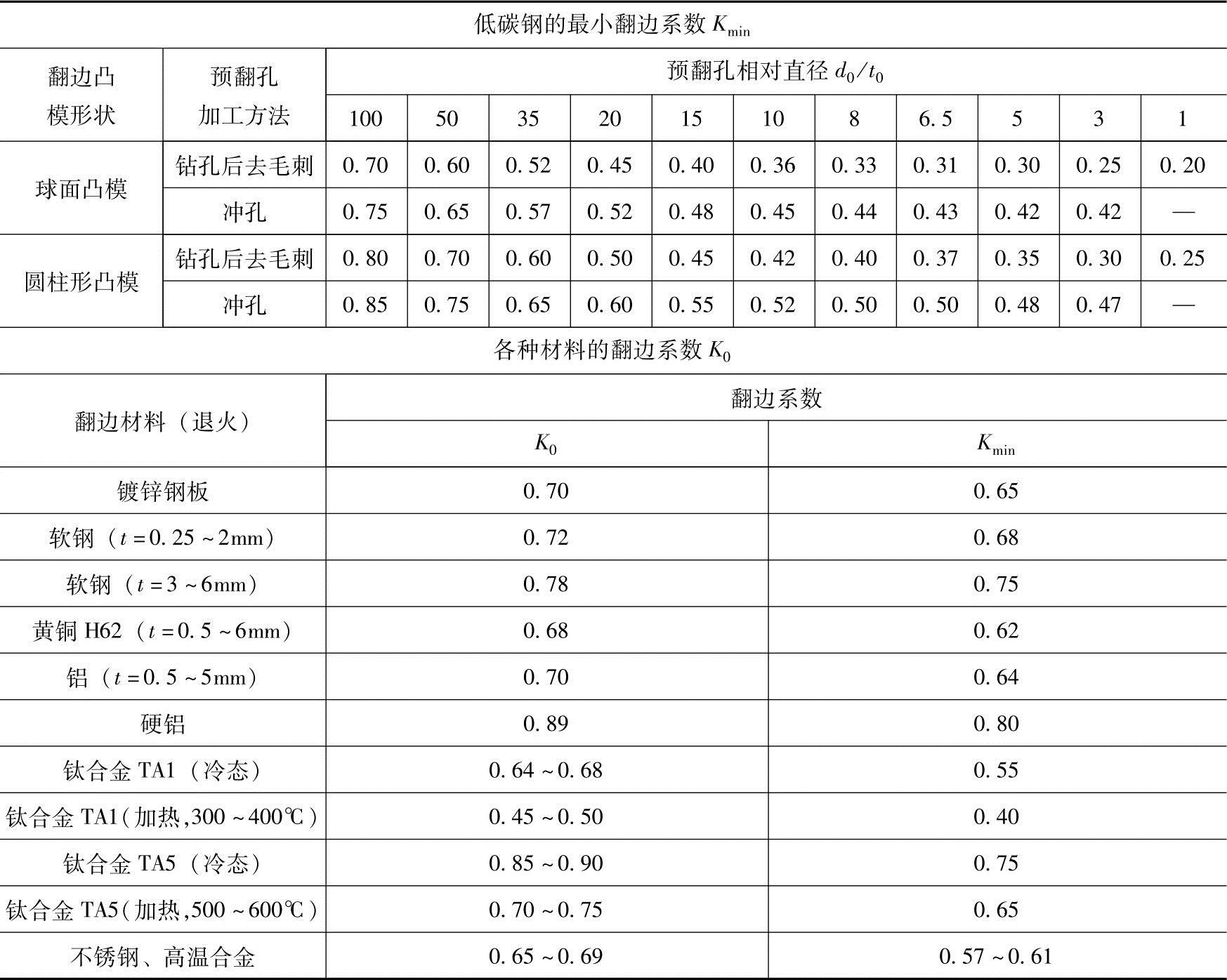
注:1.采用低碳钢的Kmin,翻边凸缘口部会出现不大的裂口。如不允许,将其加大10%~15%。
2.其他材料翻边时,如允许翻边凸缘口部有不大裂口,可用Kmin值。
K0、Kmin值的大小取决于冲压材料的塑性、预冲孔质量、预冲孔相对直径d0/t0、翻边凸模的形状等因素。K0值越大,变形程度越小。同样材料,由于上述诸因素的变化,Kmin值则在一定范围内波动。如低碳钢的最小翻边系数Kmin值,用球面翻边凸模采用钻孔并除毛刺获取预冲孔,比用圆柱形翻边凸模和冲制预冲孔翻边可降低8%~10%。
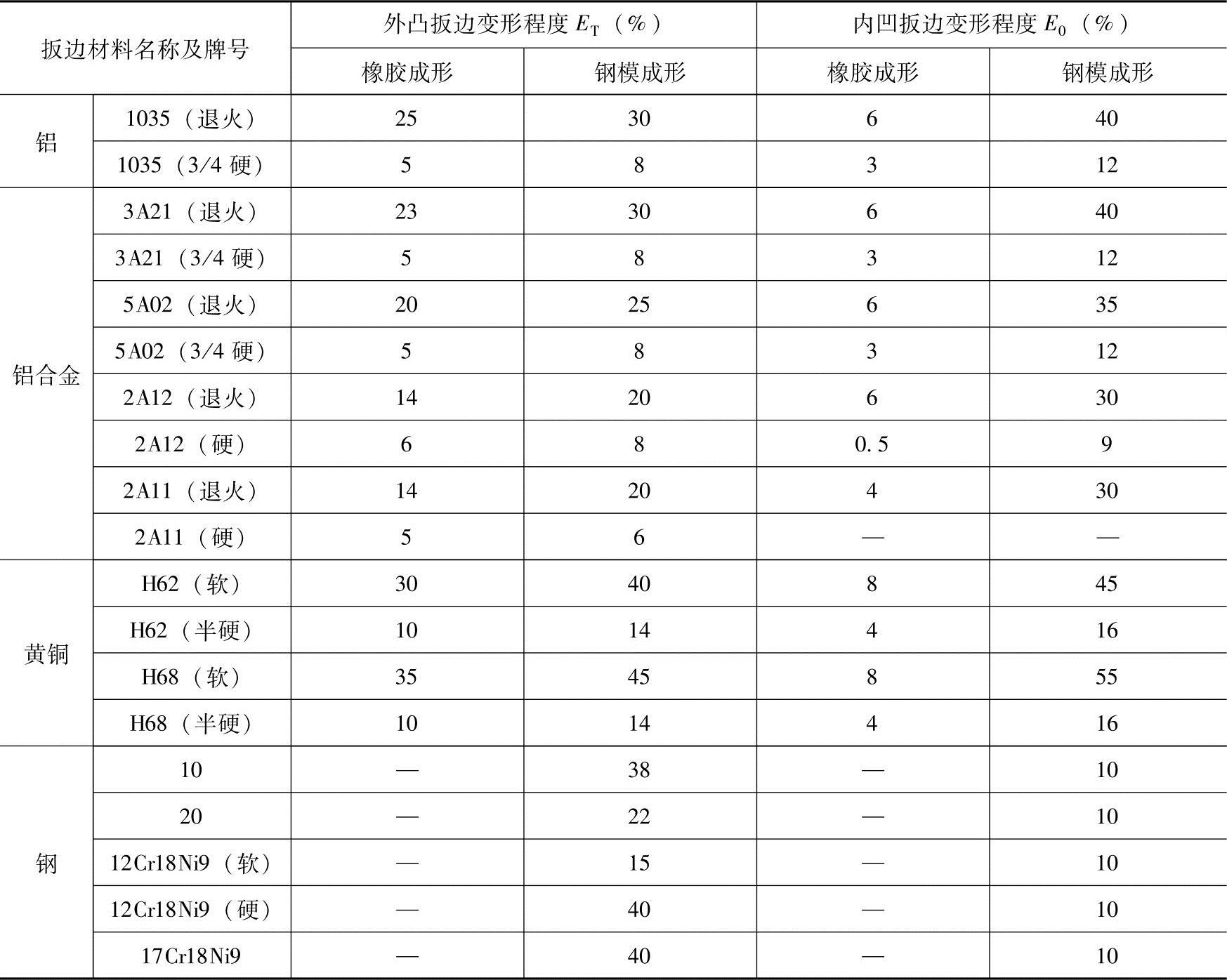
外缘扳边的变形程度E值是用百分比表示的。常用冲压金属材料的外凸轮廓扳边变形程度ET和内凹轮廓扳边变形程度E0值,均可从表7-2中查到。对于垂直于平面的扳边外凸ET值(见图7-1g)、内凹E0值(见图7-1h)可按下式计算:(https://www.xing528.com)
表7-2 各种材料扳边许用变形程度

式中,R为扳边后竖立凸缘的平面外凸或内凹的圆弧半径(mm);b为扳边凸缘的高度(mm)。
对于倾斜于平面的外凸ET值、内凹E0值应按下式计算:
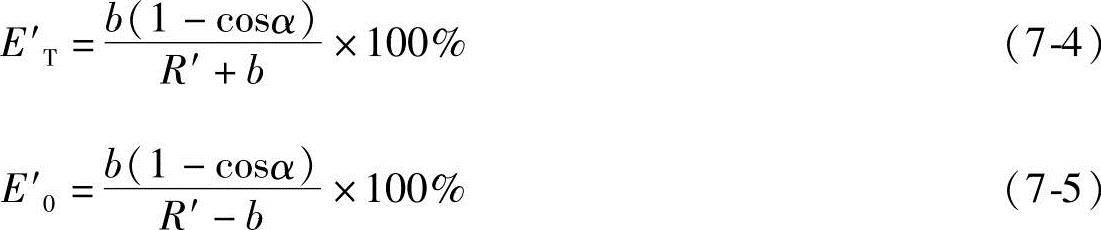
式中,α为扳边凸缘的扳边斜度(°);R′为扳边工件的平面半径(mm)。当α<90°时,R′<R;当α=90°时,R′=R;当α>90°时,R′>R。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。