



【摘要】:表6-30 拉深件毛坯形状和毛坯尺寸确定方法(续)(续)旋转体拉深件的毛坯均为圆形。正方形盒子拉深件合理毛坯形状见图6-43。拉深件直壁部分毛坯展开尺寸最大,转角部分展开尺寸最小。因为毛坯在拉深过程中金属的塑性变形是按主拉伸应力方向流动的。在α区域内,任何位置的主拉伸应力可分解成两部分应力:一部分应力平行于y—y,另一部分应力垂直于y—y。
表6-30 拉深件毛坯形状和毛坯尺寸确定方法
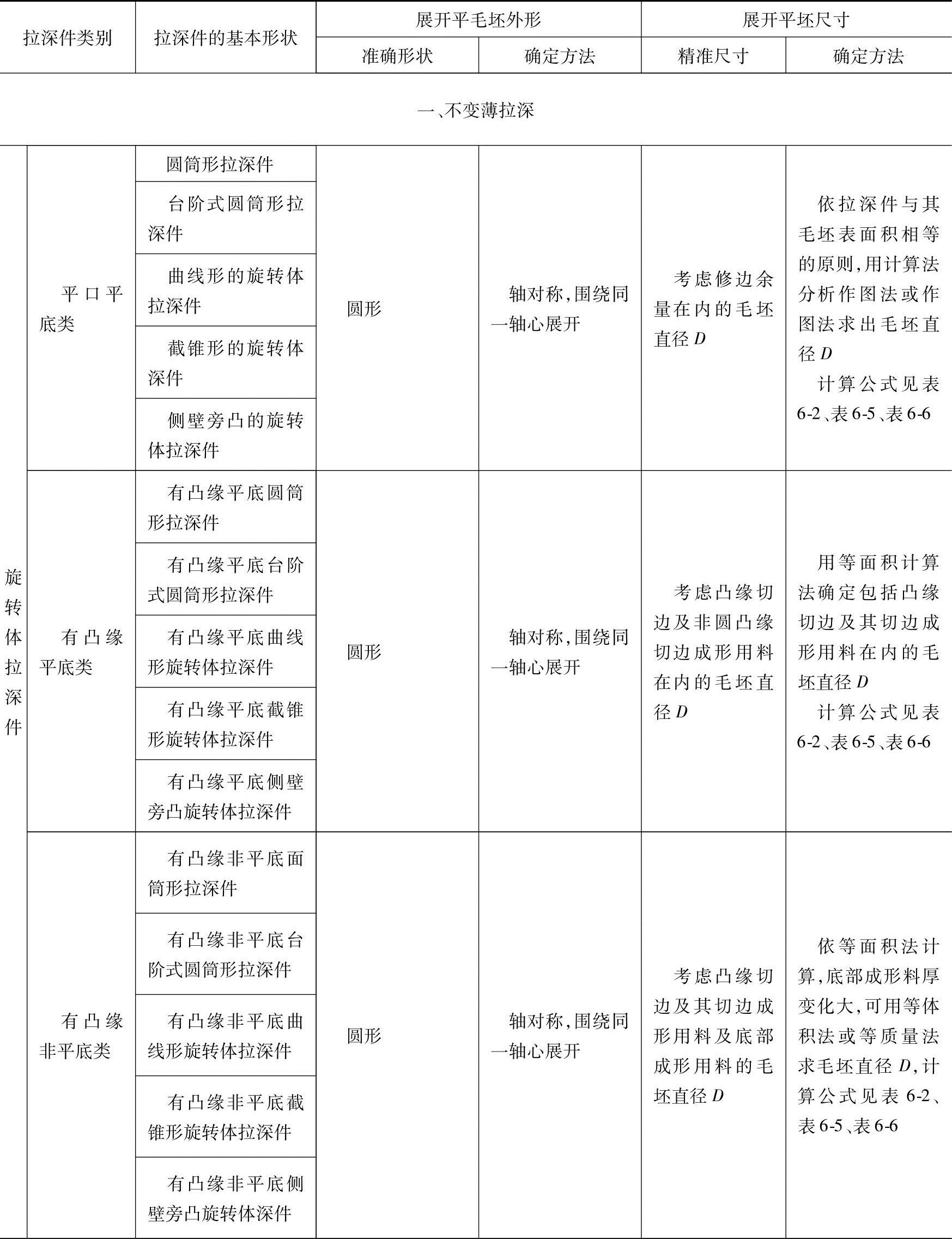
(续)

(续)

旋转体拉深件的毛坯均为圆形。图6-42所示为旋转体拉深件的基本类型,其展开平毛坯无一例外,均为圆形。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-42 旋转体拉深件的基本类型 a)Ⅰ类 b)Ⅱ类 c)Ⅲ类
注:1.视各图的中心线为旋转体拉深件母线的旋转轴,垂直于水平面。
2.旋转轴半边的轮廓线即为母线,当母线围绕旋转轴顺时针或逆时针转动一周获得的图形,即旋转体空心拉深件。
金属板塑性变形时材料的流动方向可用网络(坐标网格)线表示。这些材料流动特征线也称滑移线,可准确表明板料拉深成形过程中材料流动转移的途径与数量,为绘制精准的拉深毛坯图提供了可靠依据。正方形盒子拉深件合理毛坯形状见图6-43。
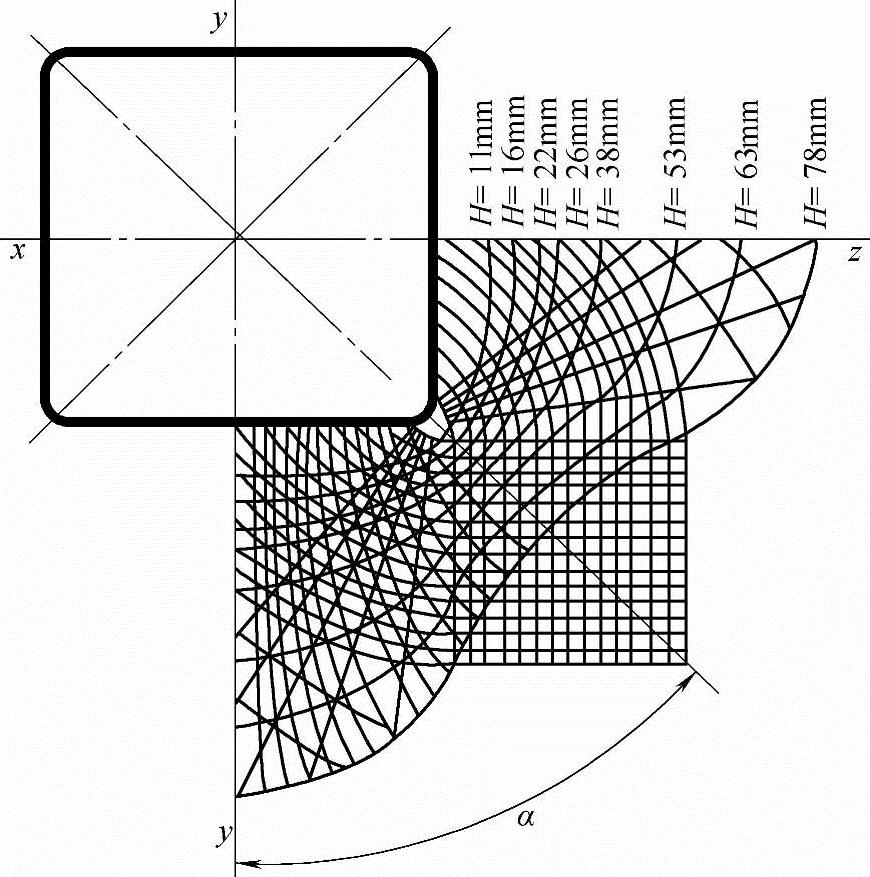
图6-43 正方形盒子拉深件合理毛坯形状
从图6-43可以看出,不同高度正方形工件的滑移线及该工件的合理毛坯周边形状。从毛坯周边形状来看,拉深件的高度不同,其毛坯展开周边形状也不同。拉深件直壁部分毛坯展开尺寸最大,转角部分展开尺寸最小。因为毛坯在拉深过程中金属的塑性变形是按主拉伸应力方向流动的。在α区域内,任何位置的主拉伸应力可分解成两部分应力:一部分应力平行于y—y,另一部分应力垂直于y—y。工件直壁部分毛坯在拉深过程中,金属的塑性变形是沿着转角方向移动的。因此,任何非旋转体拉深件的直壁部分毛坯展开尺寸都大于转角部分毛坯展开尺寸,而直壁部分周长越长,展开尺寸也越大。转角尺寸越小,其直壁与转角展开尺寸之差也就越大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。