



这类连续拉深模的结构类型很多。图6-27~图6-30所示多套连续拉深和连续拉深兼成形的多工位连续式复合模,都是较实用而又典型的结构形式。
图6-41所示为仪表机芯底座十二工位连续复合模。从图6-41所示冲压零件图可以看出,该冲压零件的工艺难点在于中心高度为3.5~3.7mm的3.2mm×3.2mm方筒凸缘的拉深和成形。工艺设计的总体思路可以从排样图看出:选用带有工艺切口的连续拉深—成形—冲孔—落料工艺。考虑该冲压零件的形状和拉深成形凸缘的位置、料厚及材料允许的拉深变形程度,在送料进距处直线切开而不用切口,以确保带料携带工件送进至各工位时,带料连接搭边强度足够,刚度好,不断裂,不扭曲变形,材料消耗最少。进距用直线切开后,首先拉深出Φ5.6mm圆筒,为增加圆筒高度,依次将直径缩小至Φ4.8mm、Φ4.1mm和Φ3.5mm,再将该圆筒挤压成3.15mm×3.15mm的方筒,接着切底校形成3.2mm×3.2mm的方筒,再冲出工件两端的孔,在最后一工位落料。
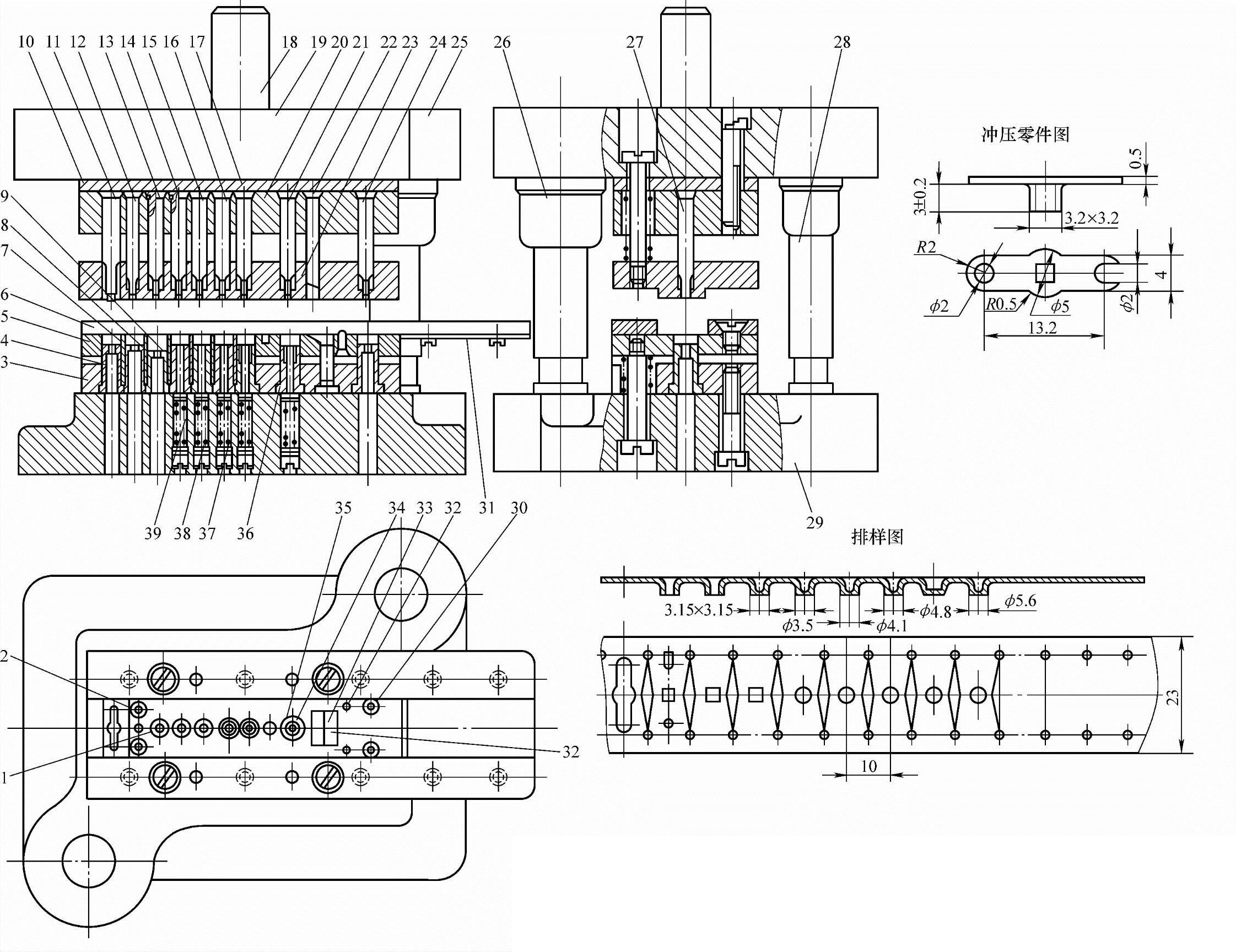
图6-41 仪表机芯底座十二工位连续复合模
1、4、7-9、30、35、36—凹模 2、34—顶件器 3、20—固定板 5—顶板 6—导料板 l0—垫板 11-17、21、22、24、27、33—凸模 18—模柄 19、25—上模座 23—卸料板 26、28—导套、导柱 29—下模座 31—承料板 32—定位钉 37-39—弹簧(https://www.xing528.com)
该冲模结构特点如下:
1)采用弹压卸料板,在带料连续拉深中将带料压紧在拉深凹模表面,防止材料起皱。同时,材料又可从凸模上方便卸下。
2)设计了浮动式导料槽,不仅使带料送进时在凹模表面高度以上顺畅进行,同时,还确保了材料及工件能从凹模中方便地卸出。
3)凹模按工位采用镶拼组合结构,便于制造和修理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。