



使用常规钢模成批或大量生产任意形状的薄壁空心件,通常可按以下条件选择拉深工艺。首先,确定可否连续拉深。
(1)圆筒形空心件的拉深 当拉深件直径d件>60mm、拉深件料厚t0>2mm、拉深件高度H>0.5d件,而拉深过程中需要退火和酸洗时,均不宜采用卷材或带料进行连续拉深;对于复杂形状的薄壁空心件,当其展开平毛坯表面积为AΣ,按公式D坯=1.13AΣ求出的相当圆毛坯直径的D坯>120mm、拉深件高度H>30mm时,也不宜采用连续拉深。
上述不适于连续拉深的薄壁空心件,需要采用分序多模冲压加工。对d件>60mm的圆筒形拉深件,或相当尺寸的类圆形空心件,当空心件高度H≥0.5d件时,一般均需两次以上拉深,至少要配两套以上拉深模及一套切边模。
(2)无工艺切口的整带料连续拉深 在拉深变形时,由于毛坯周围均与带料相连成一个整体,材料的充分合理流动受到影响,制约了工件材料连续拉深性能,适于变形量不大、形状简单、外形尺寸较小,但产量很大、要求有较高生产率的拉深件。为从严控制拉深变形程度,总拉深系数mΣ应比分序多次拉深的总拉深系数大一些。
(3)有工艺切口的带料连续拉深 该工艺主要用于中小型拉深件成批和大量生产,生产率高,质量好。采用长带料或卷材连续拉深,必须配备合适的自动送料与自动卸件装置,以利于冲压过程的机械化、自动化和安全操作。工艺切口形式很多,要依拉深件的形状与尺寸结构要素以及材料塑性等因素,视需要选择。表6-15列出了常用低碳冷轧钢板拉深工艺的选择条件。由于带料连续拉深,仅适于塑性好的非铁金属与低碳钢,例如,铜、铝及其合金,05、08、10、08F等牌号及相当塑性的低碳冷轧钢板,但这些材料的拉深性能也各有差异。
表6-15 常用低碳冷轧钢板拉深工艺的选择条件(https://www.xing528.com)
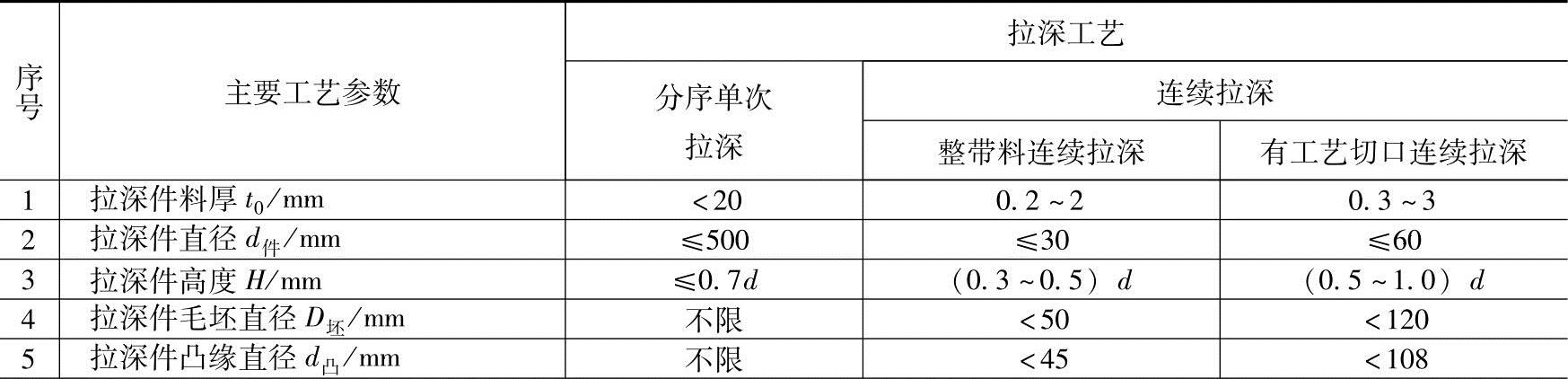
(续)
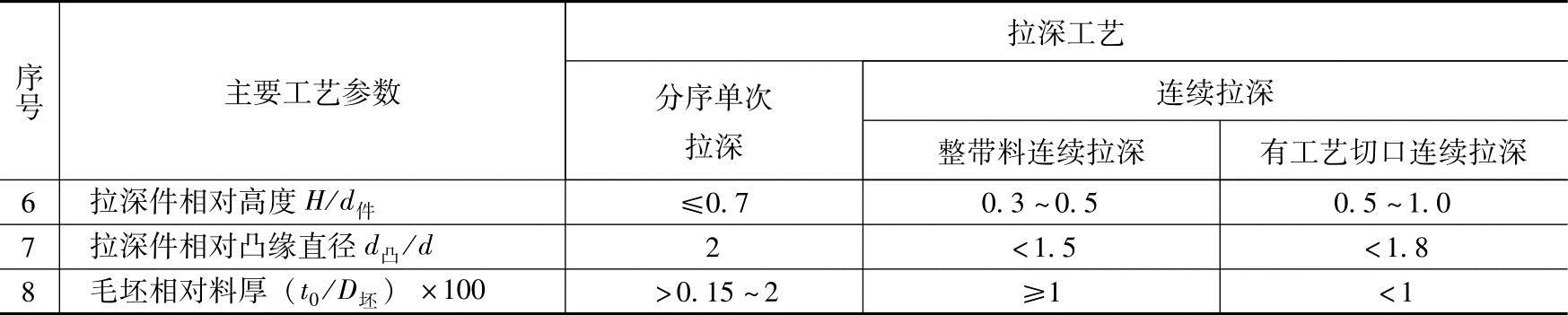
注:适用于08F、10钢冷轧条、带、卷料。
对选定的用于大量生产的拉深材料,不仅要从供货方了解材料的拉深性能,还应通过杯突试验和拉深试验,深入了解拉深性能及连续拉深所允许的变形程度,以利获取更准确的工艺性能数据,指导工艺编制及冲模设计。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。