



通常情况下,对拉深零件所需拉深次数,只能根据拉深零件相关尺寸进行初步估算,最终由工艺计算结果,通过对各次拉深工步的m值平衡调整后确定。圆筒形拉深件拉深次数的初步估算方法有:计算法、图算法、查表法、推算法等多种方法。
1.计算法
用下述公式依据采用的拉深系数求出拉深次数n拉:
式中,n拉为拉深次数(次);d件为拉深零件直径(mm);D坯为拉深零件毛坯直径(mm);m1为首次拉深的拉深系数;mn为首次后各次拉深的平均拉深系数。
用上述理论计算公式计算的结果大多不是整数,为安全可靠计,总是就高弃低加大成最接近计算结果的整数,作为计算拉深次数。最后,通过各次拉深变形量,即m值平衡、调整,确定各拉深工步的拉深系数、各次拉深的坯件尺寸,为拉深模结构设计提供依据。
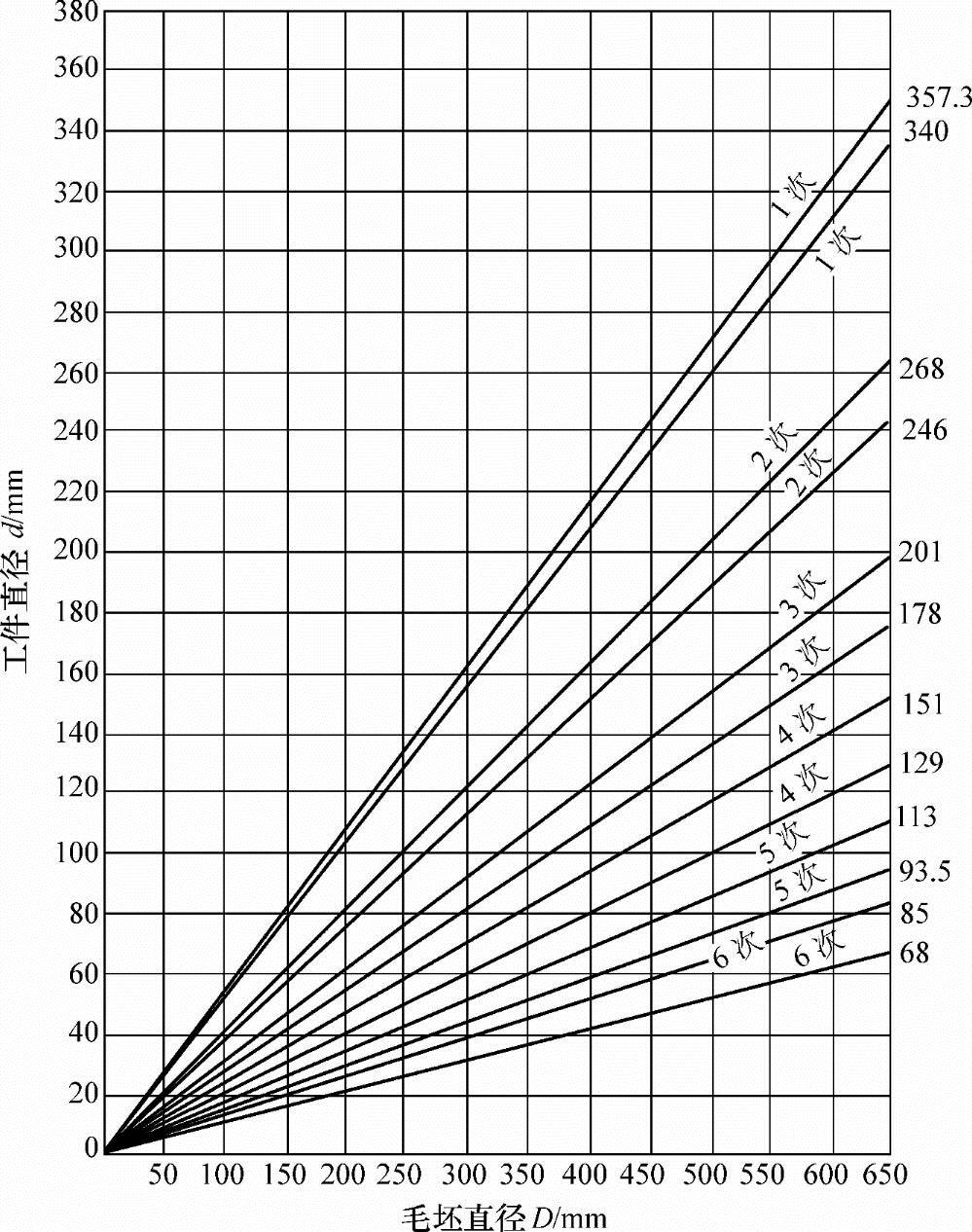
图6-33 确定拉深次数及半成品尺寸列线图
2.图算法
推荐用图6-33、图6-34图算确定圆筒形拉深件拉深次数及各次拉深直径。
使用图6-33时,先在其横坐标上找出等于展开毛坯直径D坯的点,由此点向上做一垂线,再从纵坐标上找出等于拉深工件直径d件的点,由此点向右做水平线,与垂线相交。根据交点决定拉深次数。如交点在两斜线之间,应就高弃低,取最近一根斜线所示的拉深次数。图中斜线有图外延长线的,用于拉深料厚t0=0.5~2.0mm的情况;无图外延长线的斜线,用于t0>2.0~3.0mm的情况。
图6-34所示图算精度较高,使用更简便一些。
图中示例:已知一圆筒形拉深件直径d件=70mm,料厚t0=1.5mm,展开平毛坯直径D坯=200mm,试用图6-34图算其拉深次数及各次拉深直径d坯、d件。
图算过程用带箭头粗实线,示于图中。
首次拉深D坯=200mm,d1=d件=120mm;
二次拉深d1=d坯=120mm,d2=d件=92mm;
三次拉深d2=d坯=92mm,d3=d件=70mm。
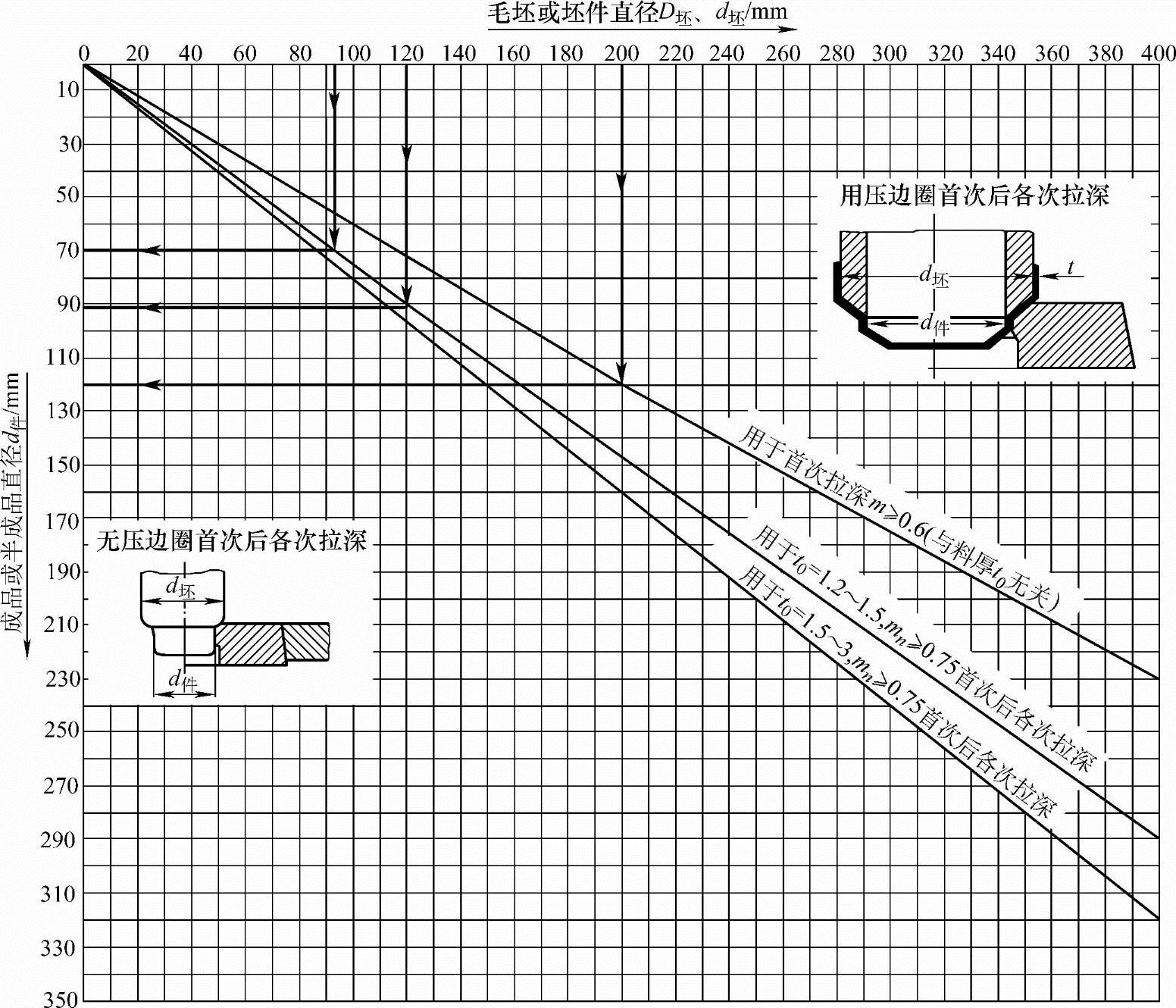
图6-34 确定拉深次数及各次拉深直径列线图
注:当料厚t0=0.5~1.5mm时,压边圈宽度不超过30mm;当料厚t0=0.2~0.45mm时,压边圈宽度不超过18mm。
3.查表法与推算法
(1)查表确定拉深次数 根据拉深零件的相对高度h/d件和展开毛坯相对厚度(t0/D坯)×100,查表6-9~表6-13即可获取拉深次数及各次拉深系数。
表6-9 无凸缘圆筒形拉深件最大相对高度h/d件
注:1.大的h/d件比值,适用于首次拉深用大的凹模圆角半径[由(δ0/D坯)×100=2~1.5时的r凹=8t0,到t0/D坯×100=0.15~0.08时的r凹=15t0];小的比值适用于小的凹模圆角半径[r凹=(4~8)t0]。
2.表中的拉深次数适用于08、10沸腾钢冷轧钢板。(https://www.xing528.com)
表6-10 有凸缘圆筒形拉深件最大相对拉深高度h/d件
注:1.适用于08、10沸腾钢冷轧钢板。
2.较大值适用于拉深零件圆角半径较大的情况,其拉深凸模及凹模圆角半径为10~20倍料厚,即r凸、r凹≈(10~20)t0;较小值用于拉深零件圆角半径较小的情况,r凸、r凹≈(4~8)t0。
表6-11 用压边圈的无凸缘圆筒形拉深件的拉深系数
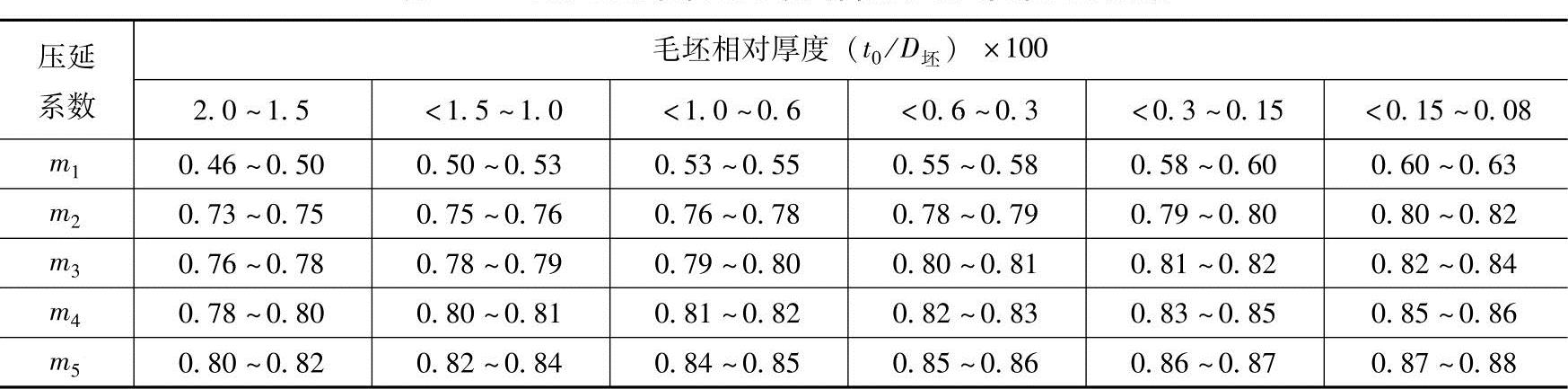
注:1.当拉深件圆角半径r件=(8~15)t0,取表中小的拉深系数值;当r件=(4~8)t0时,取表中大的拉深系数值。
2.表中数值适用于08钢、10Mn及15Mn钢等冷轧拉深钢。
3.拉深20~25钢、Q215及Q235酸洗钢、硬态铝、黄铜等塑性稍差的材料时,应将表中数值加大1.5%~2%。
4.拉深05、08F、10F、08Al、08AlF、08AlZF等塑性更大的深拉深冷轧板时,应将表中数值减小1.5%~2%。
5.退火后的中间拉深工序,应将表中数值降低2%~3%。
表6-12 不用压边圈的无凸缘圆筒形拉深件的拉深系数
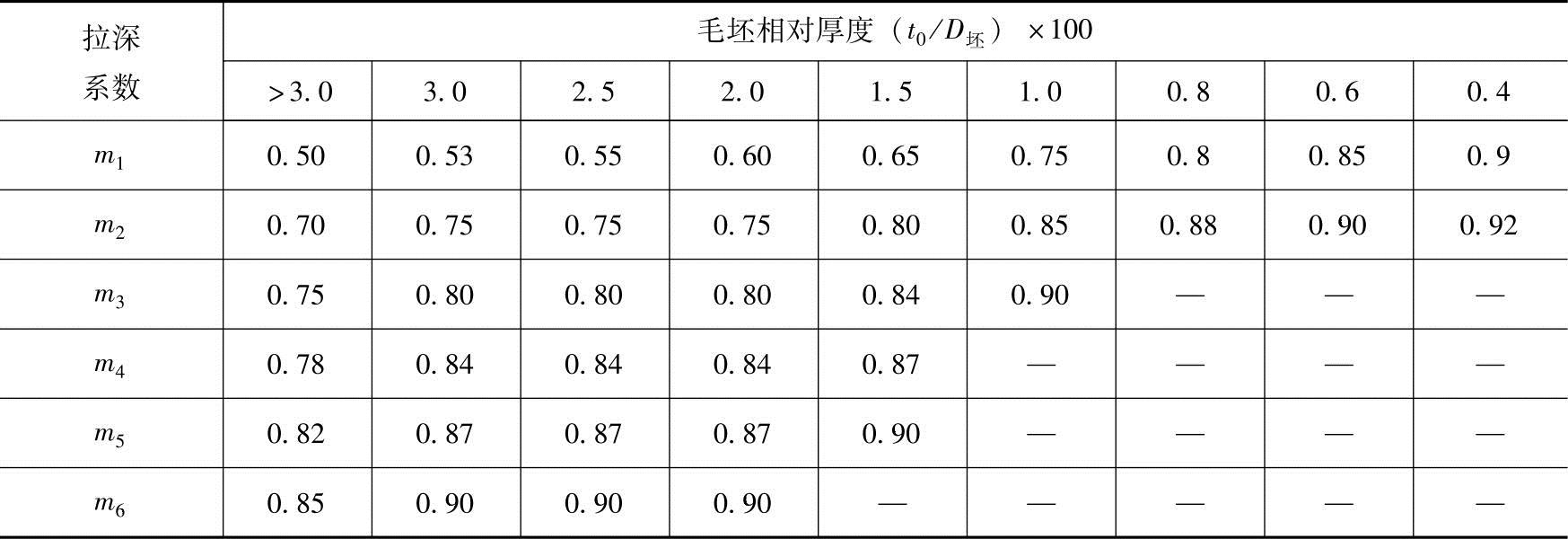
注:1.表中数值适用于08钢、10Mn及15Mn钢等冷轧拉深钢板。
2.其他材料的拉深,可按表6-11表注3、4、5加以调整。
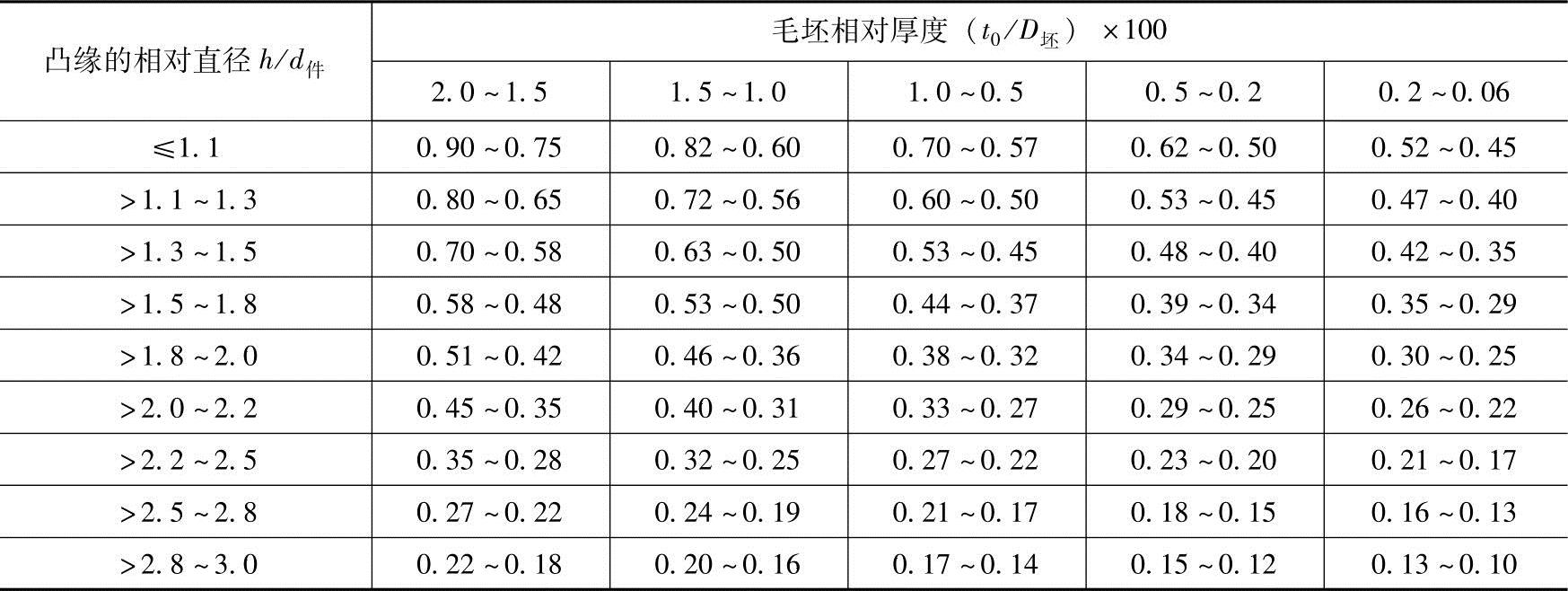
表6-13 有凸缘圆筒形拉深件的拉深系数(材料:10钢冷轧板)
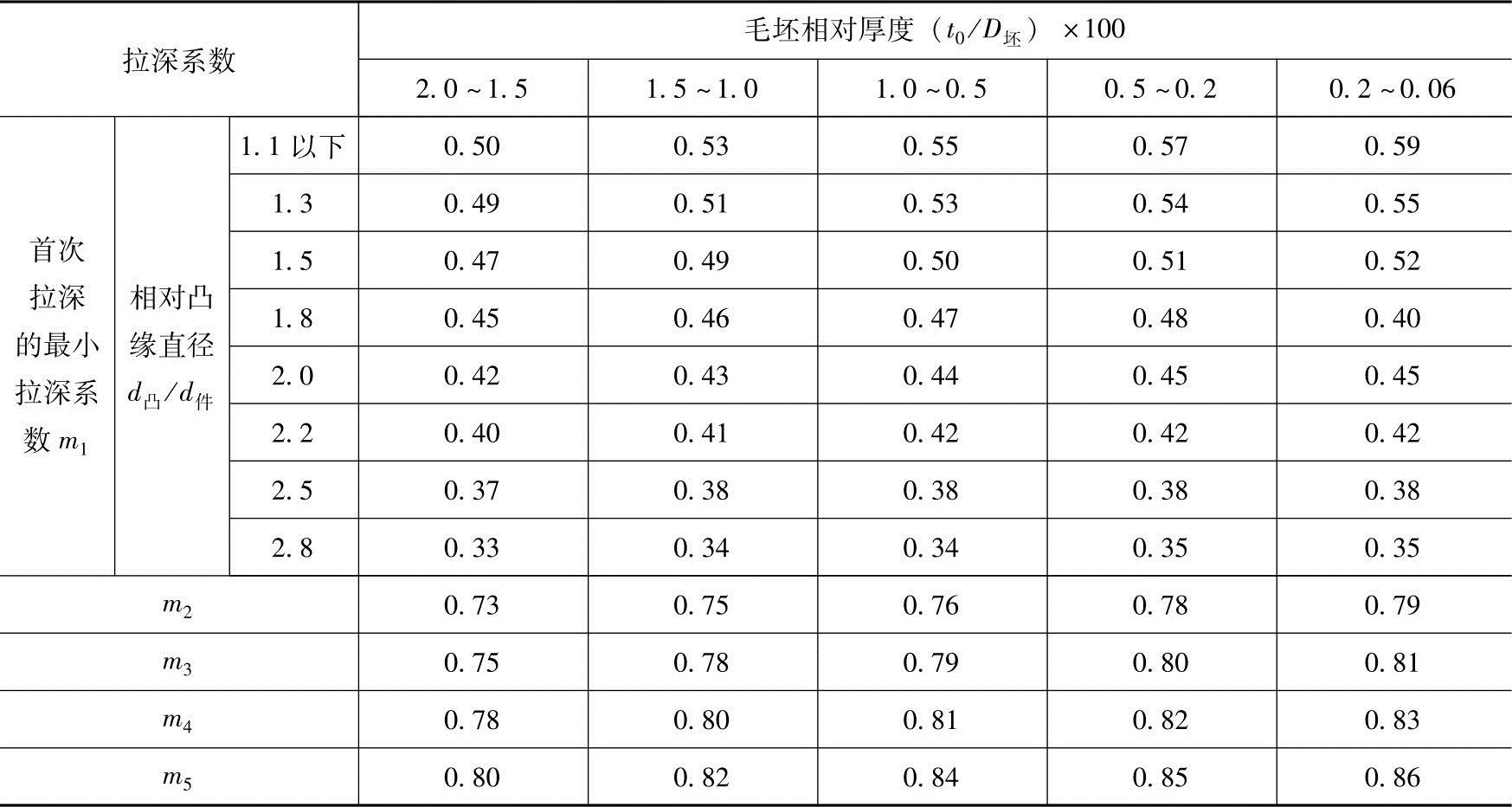
注:1.有中间退火的拉深工序,可将表中数值减小5%~8%。
2.其他材料的拉深,可按表6-11表注3、4加以调整。
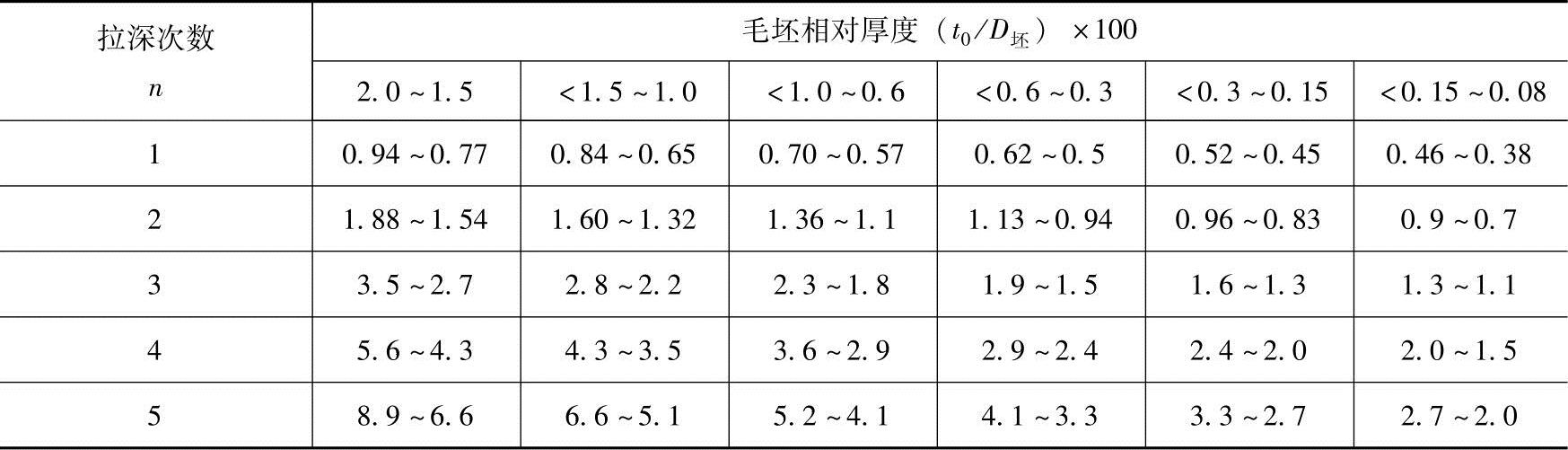
(2)推算法 推算法是在查表法所用表6-9~表6-12等相关资料基础上,根据(t0/D坯)×100值查出拉深系数m1、m2、…、mn值,而后可按下列各式求出各次拉深半成品直径,至求出的半成品直径等于或小于拉深零件直径为止,即可确定合理拉深次数及各次拉深半成品尺寸。所用公式如下:
第一次拉深工件直径为 d1=m1D坯 (6-6)
第二次拉深工件尺寸为 d2=m2d1 (6-7)
……
第n次拉深工件直径为 dn=mndn-1≤d件 (6-8)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。