



从图6-32a~g中可以看出,多次拉深成形的复杂形状拉深件,每一道拉深工序都有一定尺寸与形状要求,拉深模则必须按其要求尺寸与形状进行设计与制造,否则就冲制不出合格零件。因此,每一道拉深工序的拉深半成品,包括最后成形的拉深件,就是各道拉深工序所用拉深模的设计依据和要求。拉深工艺过程中的拉深次数、各道拉深所获半成品尺寸,是由冲压工艺编制时确定的,通常都要在试模中验证、修准。
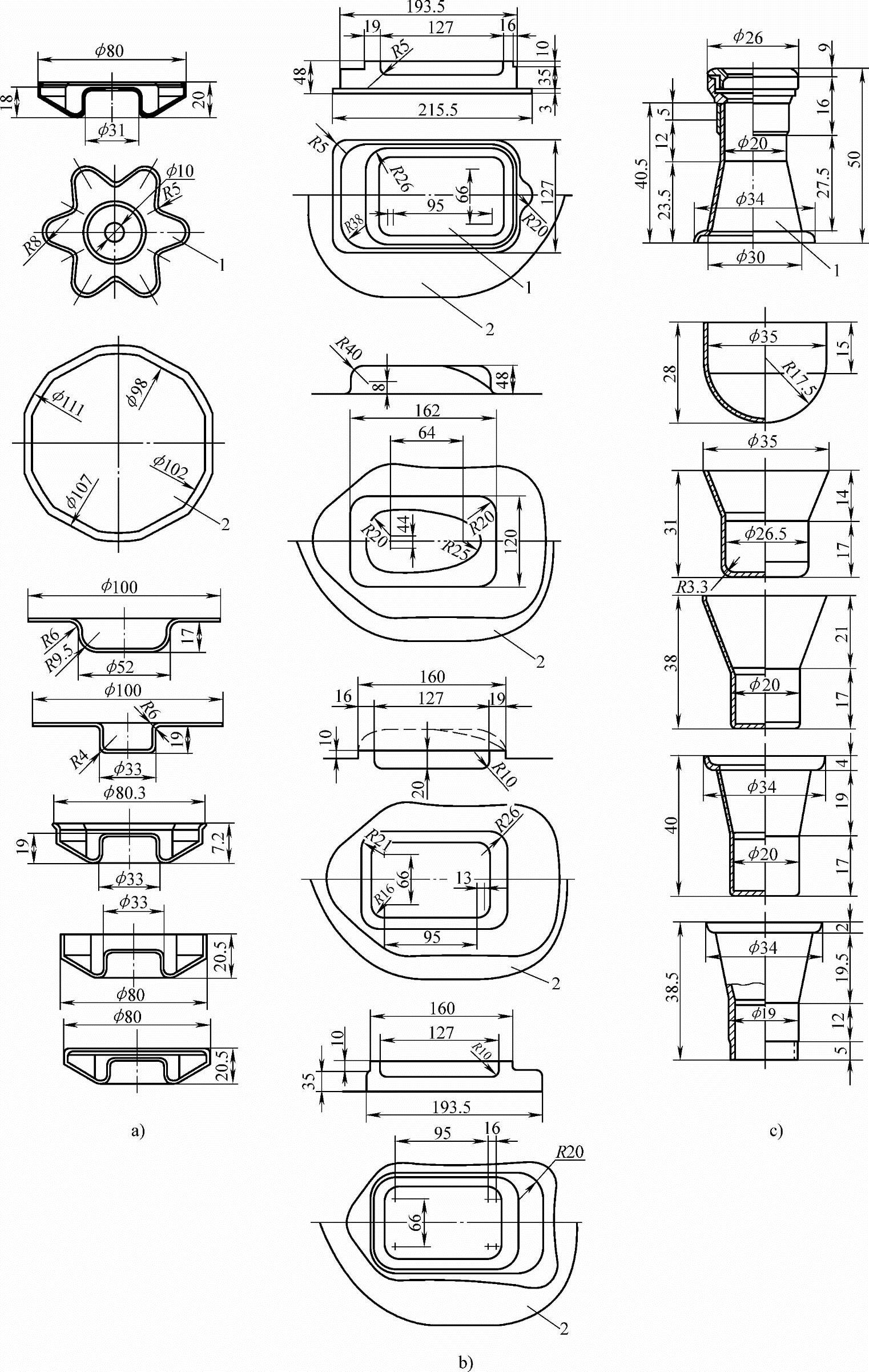
图6-32 典型拉深件的拉深工艺过程
a)花盘 b)开关盒 c)杯座 1—拉深件图样 2—拉深毛坯
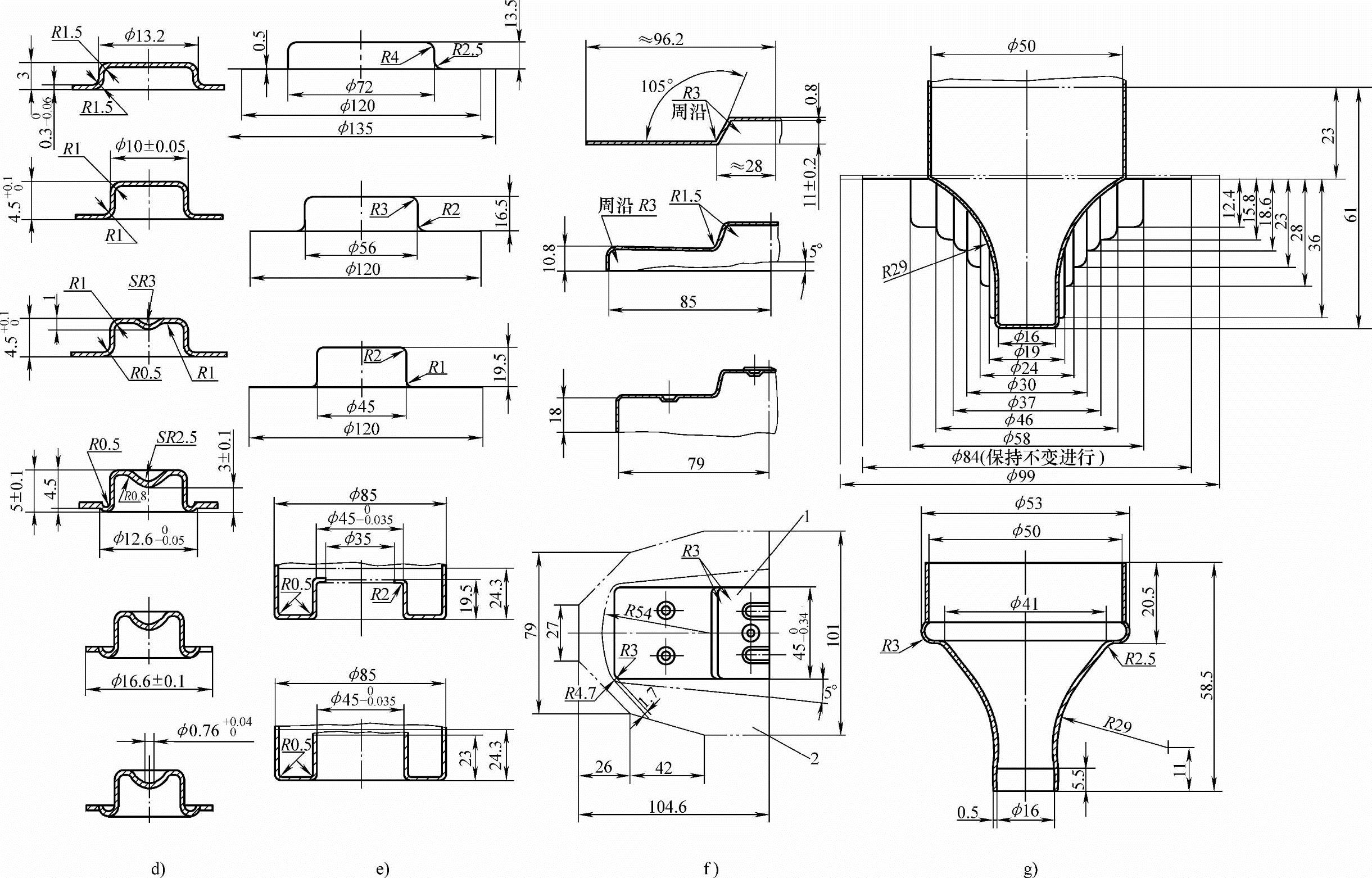
图6-32 典型拉深件的拉深工艺过程(续)
d)轴盖 e)罩壳 f)表芯罩 g)旋轴座 1—拉深件图样 2—拉深毛坯
除上述拉深件图样、拉深工艺过程外,与拉深模结构设计有关的工艺要素还有:
1)拉深件的材料种类及其力学性能、供应状态。
2)拉深件的结构形状与尺寸构成,以及应划归的拉深件类别。(https://www.xing528.com)
3)拉深件凸缘与壁部转角、底与壁部转角、壁部夹角等材料流动阻力大、受拉深力大的部位的圆角半径大小要合适。
圆筒形拉深件底与直壁转角处(即底角)的圆角半径r底≥t。
圆筒形拉深件平凸缘与直壁转角处(即口部)的圆角半径r凸≥2t。
方形与矩形拉深件四壁转角的圆角半径r角≥3t。
上述各圆角半径应尽量大一些,以利于拉深成形,减少拉深次数。否则,要在拉深后增加校形工序,以获取更小的拉深件r底、r凸及r角数值。
4)拉深方式,即用压边圈还是不用压边圈拉深,是一次拉深成形还是多工位连续拉深成形等。
5)拉深件展开平毛坯图的设计、计算及绘制。
根据对拉深件的工艺分析结果,依据其拉深材料许用的极限拉深系数计算拉深次数。考虑拉深件的其他工艺作业,包括冲孔、切边、冲凸缘切口,各种成形加工的需要,以及后续加工工序,提出多个冲压工艺方案,进行对比选优。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。