



任意形状的拉深件,无论采用哪种拉深工艺,均可按等量法计算,即拉深前后材料密度不变,拉深毛坯的质量、体积与拉深零件相等。在不变薄拉深中,拉深毛坯的面积与拉深零件的面积也相等。在表6-2所列的拉深零件展开毛坯的各种计算法中,按照实际情况选择合适的计算方法进行计算。
在计算展开毛坯尺寸并确定实际需要的拉深毛坯尺寸时,应注意以下几点:
1)增加修边余量b修。表6-2各算式都只能计算出成品拉深零件的展开毛坯尺寸。而在拉深成形过程中,由于材料的各向异性、金属流动条件的差异、拉深间隙不均匀及润滑效果的差别等,拉深件口部常常呈波浪形不齐,通常都要切边。按表6-2的计算公式算得拉深零件展开毛坯是净毛坯,加上修边余量才是实际所需的拉深毛坯。
对于一般圆筒形拉深件,修边余量b修可从表6-3、表6-4选取;而不对称复杂形状的拉深件,由于材料变形的不均匀,修边余量要远大于表6-3、表6-4中的数值,因件而异,没有一定规律,只能在试模后确定。
2)精准的拉深平毛坯的形状与尺寸,都是在拉深模制成后通过试冲后实测获得的。因此,复杂形状拉深件的毛坯落料模,总是在拉深模制成并通过试模合格后,才投入制造。用理论计算法获得的拉深毛坯尺寸,一般偏大,可以不在另加修边余量。常用的旋转体拉深件毛坯直径计算公式见表6-5。建议通过拉深模试模,修准计算结果。
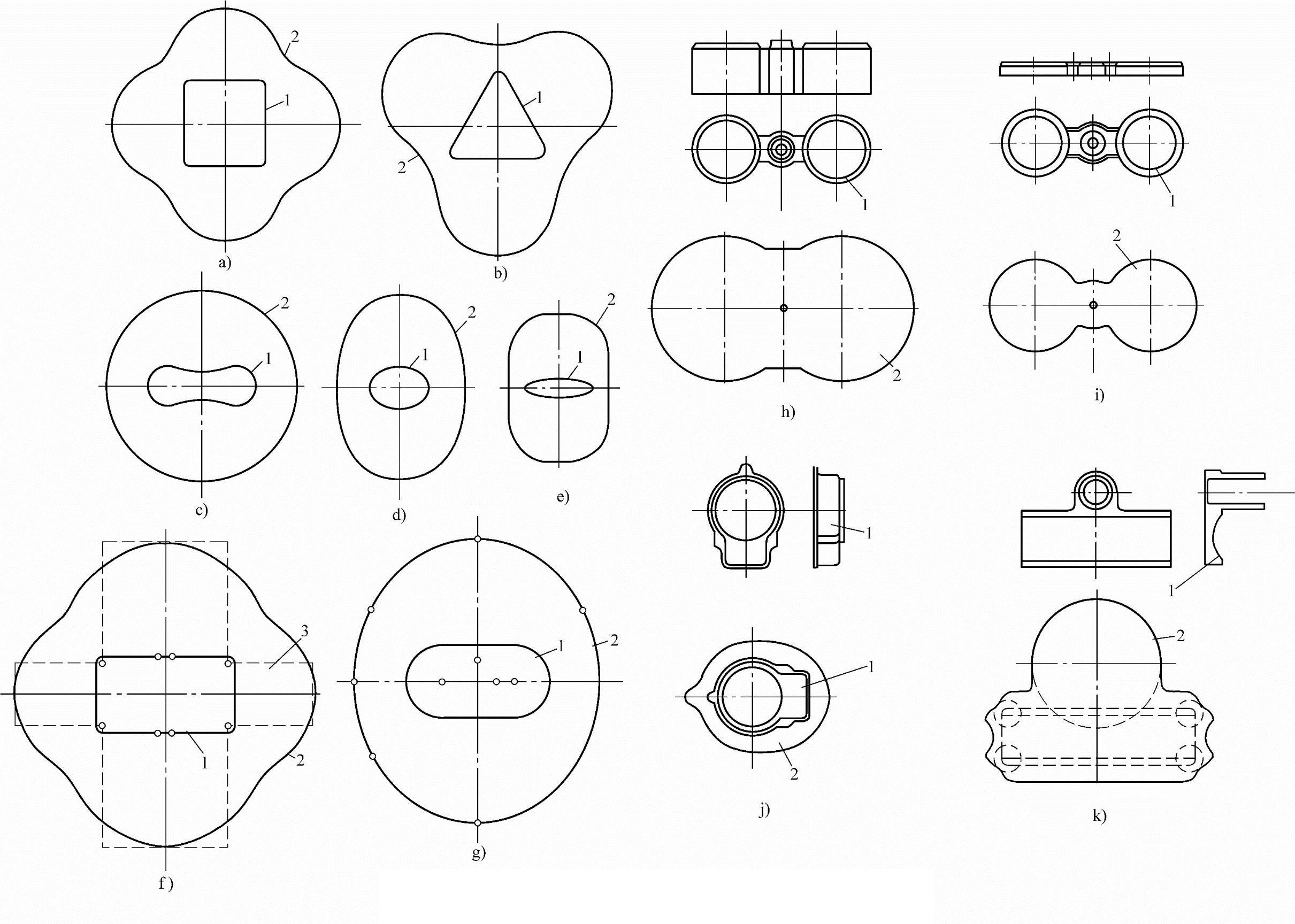
图6-4 非旋转体复杂形状拉深件拉深毛坯与拉深件形状
l—拉深件 2—拉深毛坯形状 3—展开平毛坏
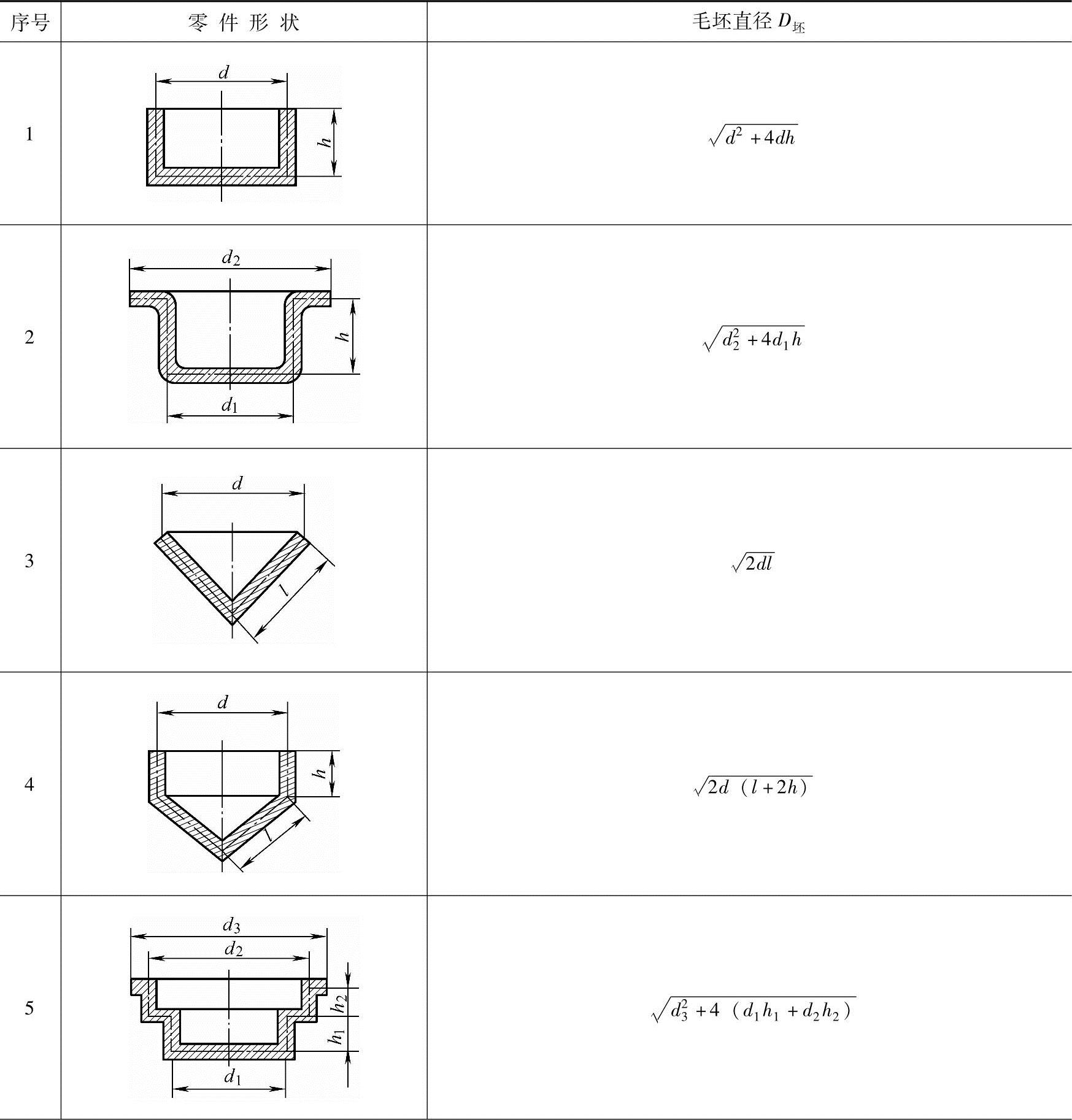
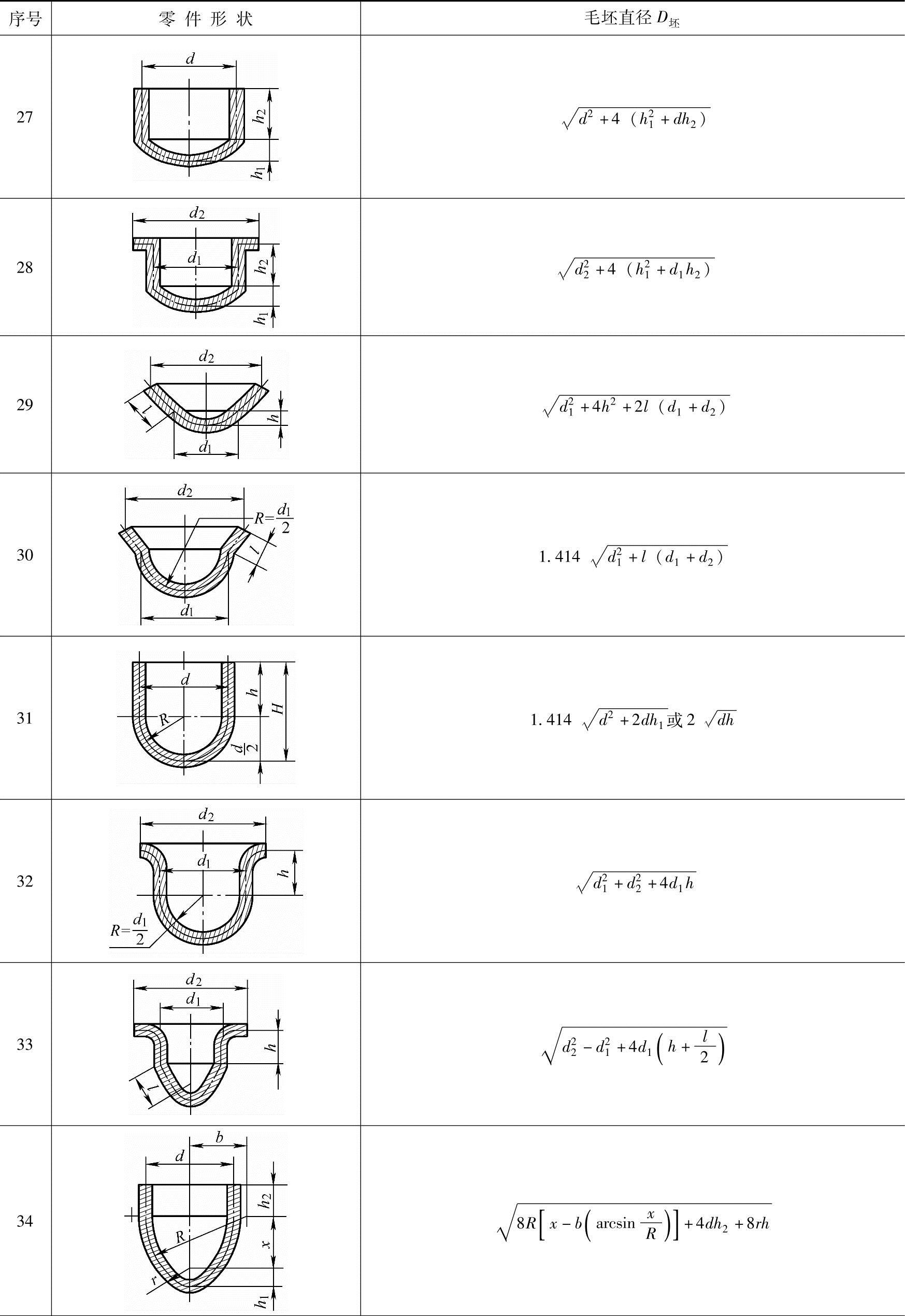
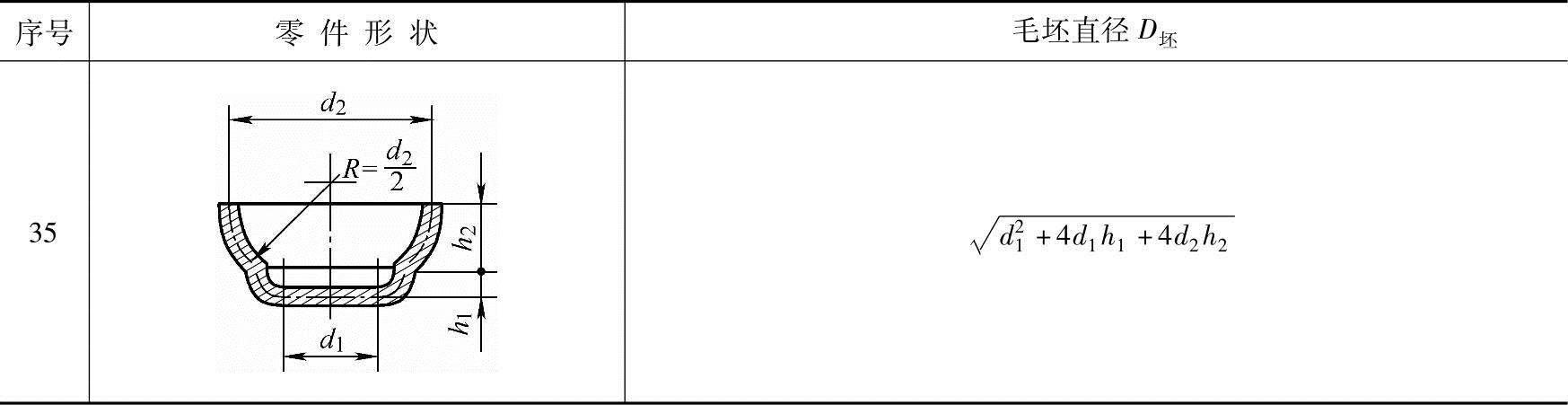
表6-2 常用拉深件展开毛坯计算法
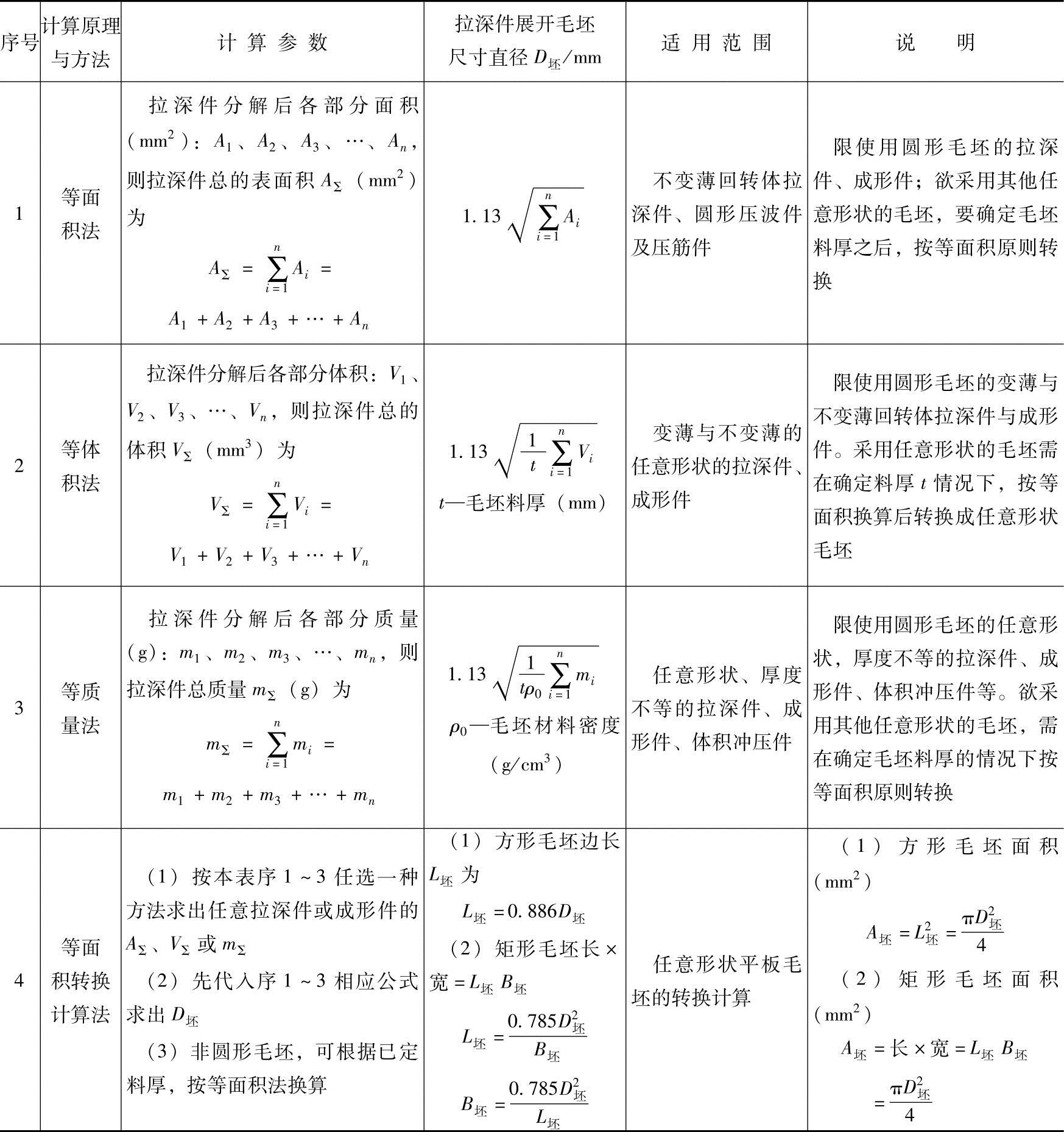
表6-3 无凸缘圆筒形拉深件的修边余量b修 (单位:mm)
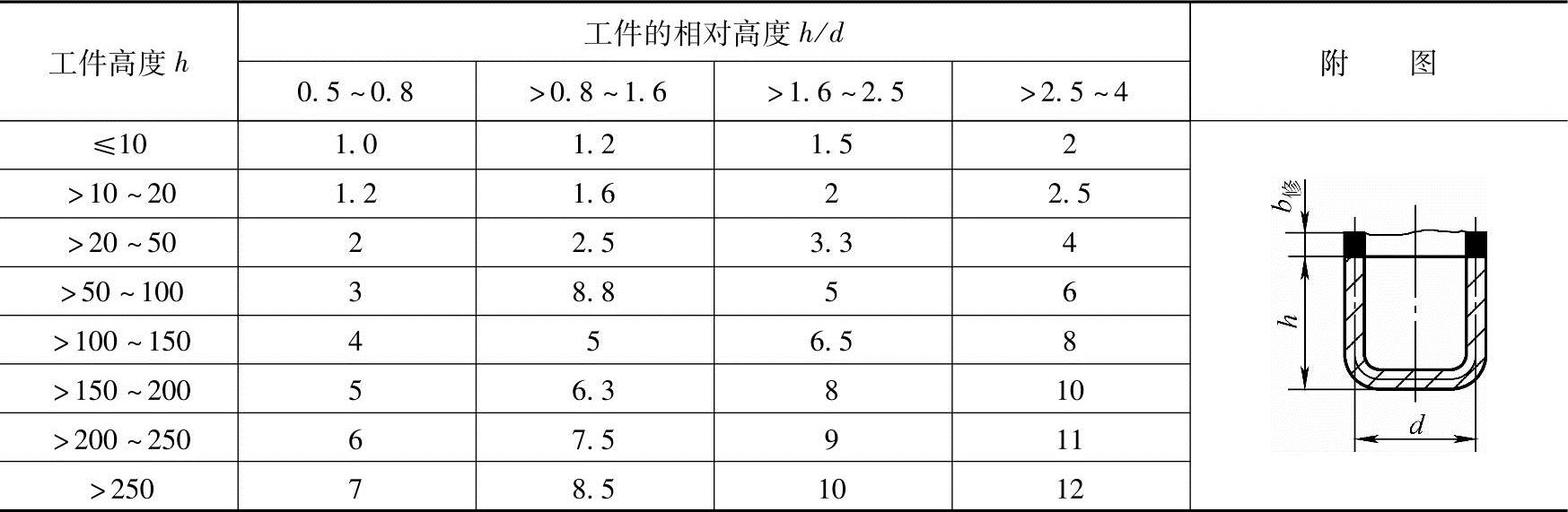
表6-4 有凸缘圆筒形拉深件的修边余量b修 (单位:mm)
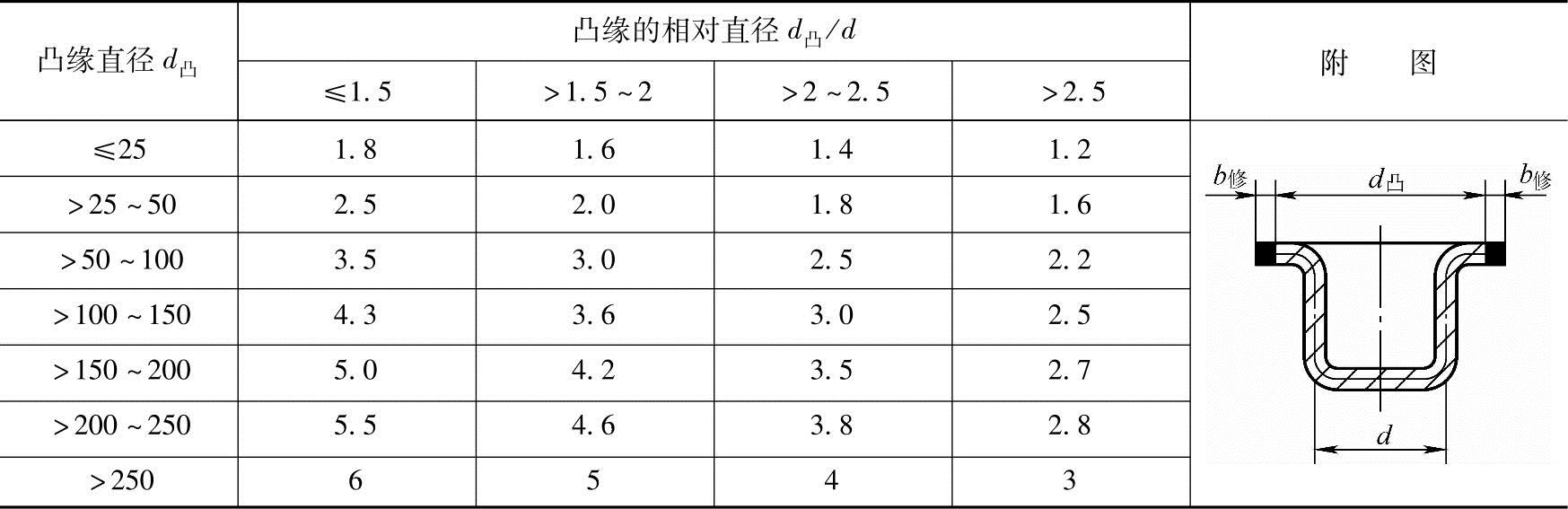
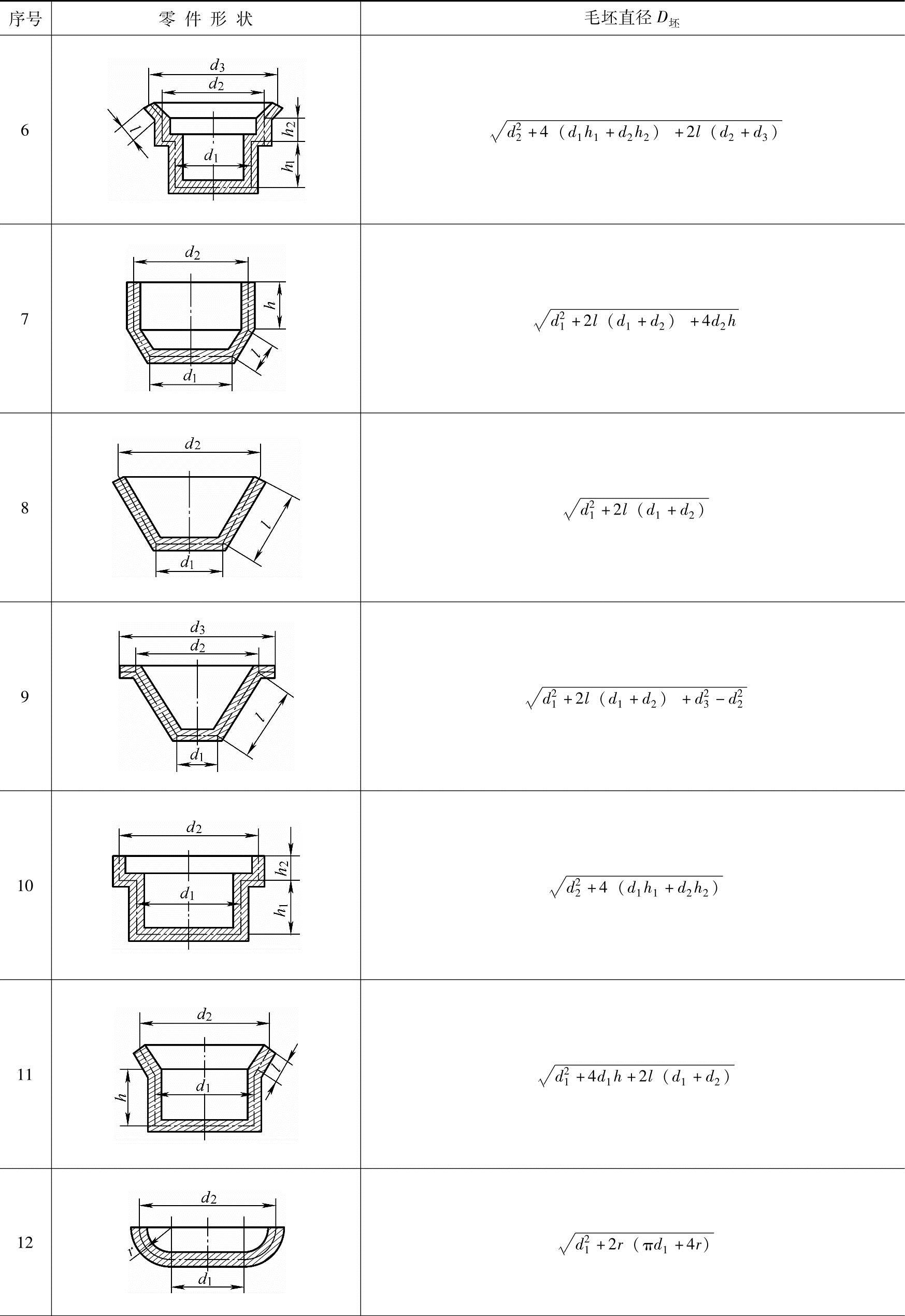
表6-5 常用旋转体拉深零件毛坯直径的计算公式
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
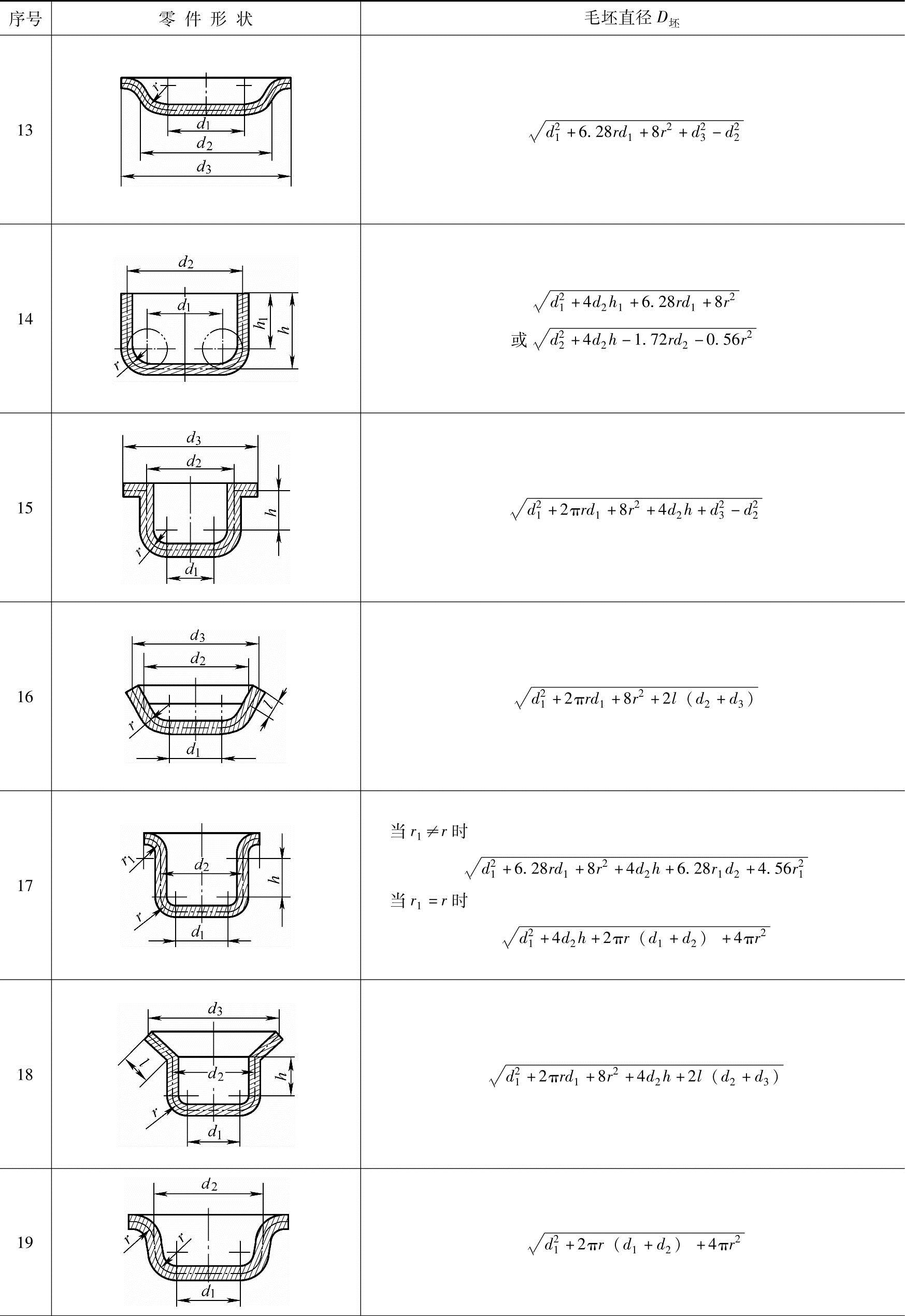
(续)
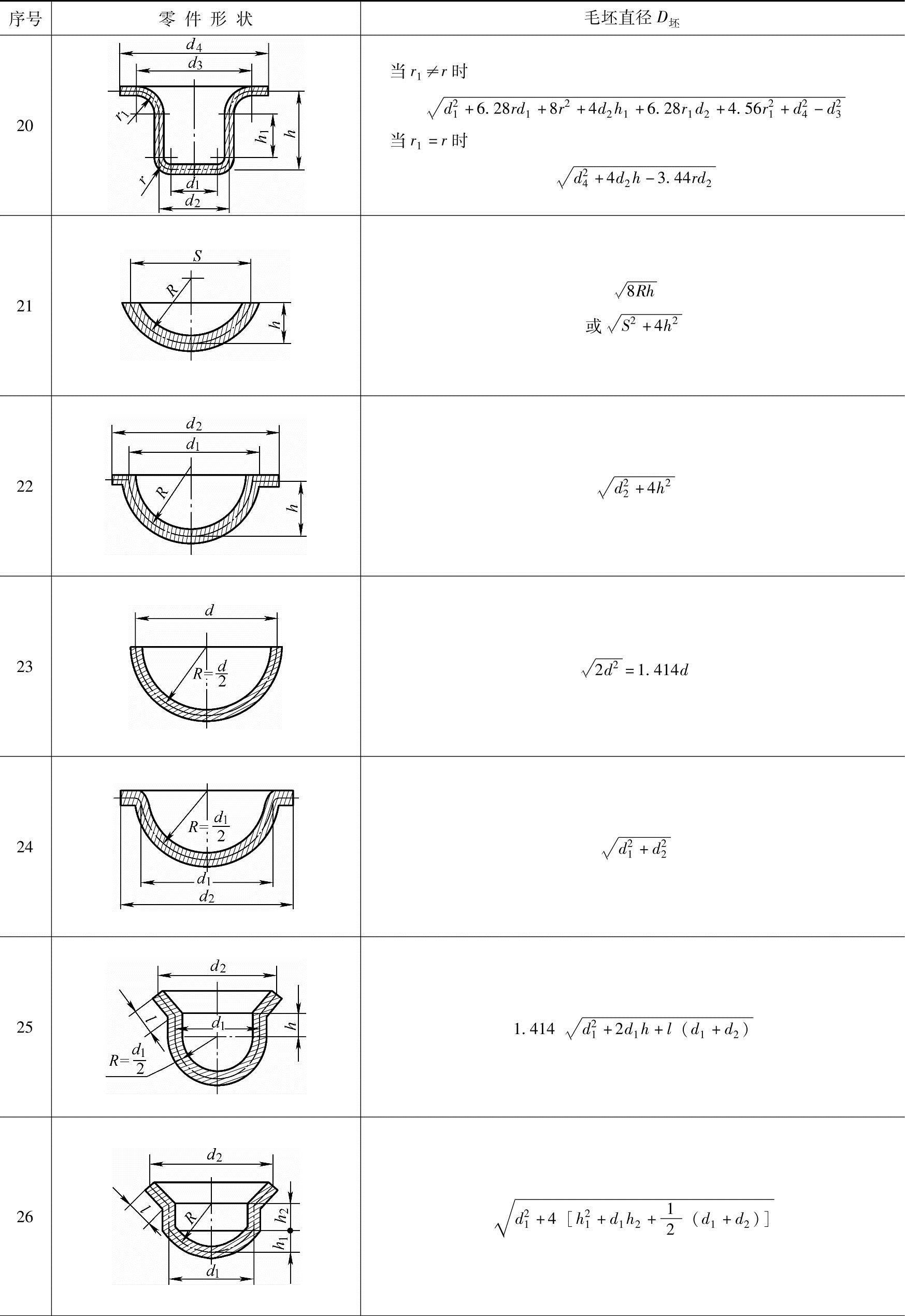
(续)
(续)
注:1.尺寸按工件材料厚度中心层尺寸计算。
2.对于厚度小于1mm的拉深件,可不按工件材料厚度中心层尺寸计算,而根据工件外壁尺寸计算。
3.对于部分未考虑工件圆角半径的计算公式,在计算有圆角的工件时计算结果要偏大,故此情况下,可不考虑或少考虑修边余量。
3)常见的各种复杂形状的拉深件都可以分解成若干简单而规则的几何形体,进行其面积或体积、质量的计算,最后汇总求出拉深零件的总面积AΣ、总体积VΣ或总质量mΣ,代入表6-2相应公式,便可求得毛坯尺寸。图6-5所示为对一般带凸缘圆筒形拉深件进行分解计算面积的示例。分解的各部分面积计算公式见表6-6。
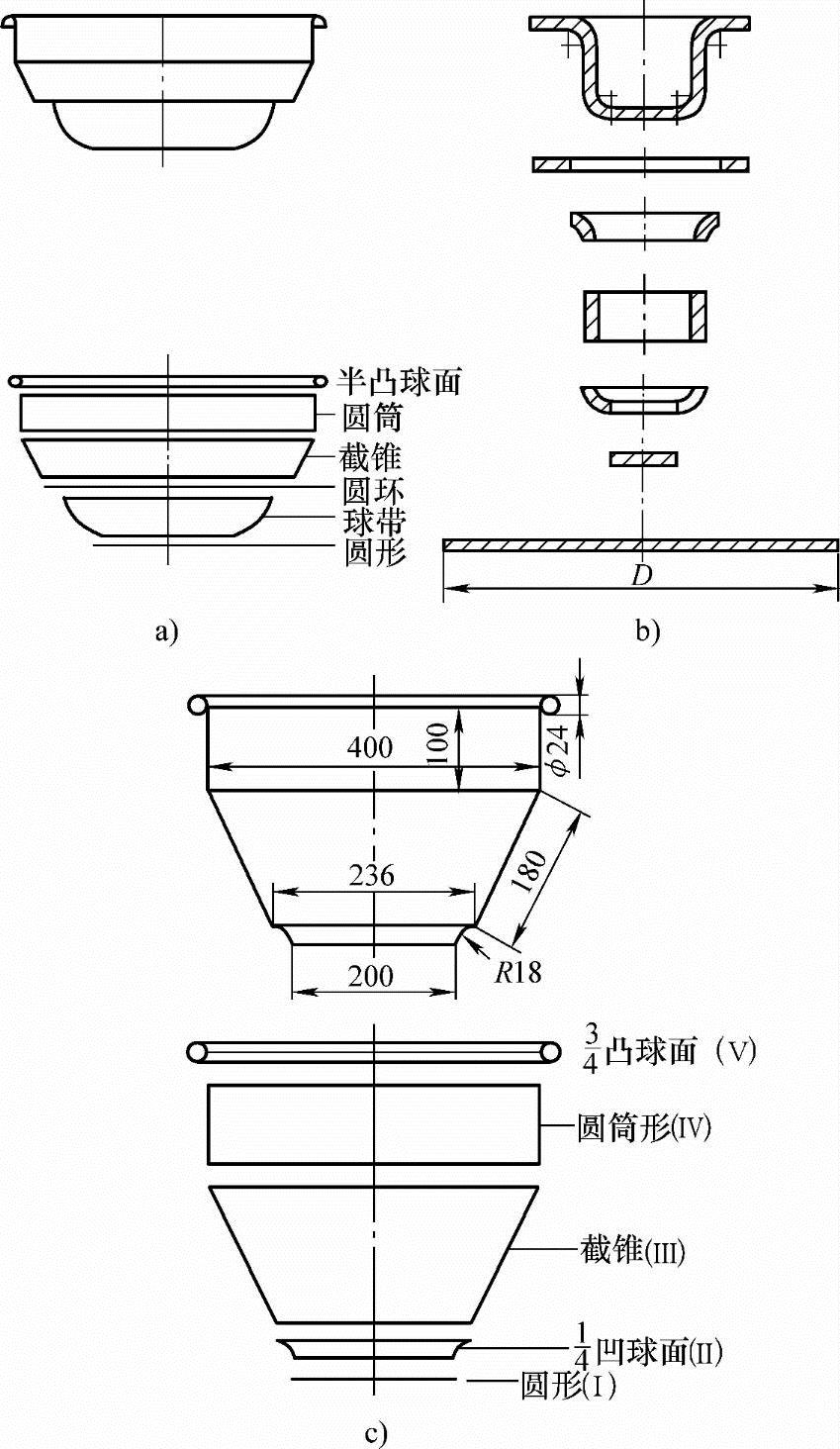
图6-5 对拉深零件分解计算面积的示例 a)示例1 b)示例2 c)示例3
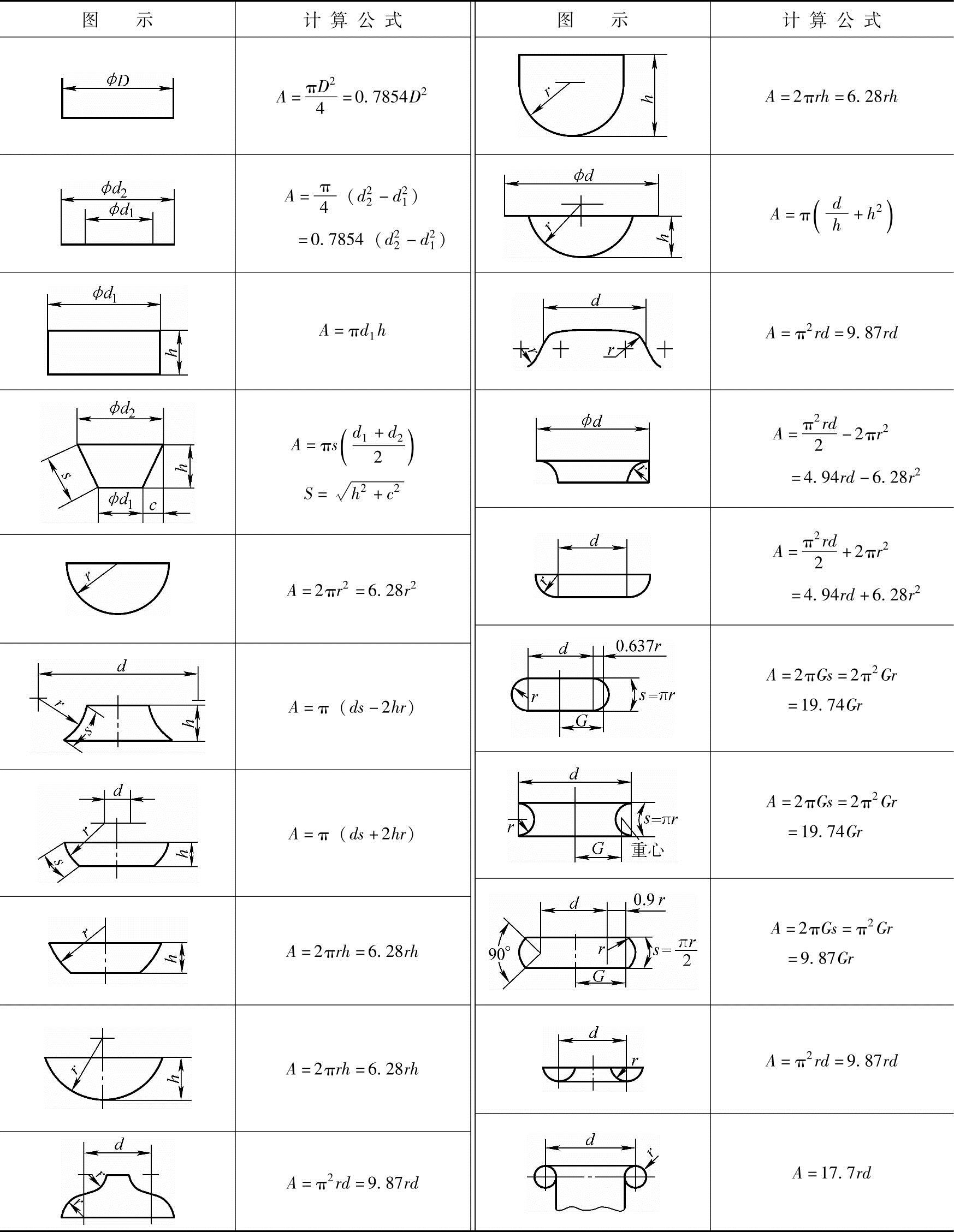
表6-6 简单几何形状的表面积A的计算公式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。