



1.挡板组合对称弯曲七工位连续式复合模
图5-75所示弯曲件为仪表机芯座限位挡板,材料为10钢冷轧板,料厚t=1mm。该零件是一个开式单弯角135°、宽20mm、无精度要求的一般弯曲件。但在其固定边有一个位居中心的翻边凸缘,用于拧入M4固定螺钉,翻边内孔Φ3.3mm,后续攻螺纹。翻边凸缘高≥2.6mm,保证拧紧螺钉需要的螺纹长度。经常规计算需要进行预冲孔翻边,预冲孔直径d=1.2mm。
最初该零件采用传统的分序多模冲压工艺,即落料、冲孔、弯曲、翻边四道工序,四套冲模冲制。随着产品由小批生产转而投入大量生产,月产量由1500件增加到5万件,改用图5-75所示七工位连续模一模成形,而且为一模两件成对组合冲制,生产率提高25倍,节省三台压力机、三个操作工,班产由人均不足500件,增加到24000件左右。
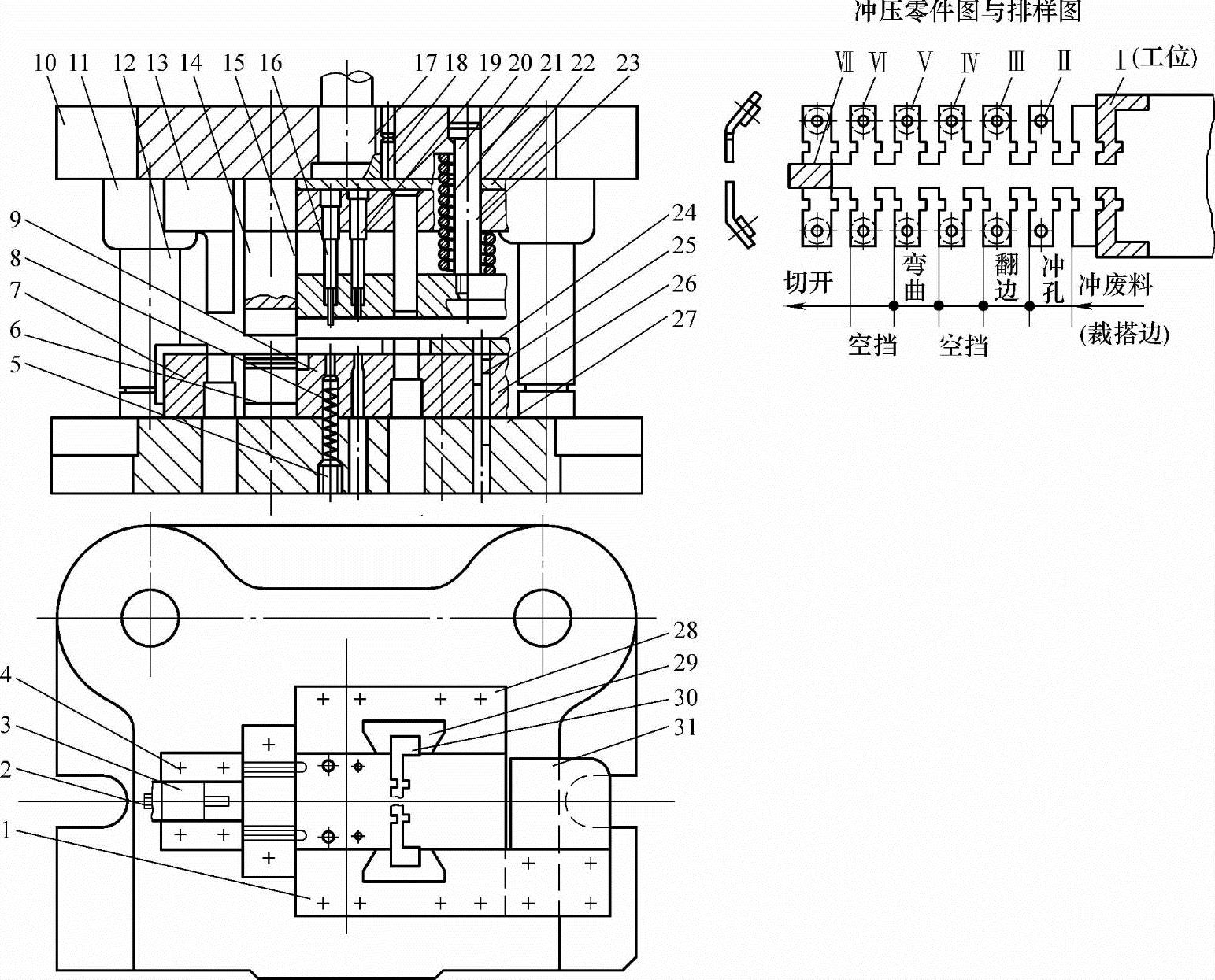
图5-75 挡板组合对称弯曲七工位连续式复合模
1—左导料板 2、20—螺钉 3—定位板 4、7—切开凹模 5—螺塞 6—弯曲凸模 8、21—压簧 9—顶件器 10、27—上、下模座 11—导套 12—导柱 13—切开凸模 14—弯曲凹模 15—卸料板 16—翻边凸模 17—模柄 18、23、25—圆柱销 19—冲孔凸模 22—垫板 24、28—右导料板 26—凹模 29—侧刃挡块 30—成形侧刃 31—承料板
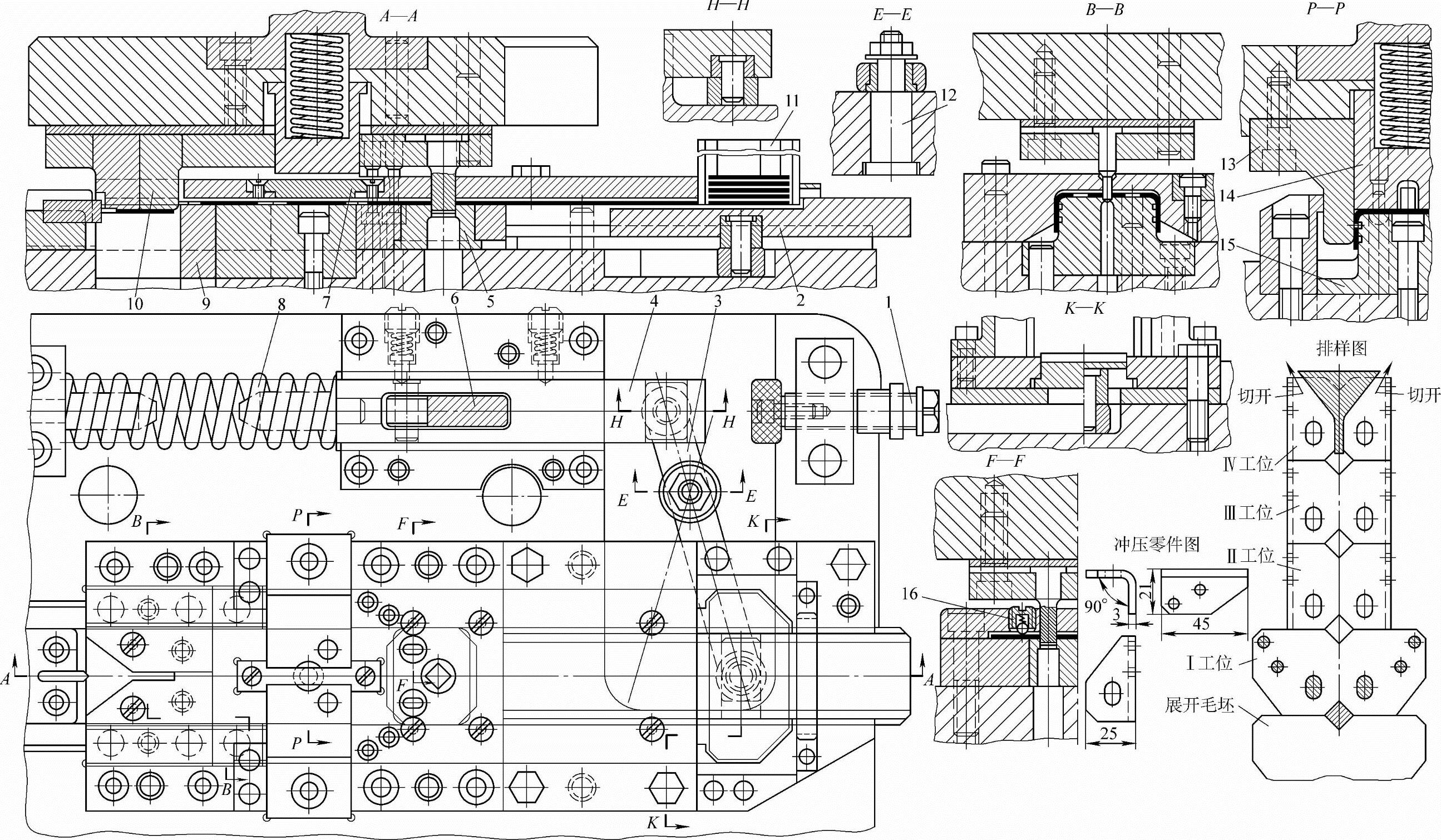
图5-76 角支架组合对称弯曲四工位连续式复合模
1-调整定位器 2-送料滑板 3-摆杆 4-楔滑块 5-凹模镶块 6-斜楔 7-转轴 8-弹簧 9切开凹模拼块 10切开凸模 11料斗 12转轴 13弯曲上模 14弹顶卸件器 15弯曲凸模 16弹性顶料器
挡板冲压工艺,按成对组合对称两列并排有搭边排样,进行有废料冲裁。用成形侧刃冲切搭边获取展开毛坯的大部分外廓,仅留中间一部分搭边与展开毛坯连接,实现用送进原材料携带工件,至后续各工位。预冲孔、翻边均在弯曲成形前完成。
该冲模主要结构特点如下:
1)采用由上向下弯曲实现成对弯曲成形。沿送料方向的横轴线,弯曲力及由此产生的侧向力一律向下对着模座且基本平衡,模具运作平稳。(https://www.xing528.com)
2)采用成对成形侧刃,为实现成对组合冲切搭边创造了条件,并很好地控制了送距进距,使每一工位送料偏差≤±0.15mm,确保了工件冲压精度。
3)七工位及工步顺序示于排样图上,空挡工位保证了凹模寿命及凸模在固定板上有足够的安装位置。
2.角支架组合对称弯曲四工位连续式复合模
图5-76所示为角支架弯曲件采用两件组合落料毛坯片料,再用四工位连续式复合模进行连续冲压一模成形的实例。
角支架是大型仪器的承力构件,材料为45钢冷轧钢板,料厚t=3mm,形状简单,是一个单角L形90°弯曲件。零件上有群孔与大的倒角,冲裁力与弯曲力都较大。
如图5-76所示,单角弯曲件经组合而成为对称弯曲的双角弯曲件。工艺采用展开毛坯用单工序落料模完成,并且为两件组合展开毛坯落料,再用连续式复合模冲孔、弯曲成形后切开。
该冲模的结构设计具有以下特点:
1)设计成自动送料的冲裁、弯曲、切开连续式复合模。
2)冲模送料设计了单作用驱动斜楔传动的楔—摆杆带动的滑板送料系统,由冲模入料口上方的专用料斗储存落料毛坯,料斗下部由滑板逐件推送毛坯入模进行冲压。冲成的工件靠模孔漏件出模。
3)模具各工位均用镶拼组合结构。
4)送料进距可通过摆杆机构调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。