



1.单角弯曲件二工位连续式复合模
图5-67所示为带孔L形单角弯曲件二工位连续式复合模典型结构。第1工位冲6个孔,第2工位切断同时弯曲。该冲模的主要结构特点如下:
1)工位安排沿材料送进方向呈直线,不留空工位。第1次送进在第1工位冲出4个Φ6.5mm圆孔和两个长圆孔;第2次送料到第2工位,用成形切断凸模切出R40mm圆弧,在下模继续下行中压弯成形。
2)弯边长达55mm,需要较大弯曲空间。同时,也为了便于从弯曲凹模中吹卸冲件,在下模上,第1工位冲6孔部分采用固定卸料板;而第2工位则全部敞开,不用卸料板,考虑充分满足弯曲成形需要的更大模具空间。
3)为保证送料准确,模具上使用了侧压装置和固定挡料块。
4)为提高制模工艺性和寿命,凹模用镶嵌结构,凸模固定板采用多块组合结构。冲孔凸模除采取杆部加粗的加固措施外,还利用卸料板导向,对其工作端以横向支承,改善其受力状态,增强其抗纵弯能力。

图5-67 单角弯曲件(L形)二工位连续式复合模
1—冲孔凸模 2—冲长圆孔凸模 3—弯曲凸模 4—模柄 5—上模座 6—切断凸模 7—弯曲凹模 8、9—冲孔凹模
2.局部切口压弯三工位连续式复合模
图5-68所示为角座板零件三工位连续式复合模。该模具采用平侧刃对送进材料的进距限位,并裁切料宽达到冲件宽度要求。送进材料经过裁边、冲孔两工位后,在第3工位,利用切口压弯凸模,横向两边切开,纵向压弯90°;零件顶部的两个半圆头,则用成形切断凸模在切断时冲出。这套冲模虽在工位安排上与图5-67有相似之处,但又有以下显著特点:
1)排样图设计采用裁搭边排样,使工位安排紧凑,简化了冲模结构。选用平侧刃起到裁边、定位、限距三个作用。侧刃长36mm等于送料进距,送进料宽62~63mm。用平侧刃裁切成工件要求的宽度600-0.4mm。成形切断凸模冲切搭边并冲裁出工件外廓,同时切口压弯凸模将冲件另一面材料切开后压弯。
2)结构设计采用整体式凹模、整体固定卸料板及凸模固定板。
3)采用标准的滑动导向后侧导柱模架。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-68 局部切口压弯三工位连续式复合模
1—下模座 2—卸料板 3—压弯凸模 4—导套 5—上模座 6—导料板 7—侧刃 8—切断凸模
3.复杂的单角弯曲件四工位连续式复合模
图5-69所示的单角弯曲件不仅带孔,而且还有个半圆槽,至少需要冲孔、切口、压半圆槽、弯角、落料等几个基本冲压工艺工步。要在一套冲模上冲制这样复杂形状的工件,必须采用多工位连续式复合模,且模架整体刚度要好,导向精度要高,细长冲孔凸模要考虑加固,见图5-69。
该模具在结构设计上有如下特点:
1)用送进带料携带工件,实现各工位间连续冲压时的材料(半成品)传递工作,冲成工件后切断(落料)与原材料分离。为此,必须将零件的外廓分工位冲切,逐步完成;而且只能用切除余料、裁去搭边的冲制方法,分步冲出外廓,详见图5-69中排样图。
2)该零件展开平毛坯见图5-69。排样采用单列直排。排样图设计是采取先冲顶角外廓与底边,中部先冲4mm×10mm矩形孔后压半圆槽,而后在半圆槽两边,冲Φ3mm孔并弯顶角90°后,再从材料上切两边分离工件。冲矩形孔后压半圆槽,可准确限定其长度;压半圆槽后冲孔,可防止孔距及孔形因压弯而缩小及变形;冲裁顶角外廓后弯角形,保证了工件外形准确。
3)模架采用加厚模座的滑动导向对角导柱模架,刚度好,强度高,受力及导向较平稳。为保护Φ3mm细长冲孔凸模,采用卸料板导向结构,卸料板加厚并取其厚度之半为凸模导向段,与凸模配合型孔采用基轴制h6/H7精密配合,实现准确导向。为保证卸料板的整体导向精度和刚度,在卸料板上装有6根小导柱与凸模固定板上的导套配对导向,见图5-69中E—E剖视图。同时上模的弹压卸料板又与下模的导料槽呈凸凹配合,使模具在连续冲压时平稳、准确、可靠。
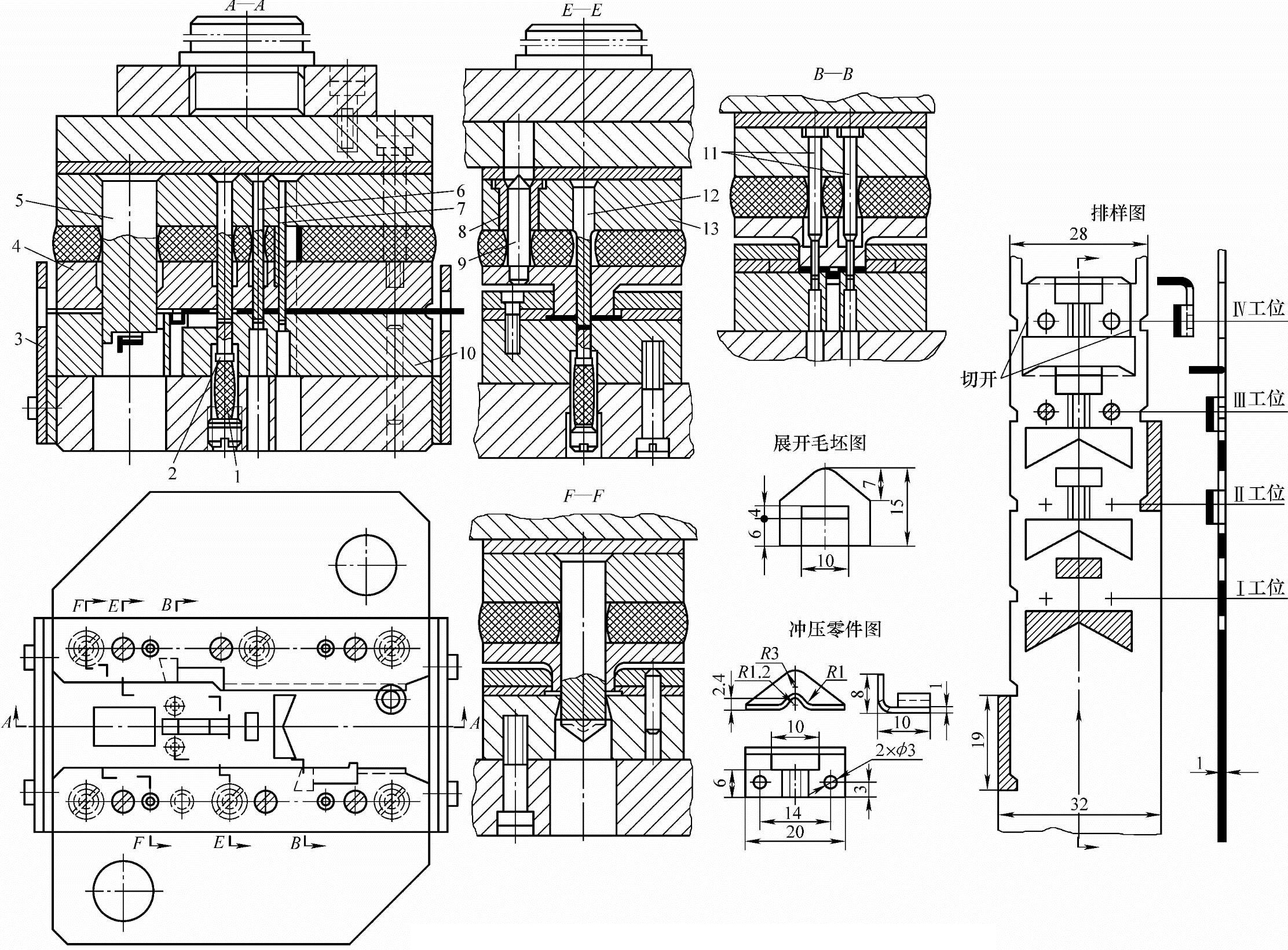
图5-69 复杂单角弯曲件四工位连续式复合模
1—橡胶体 2—弯半圆槽凹模 3—防护栅板 4—卸料板 5—落料(切边)凸模 6—冲长方孔凸模 7—冲切三角顶凸模 8—导套 9—小导柱 10—凹模 11—冲孔凸模 12—压半圆槽凸模 13—凸模固定板
4)凹模、卸料板、凸模固定板均采用整体模板,用两边前后两组侧刃对送进材料定距、限位。经第一组侧刃对送进材料切边后进入第Ⅰ工位,用裁搭边法将工件顶角及相连工件底边间搭边(余料)冲去;第Ⅱ工位冲4mm×10mm矩形孔,压半圆槽;第Ⅲ工位冲两个Φ3mm的孔,并弯角部90°角;第Ⅳ工位切除两边(携件边)余料分离出工件。
从以上结构分析中可知,对于单角弯曲件多工位连续式复合模,关键是弯曲工位的安排。如果在工件与原材料分离前弯曲,可用送进材料携带工件,从而简化冲模结构,但工件展开毛坯必须分两次以上用裁搭边法冲切,最后分离切断线,正是零件非弯角部分轮廓线,见图5-69;若弯曲与分离切断复合在一个工位上,必须将弯曲置于切断后同时进行,见图5-67、图5-68。如要将展开毛坯落料后在下一个工位弯曲,则必须将整体落料毛坯在反顶嵌入原搭边框中或在模具上,设置将毛坯推送至弯曲工位的专门机构,冲模结构将更复杂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。