



确定沿边、搭边宽度值的方法很多,如计算法、查表法、图算法,后两种较为常用。
一般用查表法确定不同材料、不同形状与尺寸、不同冲裁料厚及不同排样的冲裁件,进行有沿边、有搭边排样所需的沿边与搭边宽度值。由于查表法使用的表格能准确使用的范围有限,一般都明确限定在以下情况下使用:
1)用于圆、方、矩形等简单几何形状的冲裁件,异形冲裁件不能直接使用。
2)只适用于金属材料。
3)只适用于单列直排排样,不能用于双列、多列直排、斜排、对头排样。
4)大多未考虑压力机滑块速度及送料方式。
(1)查表法 为适应各种不同的现场生产技术水平和条件,推荐以下两种查表法来求得合适沿边与搭边的宽度值。
1)冲裁金属材料的沿边与搭边值见表4-3。
2)低碳钢冲裁最小沿边与搭边值见表4-4。
(2)图算法 确定冲压件排样合适搭边值的列线图见图4-38。
表4-3 冲裁金属材料的沿边与搭边值 (单位:mm)(https://www.xing528.com)
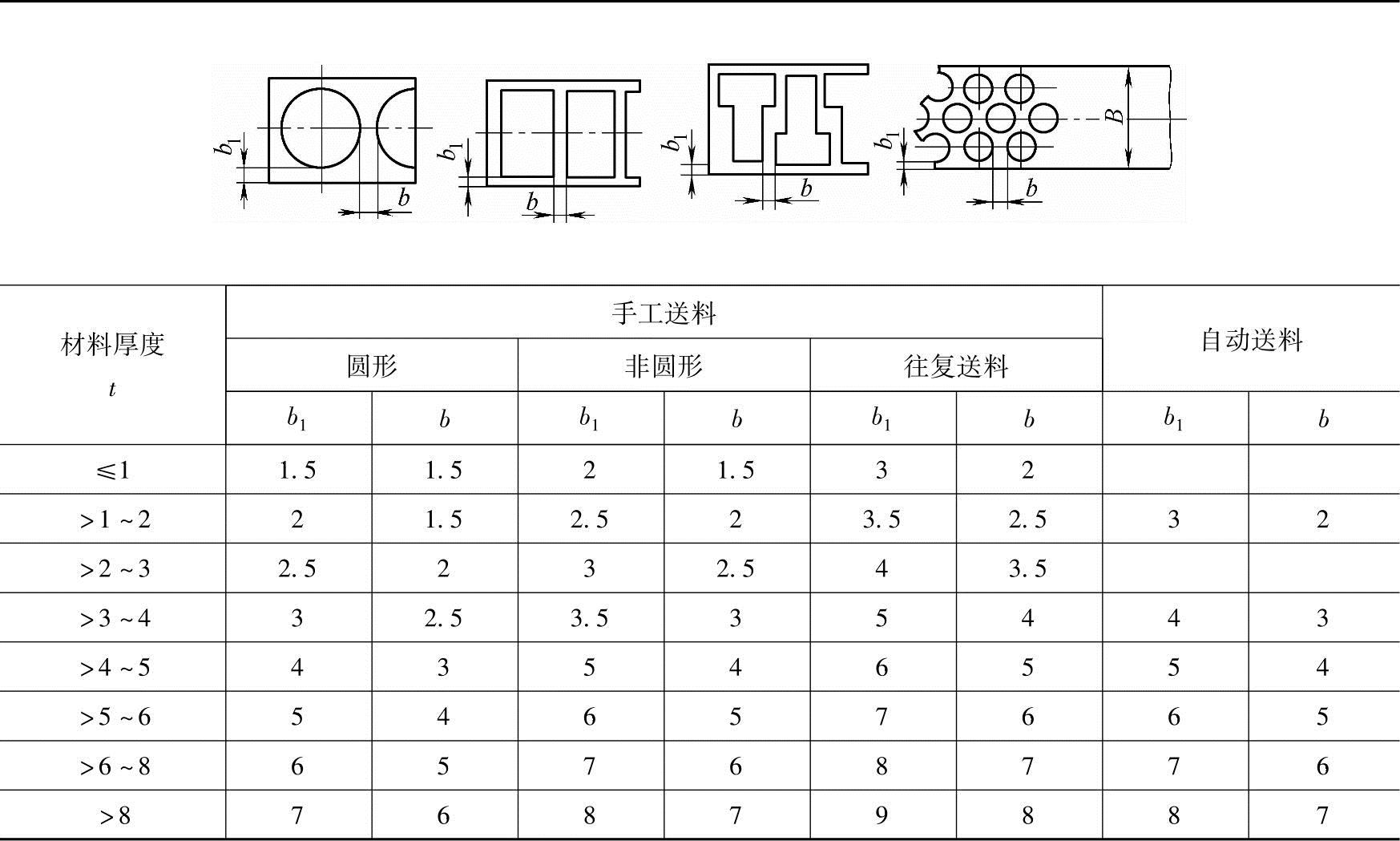
注:1.冲非金属材料(皮革、纸板、石棉板等)时,搭边值应乘1.5~2。
2.有侧刃的沿边b1′=0.75b1。
表4-4 低碳钢冲裁最小沿边与搭边值(单列直排) (单位:mm)

注:表中搭边值适用于低碳钢,对于其他材料,应将表中数值乘以下列系数:中等硬度的钢,0.9;软黄铜、纯铜,1.2;硬钢,0.8;铝,1.3~1.4;硬黄铜,1~1.1;非金属,1.5~2;硬铝,1~1.2。
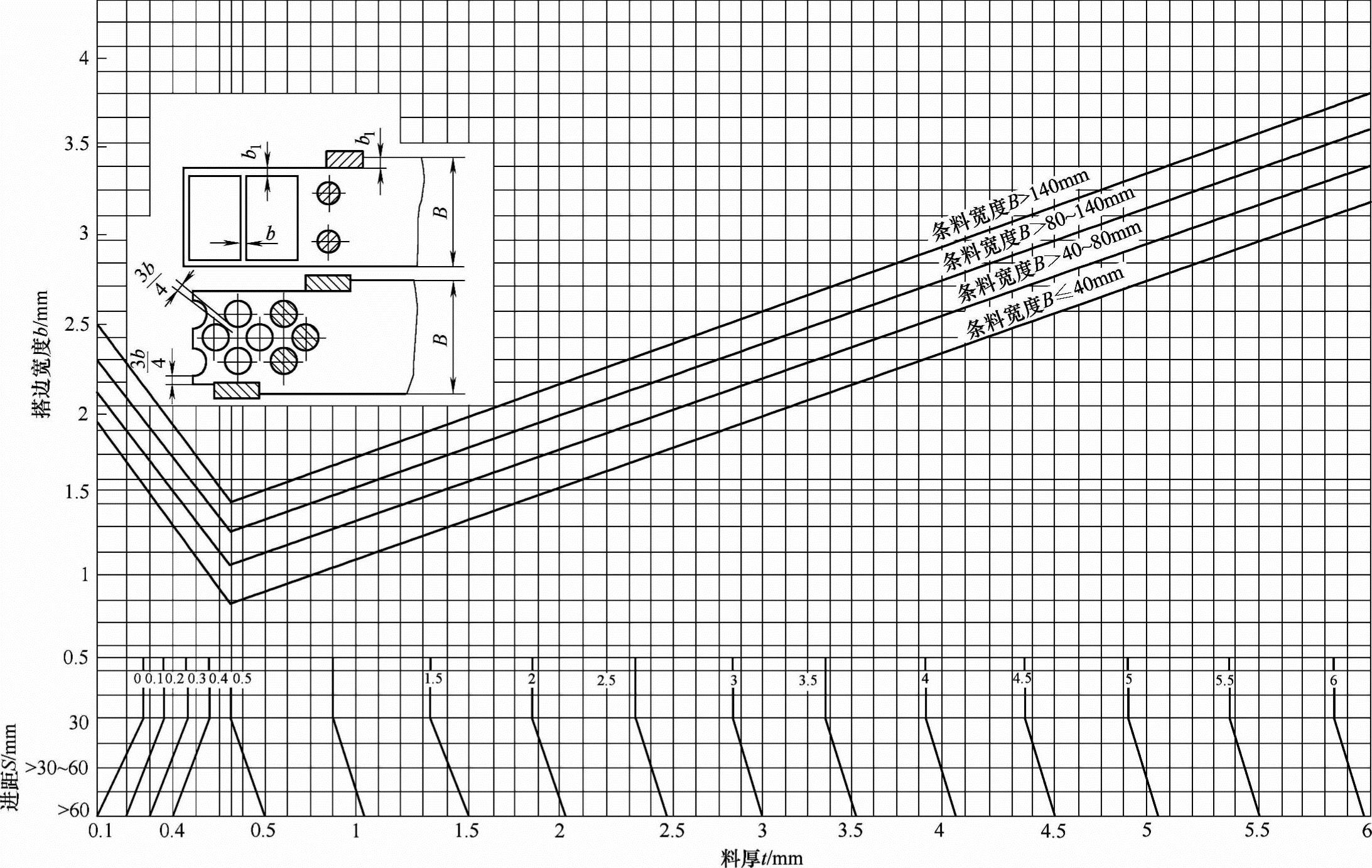
图4-38 确定冲压件排样合适搭边值的列线图
注:1.冲压件为镍、纯铜、锡、纯铝等材料时,图算结果乘以系数1.2。 2.冲压件为皮革、压纸板、塑料板等材料时,图算结果乘以系数2。 3.圆形件参差排样,图算结果乘以系数0.75。 4.金属冲压件反身冲裁,图算结果乘以系数1.5。 5.当冲压件料厚t<0.4mm时,取6l=1.2b;当t>0.4mm时,取bi=b。
迄今为止,相专资料上给定的搭边与沿边宽度值大多来自国外资料,现场使用总是偏小。原因是现场的原材料类型、送料方式、使用模具类型与冲压设备技术状态及动态精度等,都有别于制定搭边与沿边值表格时的条件。目前国内大量的中小型企业、民营与乡镇企业使用板材条料多,手工送料多,使用无导向敞开式冲模及无导柱模架固定卸料结构模具多。考虑到冲压设备技术状态及动态精度不高、操作工人技术水平普遍不高且差异较大等实际情况,只能用更宽大的搭边与沿边值给予补偿,防止搭边、沿边过小,出现卡模、拉断搭边框,影响冲压工作正常进行。根据实际情况推荐用图4-38图算搭边宽度值。该图把沿边b1、搭边b以及侧刀切边宽度b1三者统一为b值进行图算。对于不同冲压件材料,在不同情况下,再将图算结果乘以不同的系数调整,十分方便。多年实践经验证明,其图算结果较适合国情并接近实际,尤其是对连续冲压的多工位连续模更合适。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。