



【摘要】:该冲模结构设计,采用将加厚的卸料板,在弯曲与落料工位处,按工件弯曲所需空间和弯曲后的高度,挖制一个凹口,满足工件弯形及送料携带工件至落料工位所需空间。4)该冲模的实际冲压工步仅五个,增加了三个空挡工位,详见排样图。
实验用精细接线头的材料、外观、尺寸及使用性能等都有要求。图4-35所示小型接线头,除对精度有较严要求外,外观也较讲究,要求不准有肉眼可见表面缺陷,不许有手感毛刺。
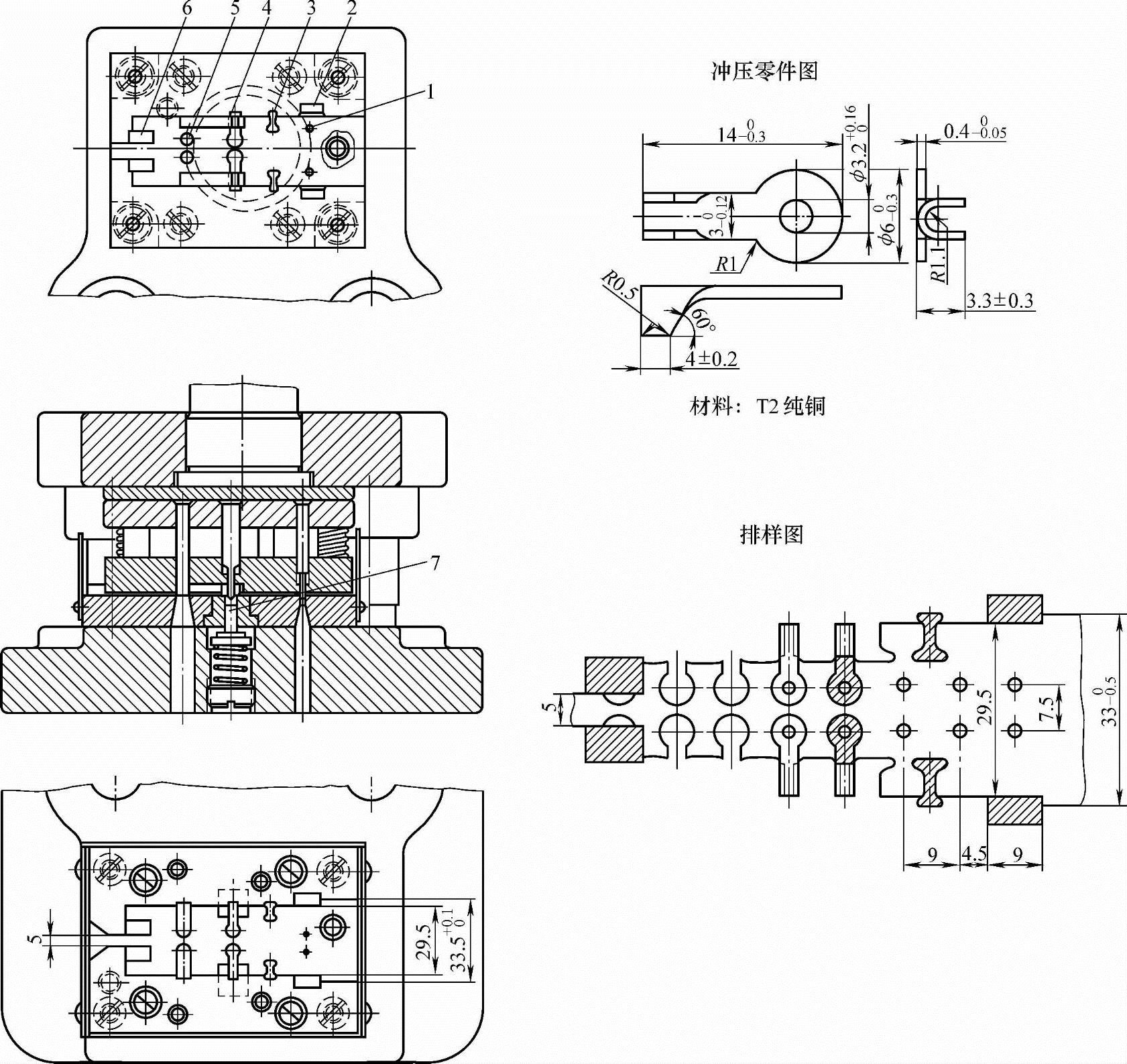
图4-35 接线头八工位连续式复合模
1—冲孔凸模 2—侧刃 3—裁搭边凸模 4—弯曲凸模 5—落料凸模 6—切废料凸模 7—弯曲凹模
该零件采用有搭边双列对头直排,一模两件。采用两个矩形侧刃,两边对称安装,控制送料进距,用裁搭边法冲切弯曲部位的展开外廓。靠送进原材料携带工件,实现工位间材料(工件)送进。最后工位,切碎搭边废料,以便回收打包。
该零件冲模的结构设计有以下几点值得注意的措施:(https://www.xing528.com)
1)弯曲后落料分离,将弯曲工位放在落料分离工位之前,使用弹压卸料板,由于弯曲后工件增高,带来了困难。该冲模结构设计,采用将加厚的卸料板,在弯曲与落料工位处,按工件弯曲所需空间和弯曲后的高度,挖制一个凹口,满足工件弯形及送料携带工件至落料工位所需空间。
2)设专门剪裁工位,切碎搭边废料。但留出中间5mm宽的窄带,可冲制更小尺寸的零件。
3)在凹模板上四周装设了防护栅。在送料入口侧留出送料口。
4)该冲模的实际冲压工步仅五个,增加了三个空挡工位,详见排样图。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。