



随着冲模设计与制造技术的提高与不断完善,多工位连续式复合模的使用日趋广泛与普及。在冲压生产中采用多工位连续式复合模,存在着巨大的节能降耗、降低成本的潜力。
1.冲压零件工艺性分析
连接座(见图4-30)采用材料为1.5mm厚的10钢冷轧板冲制而成。其外形尺寸为长×宽×高=45mm×36mm×12mm。该零件中心有Φ20mm×4mm内孔翻边圆柱台,其四角有4个Φ3+0.10mm孔,孔距要求较高,公差均为0.03mm。孔边距为3mm和3.5mm。两边的弯边高度仅6.5mm,弯角内边弯曲半径R=2mm。由于其料厚t=1.5mm,4个角的Φ3±0.1mm孔最小边距为3mm,孔心距为18+0.030mm×32+0.030mm,4小孔中心又有Φ20mm翻边柱台,用单工位复合冲压的工艺性较差,即一次冲孔并翻边会使冲模的结构设计发生较大困难。但冲孔、翻边、弯曲分工位或分序冲压则没有问题。冲压零件上所有平面的线性尺寸公差,均要靠制模精度保证。冲压零件弯形后会有回弹,好在弯角允差稍大,弯边高度及两弯边开口要求公差不严,同时工件材料弹性不大,回弹量有限,只要冲模结构上采取适当措施,即可控制回弹不致造成超差。
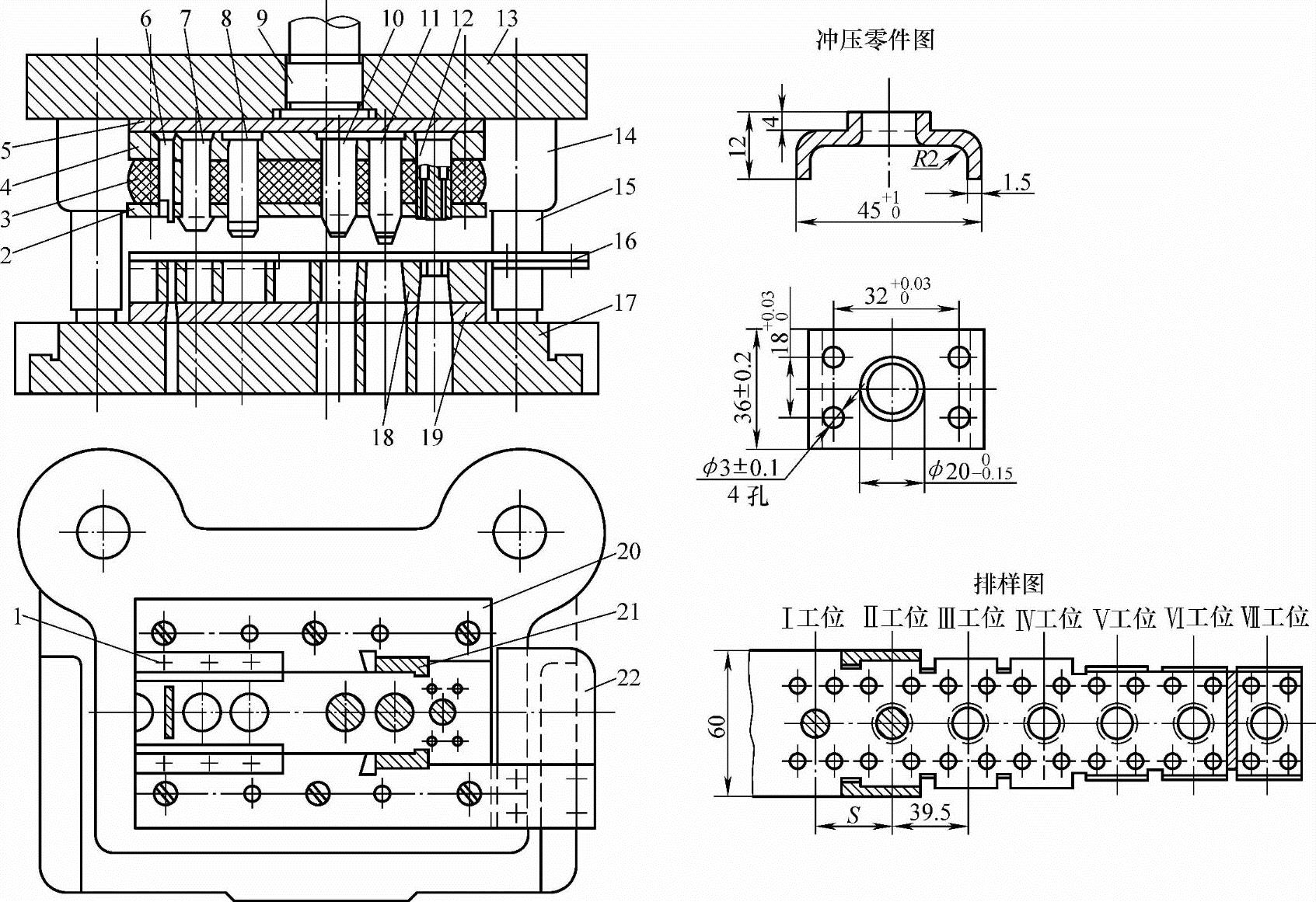
图4-30 连接座七工位连续式复合模
1—弯曲凹模镶条 2—卸料板 3—橡胶体 4—凸模固定板 5、19—垫板 6—切断凸模 7—定位校准凸模 8—弯形凸模 9—模柄 10—翻边校形凸模 11—翻边凸模 12—冲孔组合凸模 13—上模座 14—导套 15—导柱 16、20—导料板 17—下模座 18—凹模 21—成形侧刃 22—承料板
2.工艺对比
用传统冲压工艺冲制连接座,通常是采用冲孔—落料连续冲裁模,先冲切出平板展开毛坯,然后用单冲翻边模翻边、单冲弯曲模弯成形,总共至少需要三套冲模。在最初冲制这个零件时,为简化冲模设计与制造,采用五套单工序冲模生产,即落料展开毛坯、冲翻边孔、翻边、冲4个小孔、弯成形。上述曾使用过的冲压工艺,在过去中小批量轮番生产中,虽完成生产任务,但耗费工(台)时多,零件质量低,尤其是互换性差,成本高,难以适应大量生产的需要。为缩短工艺流程,减少生产工序及设备数量,压缩生产周期,满足扩大生产的需要,曾考虑采用两套冲模。一套连续模完成冲4个小孔、冲翻边孔、翻边和落料毛坯。该连续模4个工位,还可采用无搭边排样,最后工位剪裁分离即可;另一套是弯形单工序冲模。由于无搭边排样,条料剪裁难以保证工件外形宽度尺寸36+0.20mm,而最终没有采用这一工艺方案。
如今采用一模成形冲压工艺,重点考虑以下几点:
1)用一套多工位连续式复合模、一台压力机、一个操作工,直接从原材料一模成形冲制出符合冲压零件图要求的成品零件。
2)采用单列直排有搭边排样,冲压工艺过程及冲压工步如下(见图4-30中排样图):
①冲孔,包括Φ3+0.10mm的4个小孔和中心翻边预冲孔。
②成形侧刃冲切外廓两边,翻边。
③弯形,一次同时弯两边。
④切断分离,切除中间连接搭边,推卸出工件。
3)工位间送进方式采用分切式携带法,故必须采用有搭边排样。将中间搭边作为工位间送进的纽带,依靠送入原材料携带工件(坯件)至各工位,也是确保外廓冲切尺寸精度的补偿搭边,在最后工位切除这部分纽带。
4)设两边两组成形侧刃,用裁搭边法冲切出工件展开平毛坯的两端及要弯边的外廓,当然还要稍长一些,以便一次弯成形。
5)为确保四个小孔的孔距精度及翻边柱台的位置度,翻边前的预冲孔应与4个小孔在同一工位一次冲出。
上述一模成形工艺虽仍采用手工送料,但操作者手指远离模具工作区,故十分安全。而且,采用通用的一次送料装置后,亦可进行全自动冲压。
3.排样图设计(https://www.xing528.com)
在设计连接座的多工位连续模排样图中,应注意以下几点:
1)无搭边排样虽然材料利用率高,但冲压精度低。当冲压零件尺寸精度高于IT13时,不推荐采用无搭边排样。图4-30所示冲压零件不仅尺寸精度较高,同时欲采用多工位连续式复合模一模冲制完成,且工位间送料进给使用分切式携带法实施,即用送进原材料携带坯件至各工位,故只能进行有搭边排样。通常情况下,连接各工位坯件,最后才冲切去除的中间搭边。往往要在查表或图算获得最小搭边值的基础上,还需按冲压零件形状、尺寸大小、工位数多少,从携带坯件需要和冲模结构设计要求考虑,确保冲压送进中不变形,冲切方便,还要适当加大。
2)由于冲压零件4个小孔中Φ3mm±0.1mm的孔距公差要求较严,应考虑在同一工位上冲出;为保证准确的翻边位置,翻边预冲孔也要同上述4个小孔一次冲出。而后靠翻边柱台定位,冲切工件外廓。
3)多工位连续模工位间送进方式虽还有传递法,但携带法使用最普遍。因为用携带法实现工位间送进冲模结构简单,不需在冲模上设置二次送料即传递坯件机构。在携带法中,分切式携带比嵌入式携带使用范围更大。图4-30所示冲压零件即采用分切式携带法实现工位间送进。
4)工位间的送进方式影响到冲压工艺过程及工位的顺序与数量。分切式携带法没有坯件落料工位,而将其分为2~3个工位分工步冲切。传递法要在展开毛坯一次落料后再弯形。该冲压零件是在成形、弯曲后切断分离,外廓用成形侧刃、切断凸模分次完成。
5)成形侧刃不仅承担进距限位工作,还利用冲切沿边,冲出工件部分外廓。因此,其冲切刃口形状,可依冲压零件外廓形状变化,可以是任意形状。
6)按冲压工艺过程排定的冲压工步绘制排样图时,要认真考虑冲模结构设计的要求,要充分满足工件变形、校形、冲裁和分离等工艺作业对工位的需要,以保证工件成形质量。图4-30中设置了翻边后的校形,以及Ⅳ和Ⅵ两个空工位。Ⅶ工位切断分离凸模距弯曲凸模太近,凹模壁厚太小,且凸模在固定板上固定位置太小,以及切断前尚须用翻边柱台内孔与外圆准确定位后再切断,故必须增加空工位Ⅵ。翻边后高度不足及形状不好,则是增加校形工位Ⅲ的原因。
4.冲模的结构设计要点
排样图完成之后,冲模的结构也大体上确定下来。尽管在冲模结构设计过程中,还有可能对排样图及工位排列进行调整,但多为局部的。图4-30所示冲压零件所用多工位连续式复合模,全部七工位沿送料方向在同一平面成直线布置,工位间送进采用分切式携带法解决,故只需依排样图及有关参数,确定以下总体设计问题:
1)根据工件使用原材料宽度和送进长度,考虑导料板及导料槽宽度,计算出下模的平面尺寸。依此选定标准模架的凹模周界L×B。
2)工件料厚t=1.5mm,考虑翻边、弯形及冲小孔卸件需要,采用弹压卸料板。根据凸模固定板厚度、卸料用弹性元件的自由高度、卸料板厚度以及冲压时凸模进入凹模深度、总刃磨量等项内容,可以确定需要的凸模长度。而后再根据凹模厚度及上下模座厚等,便可计算出冲模闭合高度,依此选定凹模周界尺寸,就可选定不同类型标准模架的规格。对于细长凸模还应核算其抗纵弯能力。图4-30所示冲压零件虽冲孔最小直径为3mm,但采用超短加固结构,便没必要校核其抗纵弯能力了。
3)Ⅰ工位冲孔凸模的结构设计,采用在矩形断面的杆端车出翻边预冲孔圆凸模直径,其长度为卸料板厚度的2/3,矩形杆的总长为计算凸模总长度。在该矩形杆的圆、矩形断面的交接平面的四角,按32+0.010mm×18+0.010mm的孔距公差,加工出镶装短的冲4个Φ3mm±0.1mm小孔凸模的台阶通孔,制出Ⅰ工位冲5个孔的凸模。
4)使用成形侧刃取代普通标准侧刃,对送进原材料进距限位。成形侧刃沿送料方向的刃口长度,通常与送料进距相等,制造时取单向正差0.01~0.015mm。
5.设计、制造及使用中的几点提示
根据国内现有制模工艺水平、冲压生产技术及设备条件,兼顾传统冲压技术,多用条料且以手工送料为主的现状和实际情况,对推广使用一模成形多工位连续式复合模,提示如下:
1)选用冲压设备,要考虑多工位连续模连续冲压的特点及其需要冲压吨位加大的特殊性。因为机械压力机是靠其飞轮转动储备能量,当连续冲压时会因其飞轮转速下降,输出的冲压功及压力都会减小。当飞轮转速下降超过10%,就会影响冲压工作的正常进行;当其转速下降20%以上时,会出现卡模甚至超载停机,严重的会造成电动机滑差,线圈过热而烧毁。正常情况下,压力机飞轮转速下降50%时,其输出冲压功也将减半。因此,在选用多工位连续模使用压力机时,应在计算压力和功的基础上加一倍,选定稍大一点的标准吨位系列压力机为宜。
2)尽量选用卷料或长的带料。如果没有这两种原材料,建议选用大规格长板料裁成的长条料,以利于减少料头料尾损失,并提高生产率。短的条料非但利用率低,也不利于送进,特别是不利于机械化与自动化冲压作业。
3)冲裁工位尤其初始几个冲裁工位的凹模,建议设计为整体模板,以便于和固定板、卸料板(导板)叠合,用电火花线切割一次加工出对应模孔,除提高制模效率外,制模精度尤其模孔同轴度极好;弯曲等成形工位则可按工位需要设计成镶拼结构,以利制造、修理与刃磨。
4)在大量生产时,当压力机滑块行程次数>45次/mm时,就应采用送料装置,送原材料入模自动冲压。手工送料的频率受人体机能的制约,如长时间在滑块行程次数大于45次/min的压力机上手工送料,极易疲劳。不仅送料的强制节拍保证不了,还会发生事故。根据国内目前无标准通用送料装置,国产普通压力机也不附带送料装置以及国产卷料规格少,绝大多数冲压零件用板裁条料冲制等实际情况,为减轻冲压劳动强度及操作危险性,也为提高冲压机械化与自动化程度,推荐在多工位连续模上设置原材料自动送进机构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。