



薄板多向弯曲立体成形冲压零件的一模成形,尤其对尺寸较小、形状复杂的多向弯曲件,不仅在冲压工艺、排样图及冲模结构的设计等方面,存在较大的技术难度,更主要的是,各工位送进方式的确定、各工位送料精度的提高,以及各冲压工步次序的排列等,都有较高的技术含量,而且,在模具制造上技术要求较高,模具调试技术难度大。汲取国内外的实践经验和先进技术,可以避免在推广应用一模成形多工位连续复合模中少走弯路。
仪表机芯支架七工位一模成形连续式复合模及其工艺安排和结构设计,颇具代表性,有较好的参考价值。
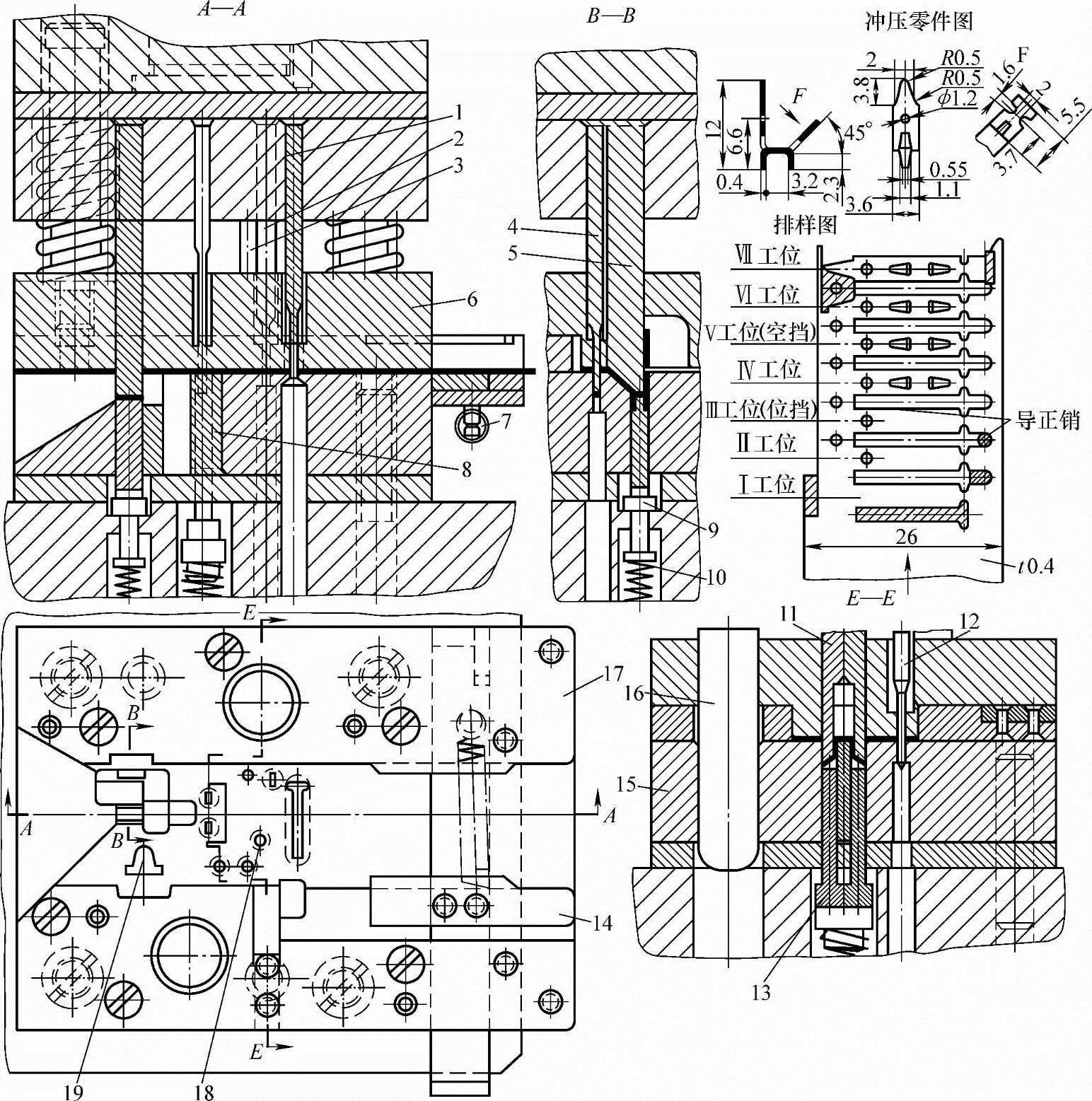
图4-29 机芯支架七工位连续式复合模
1、2、3—裁搭边与冲工艺定位孔凸模 4—切开凸模 5—弯形凸模 6—弹压卸料板 7—拉簧 8—切口扳边凹模 9—弯形凹模 10—弹簧 11—扳边凸模 12—导正销 13—弹顶垫 14—侧压装置 15—凹模 16—小导柱 17—导料板 18—冲Φ1.2mm孔凹模 19—搭边冲切凸模
1.冲压零件工艺分析
图4-29所示机芯支架,材料为硬态H68,料厚t=0.4mm。其外形类似弯脚伸向四方的X形,最大外形尺寸仅12mm,最小弯脚长度仅2.3mm。其展开平毛坯如图中排样图的Ⅶ工位所示,其尺寸为20.7mm×3.6mm,一端有Φ1.2mm小孔,另一端有宽1.6mm的两个对称的半圆凹口。头部为高3.8mm的等腰三角形,底角外有R0.5mm圆弧。中心点两侧3.2mm处,有对称的两个底边长1.1mm、高2.3mm的三角形切口90°扳边。此工件形状复杂、工艺性差,表现在以下几个方面:
1)将展开平毛坯弯成X形并保持一弯边与水平呈45°,相对两弯边呈一直边,即向四方多向弯曲。与一般V形、 形等弯形件相比,在弯曲成形及回弹消减等方面,难度更大。
形等弯形件相比,在弯曲成形及回弹消减等方面,难度更大。
2)冲Φ1.2mm小孔、宽1.6mm半圆凹口,以及底边为2mm而高仅3.8mm的等边三角形,且该三角形顶有R0.5mm的圆角,底边两头有连接0.8mm凸台的R0.5mm圆角。这些小尺寸孔、凹口、凸台及小圆角的冲切,都将给冲模结构设计带来困难,且对模具寿命的维持极为不利。
3)该工件尺寸小,展开平毛坯长宽比大,而冲压工位多,故必须要求送料进距偏差小、精度高。否则,不仅冲压精度难以保证,冲压尺寸、对称切口与凹口的对称度等,都会发生偏移而达不到要求。
4)考虑一模成形,就要将所有冲压工步,安排在同一套冲模的众多工位上。该工件料厚仅0.4mm,只能采用携带法实现工位间送进。这将对展开平毛坯的冲切,提出更高的要求,也对冲模导向结构及其制造精度提出更高的要求。
2.工艺方案的对比与设计原则
选择冲压工艺方案要考虑满足交货期T、质量Q及成本C。通过多方案对比,结合现场生产条件和技术水平择优采用。
交货期T的主要决定因素是冲压生产率,兼顾成本C与质量Q,对不同产量、不同生产性质的冲压零件,应采用不同的生产费用相对低廉、模具费用也较低的工艺方案及冲模(推荐冲模类型见表1-2),以获取更高的效益。(https://www.xing528.com)
不同的冲压工艺使用不同类型的冲模,而不同类型冲模的生产率、冲压精度、模具费占冲压零件生产成本的比率各异。通常情况下,各类经济(简易)冲模和组合冲模都是手工送料,生产率较低。在全钢冲模中,多工位连续模生产率较高,比单工位冲模要高两倍以上。若为其装设自动送料装置实现自动冲压,其生产率约为所用压力机滑块每分钟行程数的90%以上,达到冲模的最高生产率。一般说来,各类简易冲模的冲压精度低于IT13,全钢冲模的冲压精度,依其结构与制造精度不同,大致在IT9~IT13之间。虽然采取一些结构措施和制模手段,还可进一步提高冲压精度,但模具费要大幅度增加。模具费应包括模具制造费、模具刃磨与修理费,以及因模具意外损坏或拖期修理而造成的停工损失费。表1-2数据可供选用冲压工艺方案、核定冲压零件制造成本时参考。
3.工艺方案确定及排样图设计
机芯支架要求月产8~10万件,年产量超过百万件。采用单工序冲模分序多模冲制,除工艺流程长、效率低外,因工件尺寸小、毛坯入模和弯曲工序模上出件,不仅困难而且操作危险。采用这种分序多模冲压的落后工艺,不适于成批和大量生产这类小尺寸多向弯曲件,不能满足冲压零件交货期短、质量高、降低成本的要求。采用单工位综合式复合模冲制,由于该零件形状近似X形,需进行多向弯曲,加上工件尺寸过小:R0.5mm的尖角、Φ1.2mm小孔、宽1.6mm的半圆凹口、两个底边长1.1mm、高2.3mm的三角形切口、90°扳边等,均使单工位复合冲压的结构设计十分困难,模具寿命也无法保证。由于还要在落料展开平毛坯宽3.6mm的中心冲Φ1.2mm小孔,在宽3.6mm的两边冲出对称的宽1.6mm的半圆凹口,但两凹口顶间壁厚只有2mm,而冲出两凹口形成的端头凸台为1.2mm×3.6mm等,这对于复合模的凸凹模而言,制造困难,寿命很低,极易损坏。鉴于以上所述,单工位复合冲压工艺方案亦行不通。最后采用多工位一模成形连续冲压,但也有多种方案,可以对比择优选取。
与分序多模冲制所有弯曲件一样,基本工艺仍为:冲孔、落料展开平毛坯、弯曲成形。采用多工位连续冲压一模成形,就要将所有冲压工序安排在同一套冲模的多个工位上,分步冲压。就机芯支架零件而言,因其料厚t=0.4mm很薄,只能用送进材料携带工件的方法,实现各工位送进。可采用嵌入式携带法或分切式携带法实施连续冲压。
采用嵌入式携带法实现工位间送进,要整体落料展开平毛坯,并在落料凸模回程时由落料凹模内的反顶机构,将毛坯再顶入原搭边框中,由送进的原材料将其携带到最后弯曲成形工位,冲弯成形。
其工艺工步为:冲宽1.6mm的两半圆凹口和Φ1.2mm孔、冲口扳边1.1mm×2.3mm呈90°两处、整体落料、弯曲成形。这个工艺方案的主要缺点是:切口扳边后送料必须抬起,不方便且影响生产率;小尺寸冲孔凸模太多,易损坏;所有成对冲孔、切口扳边凸模相距太近,在其固定板上安装没有足够的位置。小凸模杆部必须加粗,而两者最小距离仅2mm,结构设计困难,故不能采用此方案。
采用分切式携带法实现工位间送进,可以克服上述方案的缺点,圆满实现一模冲压成形。分切式携带法是通过冲切搭边,分步完成对展开平毛坯的成形冲切,在最后工位再切开并弯曲成形。在排样图设计时采取如下措施:
1)充分利用裁搭边排样的优势。通过适当放大搭边量、小凸台及小凹口与搭边组合冲切,变小凸模和窄凸模冲裁为大凸模及刚度较好的凸模,如展开平毛坯的三角头及小台阶、毛坯尾部的半圆凹口与尾部小平台等,详见图4-29中排样图。
2)考虑冲模结构设计需要并提高凹模强度,凸模在固定板上的固定要有足够的位置,特设置Ⅲ、Ⅴ两个空挡工位,见图4-29中排样图。
3)采用标准矩形侧刃加导正销节制送料进距,并微调进距误差。考虑料宽而进距小、送进精度高,在侧刃一边的结构废料上增设工艺定位孔,并与另一端设在搭边上的导正销相当、平衡。
4)用侧刃控制进距误差<0.15mm,再经两导正销微调,可使送进偏差达到<0.04mm。
4.冲模的结构设计
采用标准导柱模架、弹压卸料板(带小导柱)导向的精密冲模结构,Ⅳ工位切口扳边后,为送进方便,特按两扳边齿距,留出空槽至Ⅶ工位弯形弹顶下模垫。冲孔与冲长槽孔凸模、杆部都予加粗。为提高凸模导向精度和抗纵弯能力,采用加厚卸料板和固定板。在导料板的入料口,装设侧压装置。最后的切口弯曲工位,设计有更大的成形空间,下模设有30°卸件斜坡,以便成形及冲压零件出模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。