



从图4-16冲压零件图可以看出,该零件不仅材料软而薄,结构尺寸为:长×宽=105mm×10mm,刚度差。为提高其结构刚度,零件沿中心线压出半圆凹形筋,中间弯成凹口,长19mm。通常情况下,这类冲压零件多用多工位连续复合模冲制。为获取更高的尺寸与几何精度,特别是平整的外形及良好的平面度与直线度,特意设计了如图4-16所示顺装结构综合式复合模,其结构具有很好的推广应用价值。
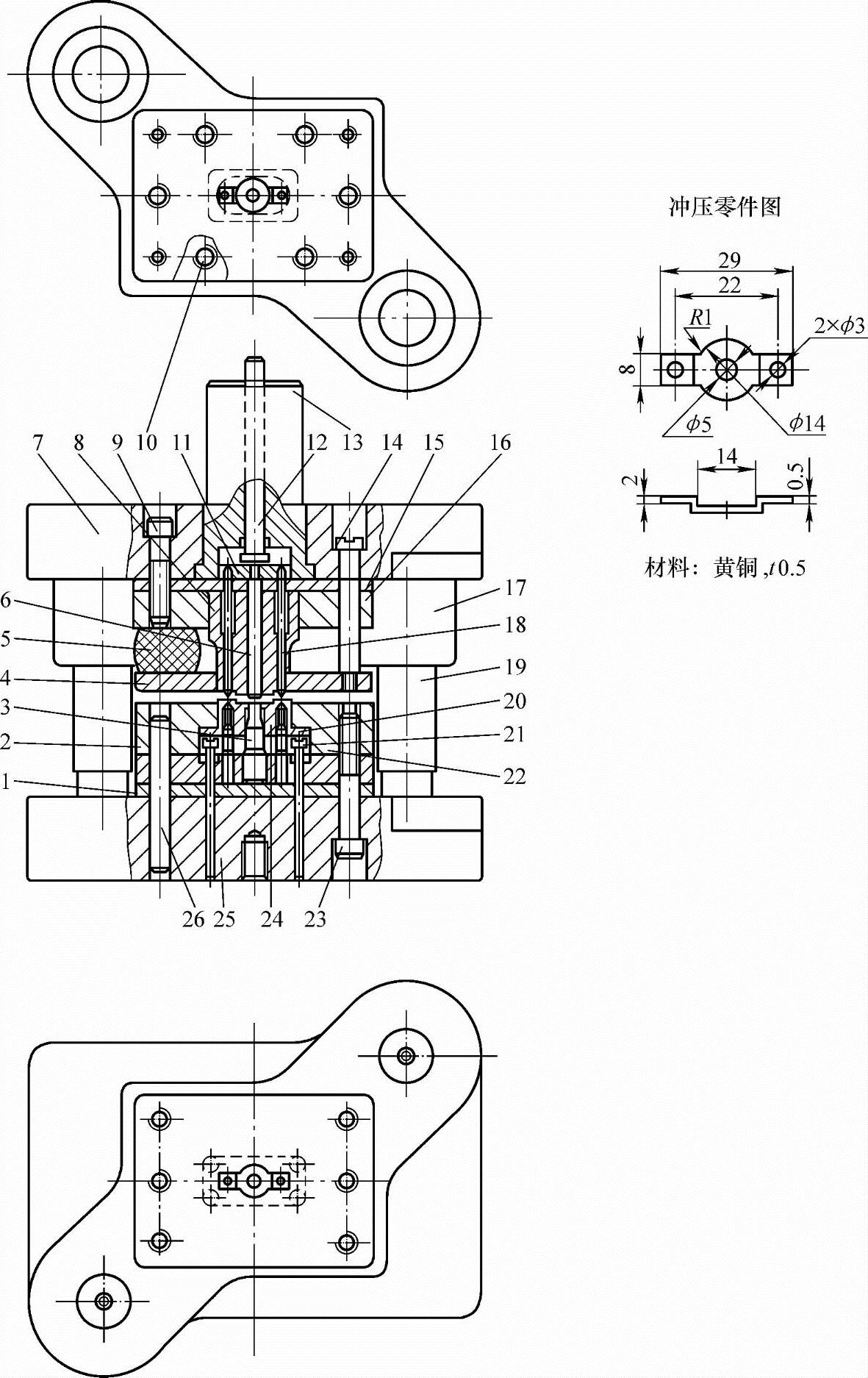
图4-15 导电片顺装结构综合式复合模
1、15—垫板 2—凹模 3—凸模 4—卸料板 5—橡胶垫 6、11、12、18—推杆 7—上模座 8—凸凹模 9—内六角螺钉 10、26—销钉 13—模柄 14—卸料板螺钉 16、22—凸模固定板 17—导套 19—导柱 20—凸模 21—顶杆 23—内六角螺钉 24—顶板 25—下模座
本例冲模为弯曲、压筋、落料、冲孔多工序复式冲模,适宜冲制材料不太厚,弯曲度不太高的零件。凸模是由7、9、10、11、12六块组合而成,因而制造大为简化,同时也便于修磨。顶块1应比凹模高出一些,以便冲制时先弯曲成形,然后再落料冲孔。这样,零件尺寸才能得到可靠的保证。定位钉3与凹模刃口部分相切,使废料互不相连,因此就不需脱料装置了。(https://www.xing528.com)
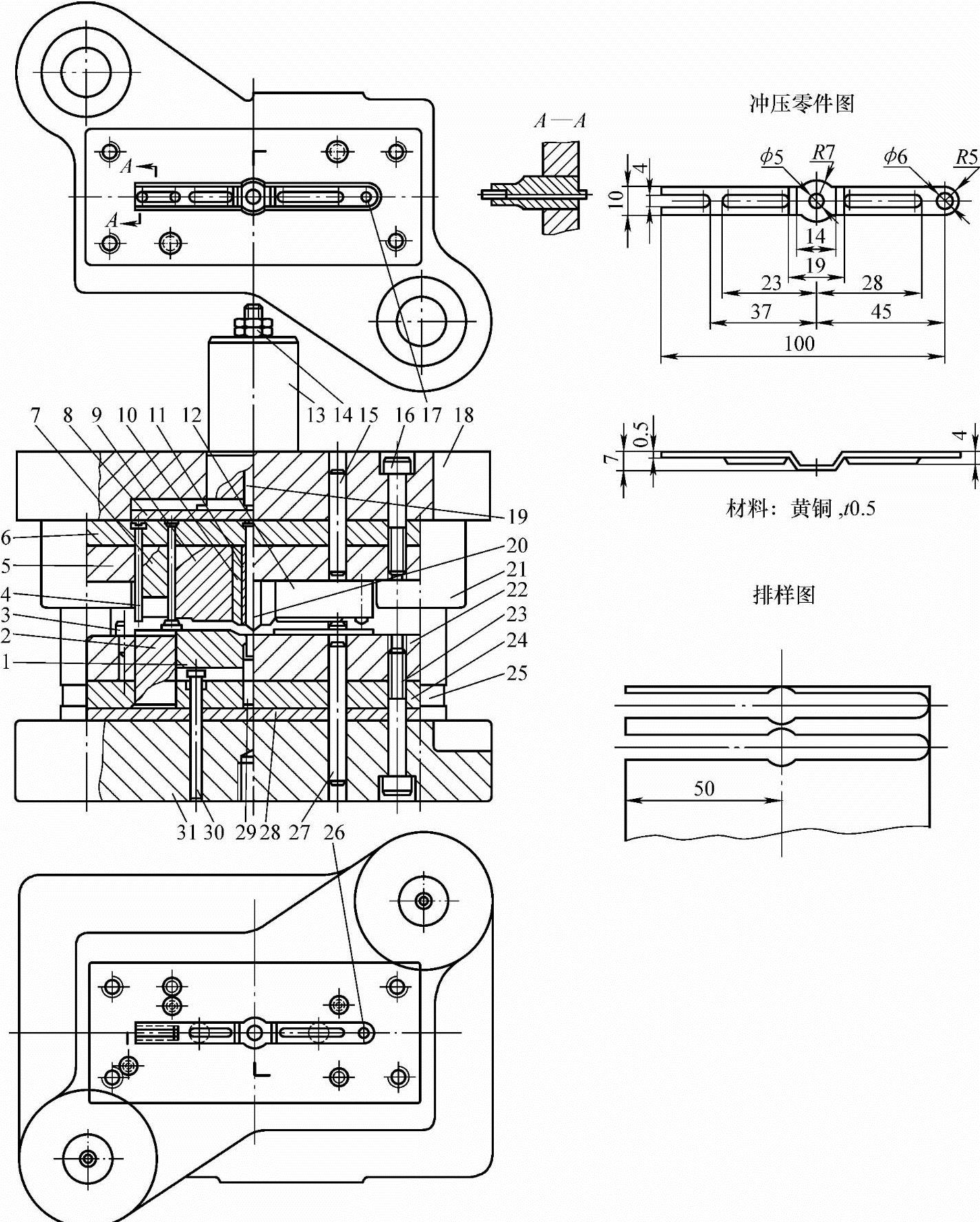
图4-16 调节片顺装结构综合式复合模
1—顶块 2、7、9、10、11、12、26、29—凸模 3—定位钉 4、17、19、20—推杆 5、24—凸模固定板 6—垫板 8—推板 13—模柄 14—六角螺母 15、27—销钉 16、23—内六角螺钉 18—上模座 21—导套 22—凹模 25—导柱 28—垫板 30—顶杆 31—下模座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。