



仪表高速转动的芯轴支架如图4-9中冲压零件图所示,通称芯轴架(或轴头座)。其形状复杂,尺寸与几何精度要求高,直接用带(条)料一模成形,难度很大。
芯轴架材料为20钢,其抗剪强度τb=320MPa,抗拉强度Rm=420MPa,材料厚度t=1.2mm。
1.芯轴架零件的工艺分析
该零件是一个高速旋转的芯轴端头支架。其整体形状为一个100-0.58mm×9.80-0.24mm的近方形带有Φ4.2+0.130mm中心孔的平板,其下部一侧带有两个 形固定夹,与上部平板高度差1.5mm。两
形固定夹,与上部平板高度差1.5mm。两 形固定夹内外均有自然斜度,内边高(5±0.48)mm,外边高3.5mm并稍向外倾斜,未注斜角及公差要求。
形固定夹内外均有自然斜度,内边高(5±0.48)mm,外边高3.5mm并稍向外倾斜,未注斜角及公差要求。
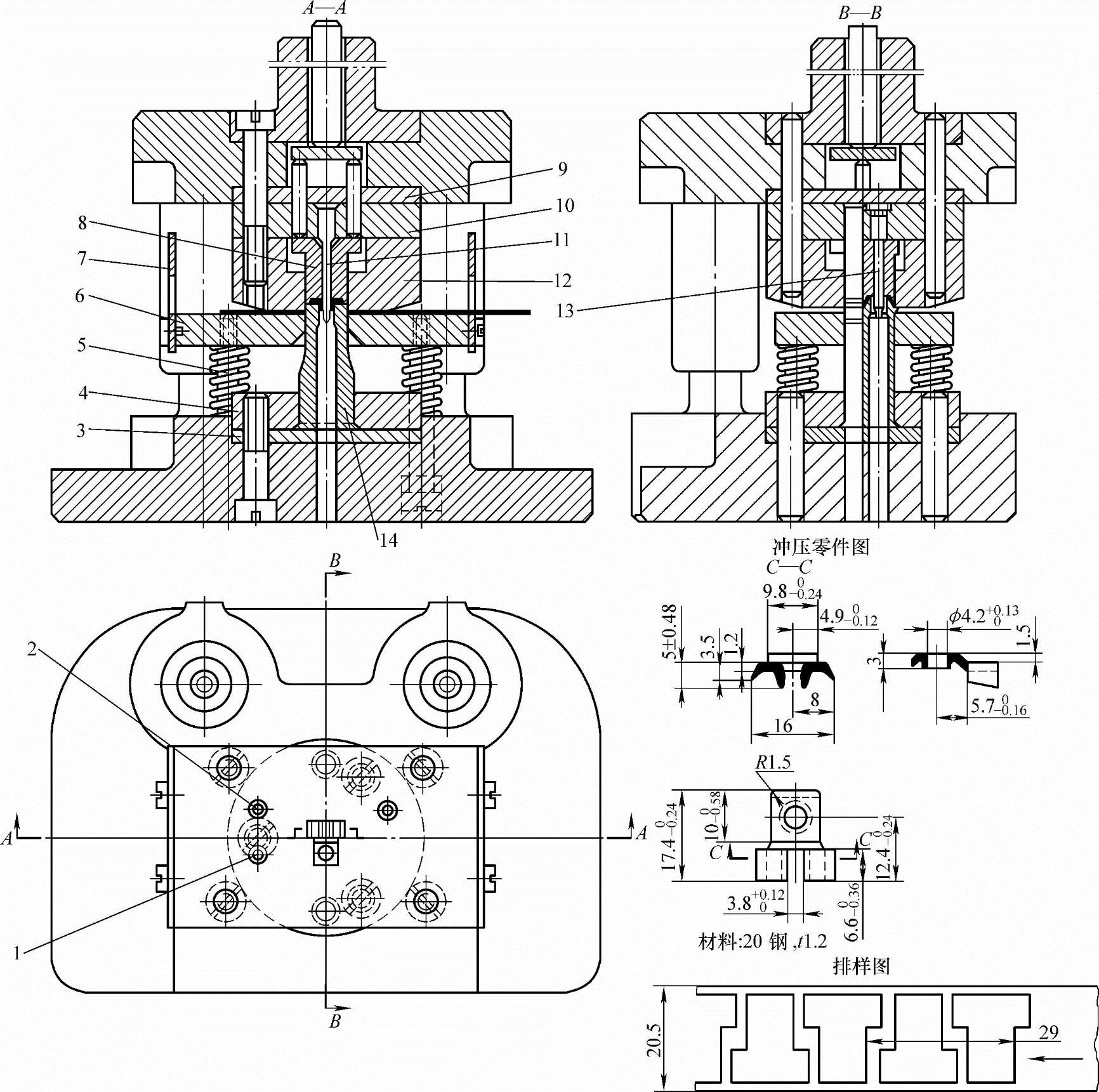
图4-9 芯轴架高精度综合式复合模
1—固定挡料销 2—侧面挡(导)料销 3、9—垫板 4、10—固定板 5—弹簧 6—卸料板 7—防护栅 8—卸件器 11—切开冲挤凸模 12—凹模 13—穿刺翻边凸模 14—凸凹模
这样形状复杂、精度要求又高的零件,除了用板料冲压加工成形外,其他任何常规的传统的加工工艺都无法加工。冲压加工有多种工艺方案。分序多模冲制是传统的老工艺;多工位连续模一模成形是现代冲压高技术;用综合式复合模一模成形对这类零件的加工也有一定难度。从上述三种工艺方案的对比中,可以更好地说明高精度综合式复合模结构设计的要领。
1)分序多模冲制效率低、精度差、操作危险性大。芯轴架这类高精度、复杂形状的冲压零件,用传统冲压工艺加工,至少需要落料,无预冲孔翻边、压台阶、切开、弯 形或冲挤
形或冲挤 形总计4~5套冲模。且不说冲模套数多、工艺流程长、占用机床多和需要生产面积大、耗用工(台)时多等缺点,关键是冲压零件质量难以达到要求。多序分模加工,多次重复定位,其累积误差将达到≥0.3mm。单是穿刺翻孔这一工序,要靠落料毛坯的外形定位,料厚t=1.2mm,外形尺寸误差≥0.25mm,不能满足翻边孔边距4.90-0.12mm、12.40-0.24mm以及5.70-0.16mm的精度要求。多序分模冲制的另一个致命缺陷是,半成品毛坯入模冲压,必然全靠手工送料。该工件尺寸小,手工送料十分不便,操作很不安全。这一方案不可取。
形总计4~5套冲模。且不说冲模套数多、工艺流程长、占用机床多和需要生产面积大、耗用工(台)时多等缺点,关键是冲压零件质量难以达到要求。多序分模加工,多次重复定位,其累积误差将达到≥0.3mm。单是穿刺翻孔这一工序,要靠落料毛坯的外形定位,料厚t=1.2mm,外形尺寸误差≥0.25mm,不能满足翻边孔边距4.90-0.12mm、12.40-0.24mm以及5.70-0.16mm的精度要求。多序分模冲制的另一个致命缺陷是,半成品毛坯入模冲压,必然全靠手工送料。该工件尺寸小,手工送料十分不便,操作很不安全。这一方案不可取。
2)多工位连续模冲制尺寸精度低、几何精度差,达不到要求。该冲压零件使用多工位连续模冲制,要根据零件展开平毛坯和冲压工艺作业项目,设计排样图。按照它的展开毛坯是一个T字形,上部有3.8+0.120mm×6.60-0.36mm的切口,采用裁搭边排样,用送进材料携带工件至各工位进行冲孔、切口、弯曲等加工,最后从原材料上切断分离工件,较为合理。冲模诸工位可安排在同一下凹模平面上,并沿送料方向呈一直线排布。冲模结构相对简单。
根据该零件形状,至少需要切口、外廓分次冲切、切断等约4~5个冲裁工位,以及翻边、折弯、冲挤 形3~4个工位,总计要8~9个工位。采用经济可靠的固定挡料销加始用挡料装置,并配导正销的送料定位系统,因工位数太多,光是始用挡料装置的数量仅比工位数少1个,冲模导料板上装不下,也操作不了。因为始用挡料装置全要手工拉、压操作。超过四个操作就很困难了。因此,只能用侧刃切边定位,增加切边废料,降低板材利用2%~3%。用侧刃配导正销组成送料定位系统,对于如此多工位的连续模较合适。侧刃切边定距控制送料误差,每个进距约<±0.15mm,导正销导正校准精度可达<±0.04mm。工位数多达8个以上,累积送进误差约<±0.2mm。要保证Φ4.2+0.130mm孔的边距4.90-0.12mm,以及孔与固定夹边缘5.70-0.16mm,都十分困难。从冲压零件精度与质量考虑,用多工位连续模一模成形的工艺方案亦不可取。
形3~4个工位,总计要8~9个工位。采用经济可靠的固定挡料销加始用挡料装置,并配导正销的送料定位系统,因工位数太多,光是始用挡料装置的数量仅比工位数少1个,冲模导料板上装不下,也操作不了。因为始用挡料装置全要手工拉、压操作。超过四个操作就很困难了。因此,只能用侧刃切边定位,增加切边废料,降低板材利用2%~3%。用侧刃配导正销组成送料定位系统,对于如此多工位的连续模较合适。侧刃切边定距控制送料误差,每个进距约<±0.15mm,导正销导正校准精度可达<±0.04mm。工位数多达8个以上,累积送进误差约<±0.2mm。要保证Φ4.2+0.130mm孔的边距4.90-0.12mm,以及孔与固定夹边缘5.70-0.16mm,都十分困难。从冲压零件精度与质量考虑,用多工位连续模一模成形的工艺方案亦不可取。
3)综合式复合模冲制精度高、质量好、效率较高。由板料一模成形这样复杂形状的零件,至少要经落料、无预孔(穿刺)翻边、压台阶、切开、两边同时冲挤 形等多道工步。好在该零件分上、下两节,中间由斜面连接,两者有1.5mm高度差,可使上半部在整体落料同时穿刺翻边成形,而下半部用切开—冲挤复合凸模,与上半部稍后一些压出斜面后,从3.8+0.120mm切口中心线切开—冲挤出两个
形等多道工步。好在该零件分上、下两节,中间由斜面连接,两者有1.5mm高度差,可使上半部在整体落料同时穿刺翻边成形,而下半部用切开—冲挤复合凸模,与上半部稍后一些压出斜面后,从3.8+0.120mm切口中心线切开—冲挤出两个 形(5±0.48)mm长边,并靠凸凹模与刚性卸件器端面构成的模腔,弯出固定夹另一边。(https://www.xing528.com)
形(5±0.48)mm长边,并靠凸凹模与刚性卸件器端面构成的模腔,弯出固定夹另一边。(https://www.xing528.com)
2.综合式复合冲压的模具结构设计
该结构采用高精度加强型滑动导向后侧导柱模架。因为有翻边与冲挤等冲压力大和冲击力强的冲压工步,同时,为了缩小冲模结构(闭合)高度,欲将模芯下部及上部推卸系统等埋装在模座沉孔中,所以模座加厚,导套加长。
(1)工作系统主要零件的结构设计 凸模两件:穿刺翻边(无预冲孔翻边)凸模13、切开冲挤凸模11。
这两件凸模细长而薄弱。虽然凸模可采用优质高碳高铬合金工具钢Cr12MoV或高速工具钢W18Cr4V、W6Mo5Cr4V2等制造,甚至经过表面强化处理,其抗压强度对冲压20低碳软钢板绝无问题,但其刚度(即抗纵弯稳定性)是一个断裂损坏的隐患。
依据材料力学中关于压杆稳定计算的Euler公式,导出凸模许用自由长度L凸的计算方法。当凸模长径比L凸∶d凸>5时,凸模会因轴向承载超过凸模材料的比例极限发生塑性变形而使凸模失稳,产生纵弯而折断。由于上述两凸模工作刃口的断面很小,又长达45mm,允许轴向承载能力很小,不加固处理必然在冲压过程中折断。
两凸模结构的加固方案相同:将凸模设计成三台阶式,冲压工作段的长度分为两段,冲切刃口段最为薄弱。但考虑这两件凸模都进行冲裁与成形的复合冲压任务,切开冲挤与穿刺翻边,故其长度必须大于两者成形部位长度中较大的一个,即大于(5±0.48)mm;考虑两件凸模在同一工位并共用一个卸件器,可取其长度为5+0.50mm。按每次刃磨量为0.15mm计,即便刃磨20次也仅缩短了3mm,t=1.2mm仍然可以使用。两凸模的固定端都加固成粗杆,为切口与翻边孔最后成形断面的2倍以上;切口冲挤凸模加厚一倍,翻边凸模直径加大一倍,这一固定段长度要大于凸模总长度的25%,即L固≥25%LΣ。
两凸模的杆部由卸件器的模孔与其采用H5/h5的间隙配合,获得全行程可靠而稳固的横向支承。
(2)推卸系统的结构设计 用模柄中的推杆直接推动推板,通过其下部推杆推动卸件器实施推卸任务。为缩小闭模高度、方便制造,确保冲模开启时上、下模不脱开,除加长导套外,将模芯嵌装在上、下模座的沉孔中,可使上、下模芯与模柄装配后具有更好的同轴度。
为了送料方便,防止圆形卸料板转动、安装弹簧位置不足,扩大冲模工作区防护范围,选用大面积矩形弹压卸料板,构成完善的推卸系统。
(3)定位系统与防护装置 由于本例冲压零件展开平毛坯是一个T字形,采用单列对头交错有搭边排样,因仅一个工位,选用经济可靠的固定挡料销与侧向挡(导)料柱,构成其定位系统。进距S=29mm,送进偏差大小一般不会影响冲压精度。间隔冲裁,冲裁完一次后,将条料调头冲裁第二次。
为防止操作工人将手进入模具工作区,在送料入口与出口两侧安装了防护栅。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。