



与复合冲裁模一样,综合式复合模也有顺装式与倒装式两种结构形式。下面结合典型结构实例进行介绍。
1.顺装结构的综合式复合模
图4-1所示为一个具有宽凸缘的圆筒拉深件用综合式复合模。该工件是采用单列有搭边排样,使用板裁条料,一次落料—拉深成形。其主要结构特点如下:
1)弹压卸料板装在上模座上,简化了冲模结构并缩小了冲模的闭合高度,为拉深件模上卸件出模留出足够空间。通常情况下,冲模开启后,上下模的空间距离必须大于拉深件高度,才能使其顺利出模。因此,冲模拉深行程H0应大于拉深件高度H件两倍以上,一般取H0≥(2.1~2.5)H件。该拉深件高H件=42.7mm,H0=89.67~106.75mm,取H0=100mm。
2)由落料凹模、顶件器、拉深凸模等构成的下模,直接嵌装在具有四台阶沉孔的下模座中,不仅有效地压缩了冲模闭合高度,更主要的是提高了制模工艺性和冲模的整体刚度和稳定性。这种结构可以在规格合适的车床上一次装夹,完成下模座嵌装四台阶沉孔的加工,使其具有最佳的同轴度。均为圆柱体的落料凹模、顶件器、拉深凸模可在车床上按配合要求精车到位,并研磨抛光完成加工,制模工艺性甚佳。
3)该冲模的送料定位系统由固定挡料销和侧挡销构成,不仅较经济而且制造方便,使用也可靠、安全。
4)该冲模的推卸系统采用下模弹顶与拉深压边,上模用打料杆刚性推卸,经济而适用。
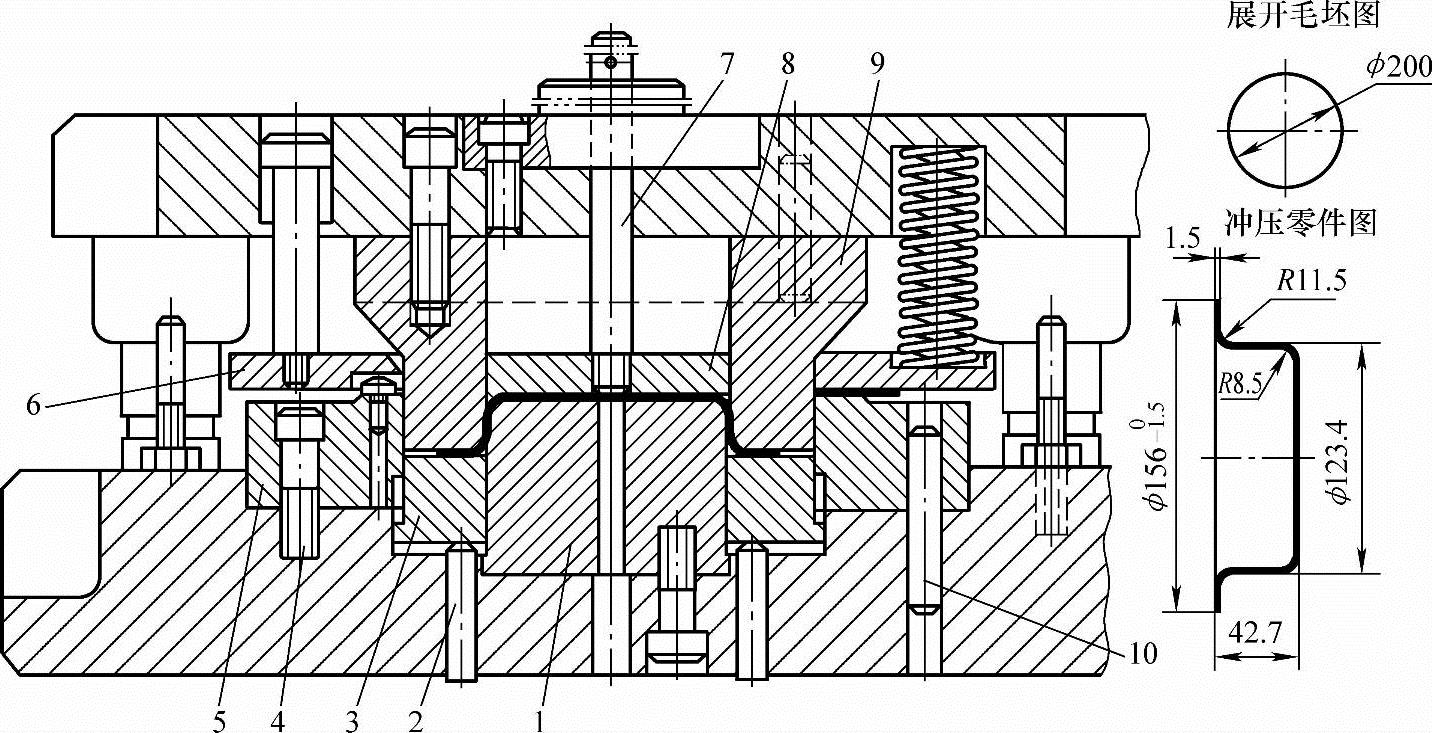
图4-1 宽凸缘圆筒拉深件综合式复合模
1—拉深凸模 2—顶杆 3—顶件器(压边圈) 4—螺钉 5—凹模 6—弹压卸料板 7—打料杆 8—推板 9—凸模 10—销钉
图4-2所示为精密仪表用H62黄铜罩壳拉深件的综合式复合模。该零件是用带料经落料—拉深成截锥筒—成形与切边—冲孔五工步完成。该冲模采用滑动导向中间导柱标准模架,设计为常见的顺装结构。用橡胶作为弹性元件,用于弹压卸料板及下弹顶与拉深压边,具有比弹簧更平稳的施压特点,噪声也较小。落料凹模及凸凹模均为整体结构,用车削加工便可获得很好的尺寸与几何精度。由于凸凹模承担着拉深凸模、冲底孔、内孔边压形,以及外圆切边的多重作用,尺寸虽小但受力复杂,故用Cr12MoV高级优质合金工具钢制造,型面与刃口均经研磨抛光,表面粗糙度Ra达到0.1~0.4μm。其头部成形面形状及尺寸要确保工件顶部R1.7mm部位成形完好,外圆切边刃口的台阶宽度应与工件料厚匹配,否则工件会产生过大毛刺甚至扳边。切边间隙应控制在5%t以内(单边),不然也会产生过大切边毛刺。(https://www.xing528.com)
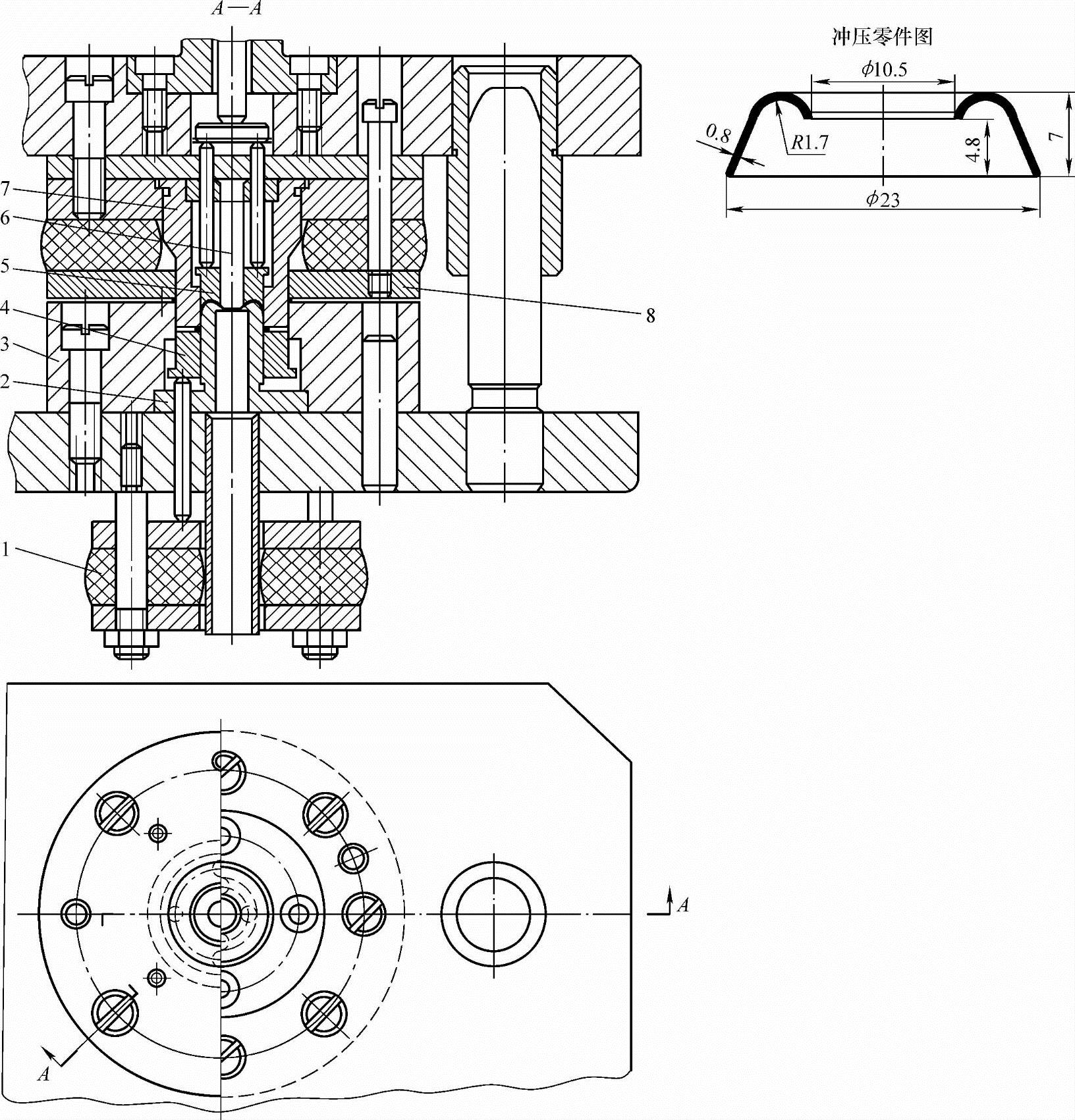
图4-2 罩壳拉深件综合式复合模
1—橡胶体 2—凸凹模 3—凹模 4—顶件器 5—卸件器 6—冲孔成形凸模 7—落料切边凸模 8—弹压卸料板
2.倒装结构的综合式复合模
图4-3所示倒装结构的综合式复合模,适用于冲制薄零件,进行圆形或近似圆形的落料、冲孔、切口、踏筋等综合的冲压加工。
冲弧形孔和切口三角形的凸模,是与凸模12用同一环形坯制造出来的。凸模18固定在凸模12孔内,而凸模12则固定在凸模固定板15内,三件都是圆孔配合,加工方便。在推块10的弧形孔和三角孔的后面,单一圆孔便于加工,推块10是压弯R0.5mm筋的凸模,凸凹模3同样在本身的弧形和三角形的下面铣穿,这样可以使弧形等刀口部分便于加工。
冲制时,落料冲孔、切口、踏筋,三工步一次完成,生产率高。
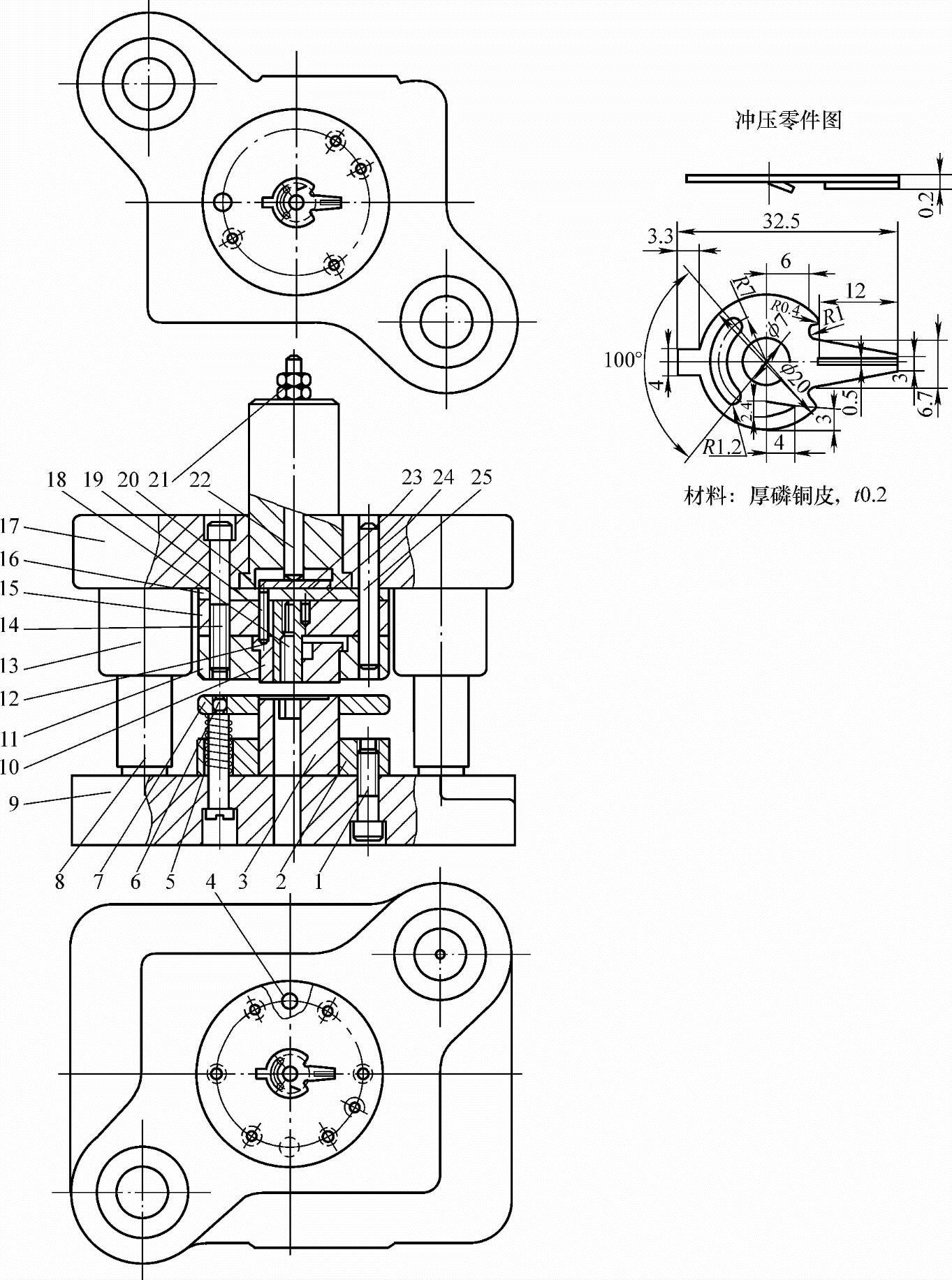
图4-3 倒装结构的综合式复合模
1—内六角螺钉 2、15—凸模固定板 3—凸凹模 4、24、25—销钉 5—压缩弹簧 6—脱料板螺钉 7—脱料板 8—导柱 9—下模座 10—推块 11—凹模 12、18—凸模 13—导套 14—内六角螺钉 16—垫板 17—上模座 19、22—推杆 20—冲模柄 21—六角螺母 23—推板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。