



1.冲裁凸模的类型、结构及其设计
概略地讲,冲裁是冲孔与落料的总称。冲裁凸模就包括冲孔凸模和落料凸模两大类。由于冲孔凸模尺寸决定冲孔件的冲孔形状及尺寸,虽然多数冲孔工件的孔形为圆形孔,但在钟表、仪器仪表、复印机、电影放映机、IC(集成电路引线框)等精密机械和高精电器元件及集成电路引线框等制造业,冲制深孔、小孔、异形孔、宽度小于0.5mm窄长槽和直径d≤1mm的孔并不罕见。长期对各种冲裁模运作过程的观察、监控以及寿命与修理记录的汇总统计分析得知,冲孔直径d≤t的小孔凸模,容易在工作过程中产生纵弯而增加偏载,冲孔凸模出现严重变形、断裂而使冲模突然失效。因此,冲小孔凸模、冲深孔凸模、精冲孔凸模以及穿刺翻孔凸模、穿孔翻边凸模等需要考虑其承载纵弯变形刚度不足的缺陷,设计出好的结构形状,使这类细长小凸模具有良好的刚度和抗纵弯能力,甚至负载工作只承受纵向压力。
落料凸模与匹配的落料凹模构成落料冲裁模主体。落料件的尺寸取决于落料凹模,通常是依减小凸模尺寸获得冲裁间隙。因此,落料凸模的刃口平面形状及尺寸,都要与其凹模匹配。常用冲裁凸模的结构类型见图3-70。
冲裁凸模可大致分为整体式和分体式两种。整体式圆凸模的类型及结构形式见图3-71。
对于细长小凸模,主要是冲圆孔小凸模,其安装及加固结构形式,见图3-72。
对于单独的或相邻有大孔凸模的冲小孔凸模,采用局部护套加固,见图3-73。
对于非圆孔小凸模采用加粗其杆部为圆杆或方杆、矩形断面杆,增强其刚度和抗纵弯能力,而其工作端仅按刃磨需要留足(3~5)t的工作长度,见图3-74。
对于具有群孔及不等孔径细长小凸模实施各种组合加固结构,见图3-75。
对于非圆异形断面冲小孔凸模也可采用夹板加固结构,见图3-76。
对于万能通用冲孔模,冲孔凸模要经常换,以满足不同孔径的更多孔的冲制。为此,应设计凸模的快换结构,详见图3-77。
对于非圆异形冲裁凸模,在工作过程中,由于强压和振动,容易旋转。非圆异形冲孔凸模很少旋动都会使凸模与凹模刃口相撞,造成模具损坏。为防止凸模旋转,可选用图3-78所示非圆异形冲裁凸模的防止旋动结构形式。
2.冲裁凹模的类型、结构及其设计
与冲裁凸模不同,冲裁凹模都为板状,有圆凹模、矩形凹模,并且都已纳入机械行业标准(JB)。但是,凹模孔必须按冲压零件形状与尺寸,依要求冲裁工艺、间隙C值大小,以及是落料还是冲孔、要求冲压精度等级加工凹模孔。凹模板的标准件,只能是一个标准给定外形尺寸系列的代加工模孔的半标准件,见图3-79。
冲裁凹模也有整体式和分体式两种。分体式凹模多为大中型落料件凹模,一般为制模加工方便、节省模具钢,而采用镶拼组合结构。也有为修理方便,在形状复杂部位刃口,采用镶嵌结构的。
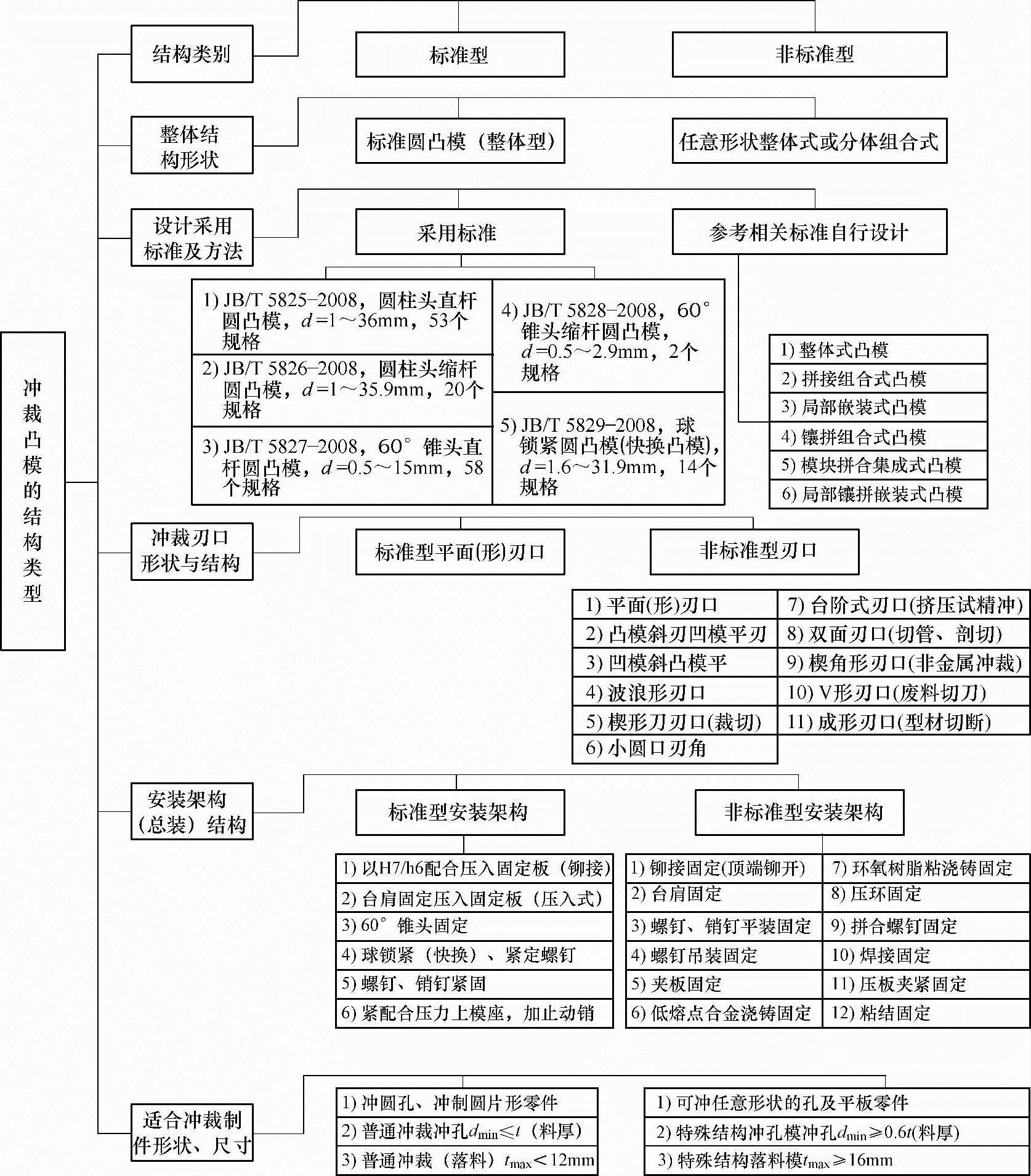
图3-70 常用冲裁凸模的结构类型
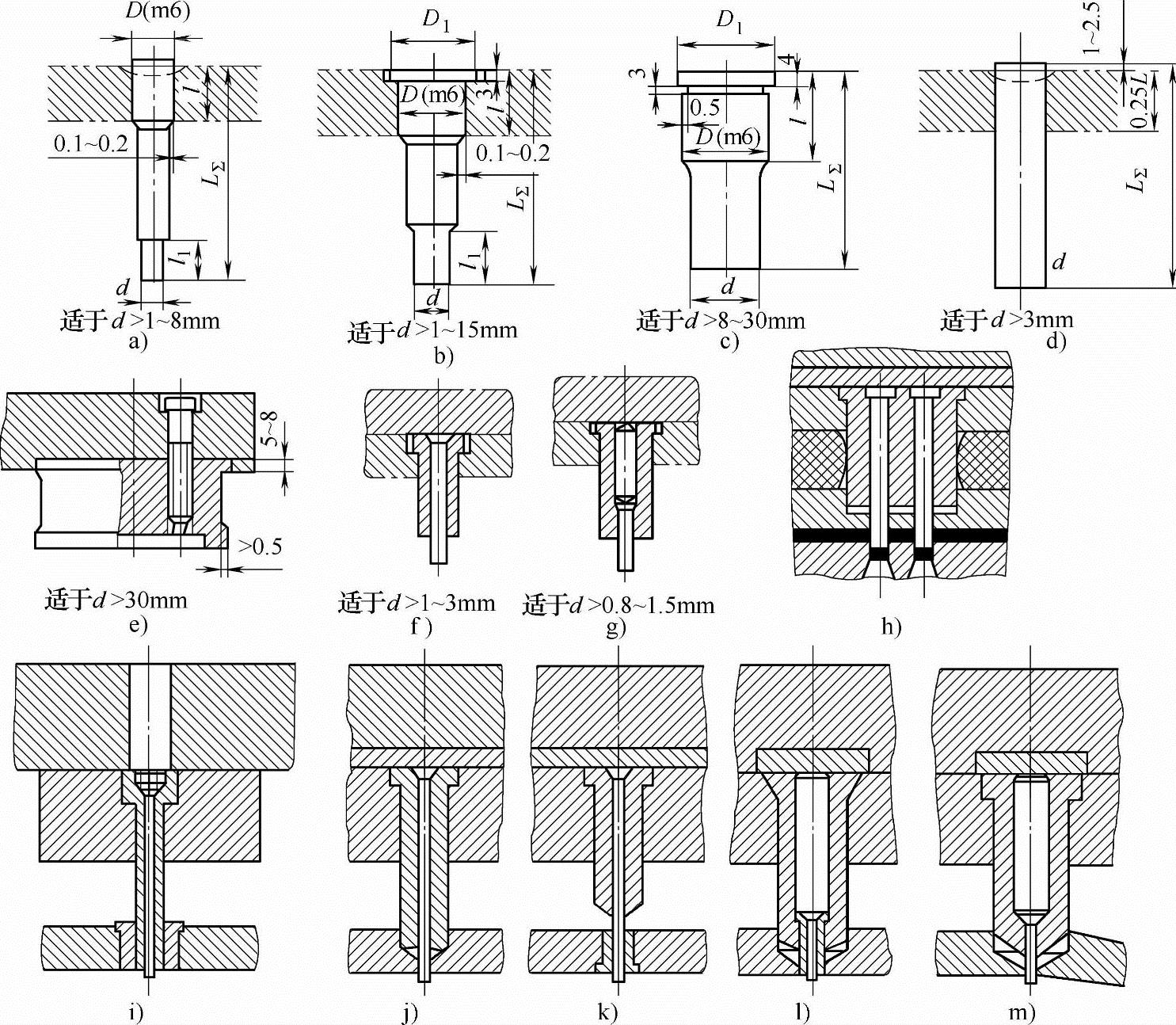
图3-71 整体式圆凸模的类型及结构形式
a)、d)铆接固定 b)、c)台肩固定 e)大型圆凸模、螺钉吊装(嵌入模座沉孔中) f)~m)整体包套圆凸模各种结构形式
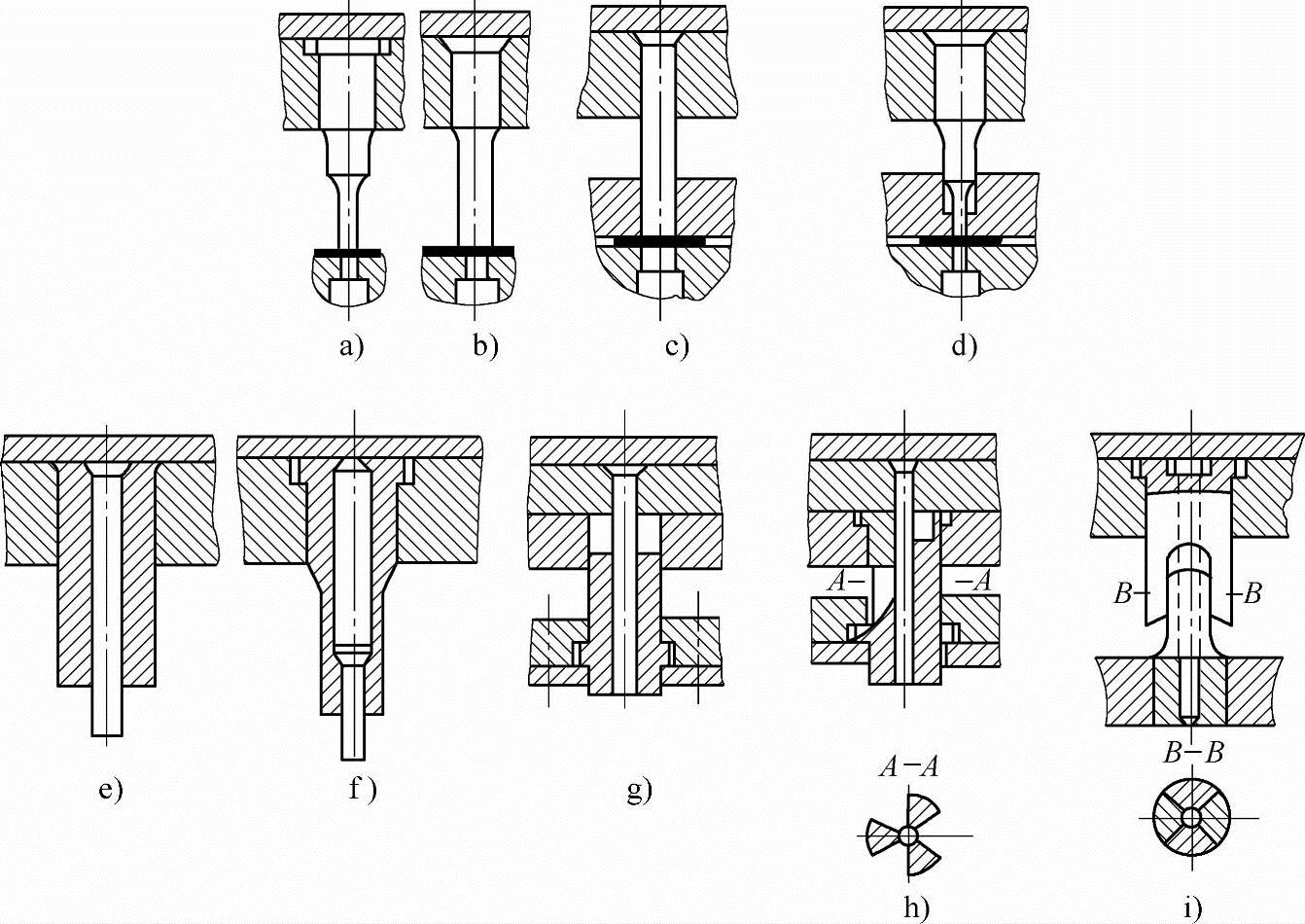
图3-72 冲小圆孔、冲深孔细长小凸模及超短小凸模的安装及结构形式
a)、b)无导向冲模的冲孔凸模 c)导板导向的直通式冲孔凸模 d)导板导向的台阶式冲小孔凸模 e)、f)包套小孔凸模,f)为超短凸模 g)~i)专用护套冲小孔、冲深孔凸模
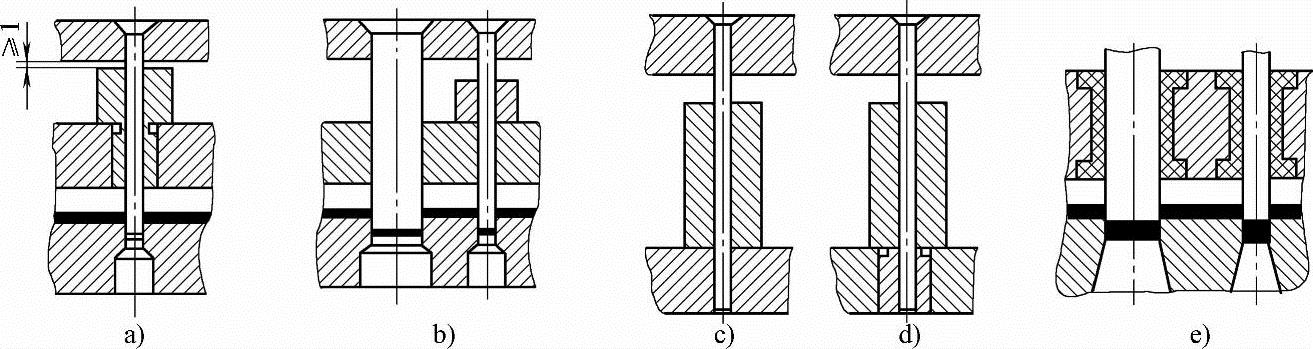
图3-73 细长小凸模局部护套加固结构形式
a)、c)、d)单独的细长小凸模局部护套加固的结构形式 b)、e)与大孔凸模相邻的小凸模局部护套加固的结构形式
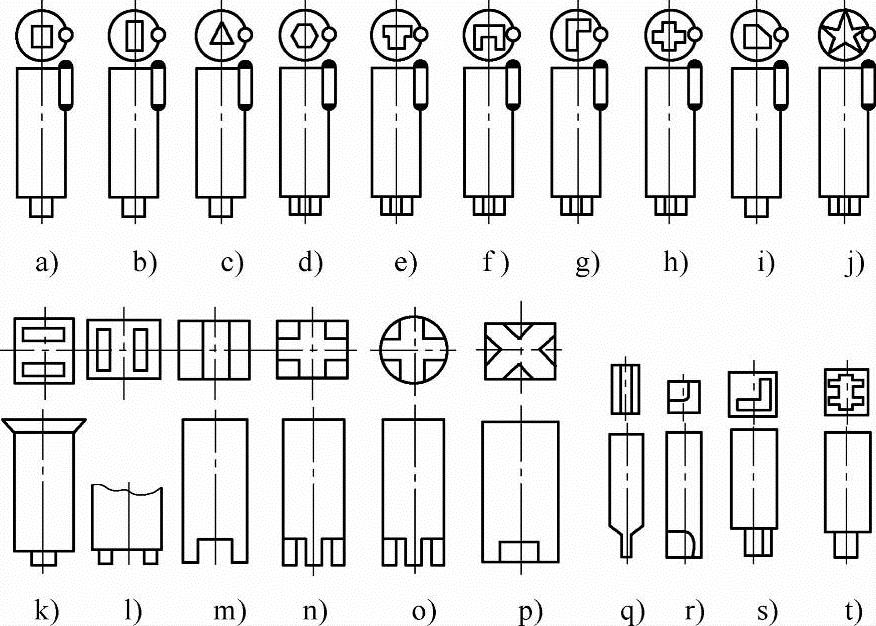
图3-74 细长小凸模粗杆加强结构形式
a)~j)非圆孔小凸模杆部加粗成圆杆的加强结构形式 k)~t)非圆孔小凸模杆部加粗成方杆、矩形杆的加强结构形式
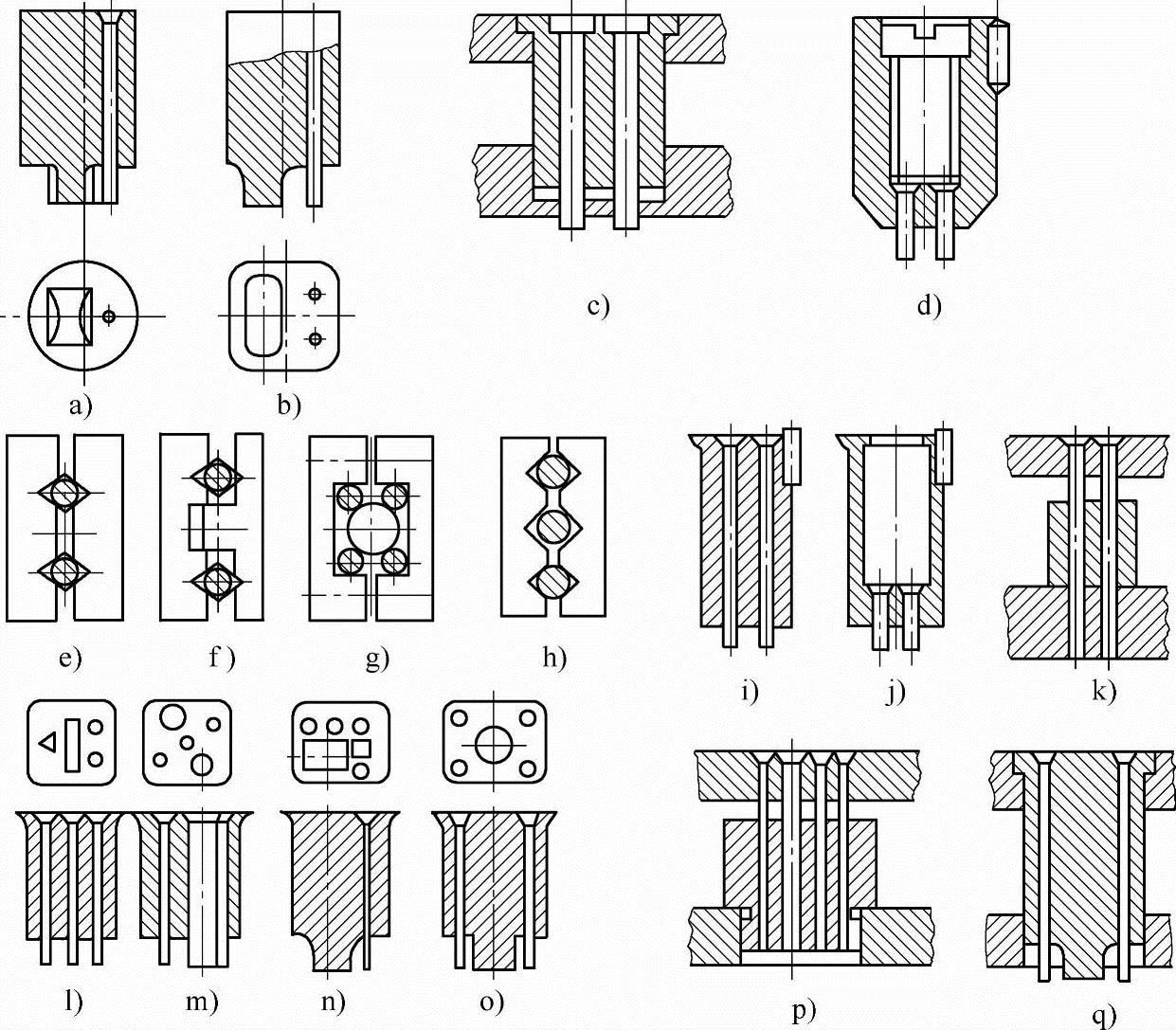
图3-75 群孔及不等孔径细长小凸模的组合加固结构(https://www.xing528.com)
a)、b)不同孔形的粗杆加强结构形式 c)、d)相近小凸模的包套加固结构形式 e)、f)、h)夹板加固结构形式 i)、j)、g)铆接紧固的包套结构形式 l)~o)群孔凸模的组合包套结构形式 k)、p)、q)群孔凸模的局部护套结构形式
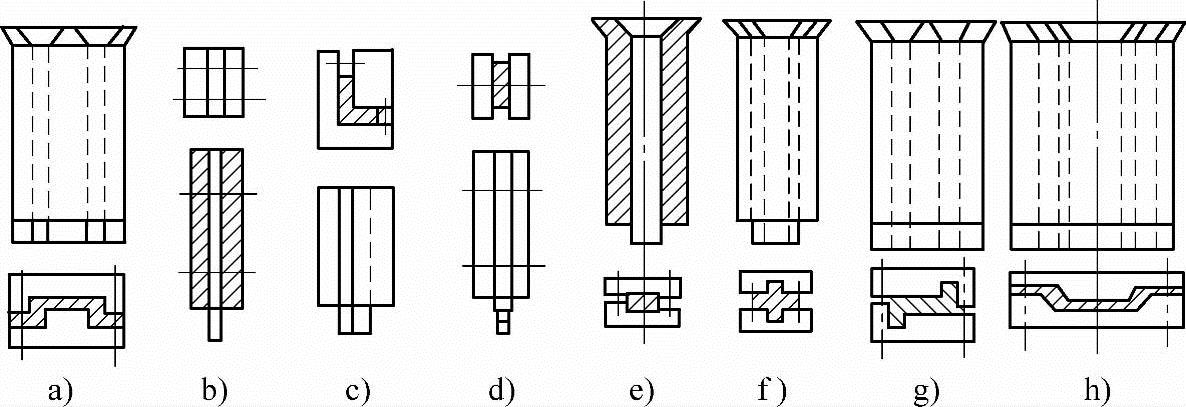
图3-76 非圆异形小冲裁凸模的加固结构形式
a)、e)~h)类包套夹板型加固结构形式 b)~d)夹板式加固结构形式
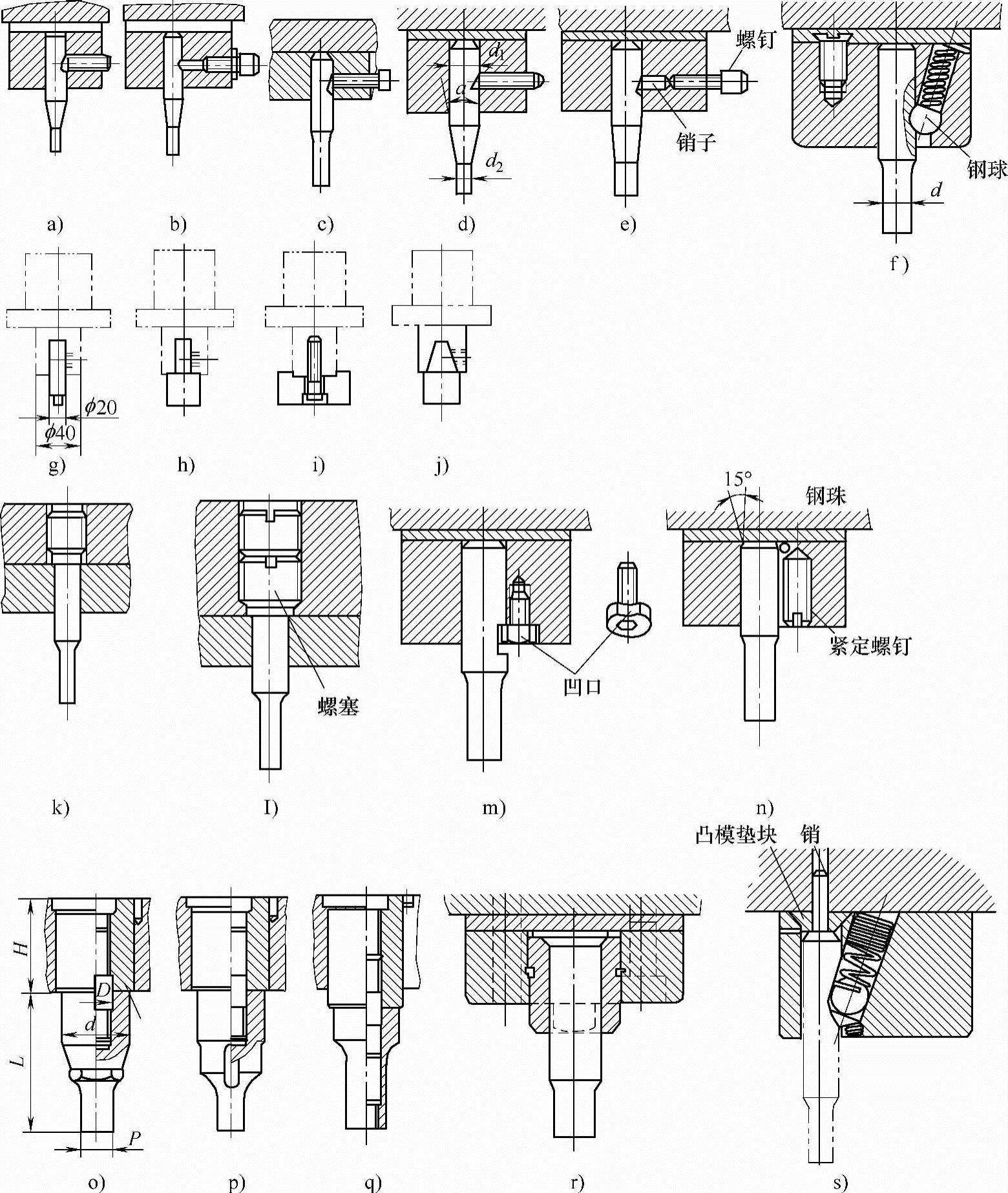
图3-77 快换圆凸模的主要结构形式
a)~e)、g)~j)、m)n)用紧定螺钉固定的快速凸模 k)、l)用螺母固定的快换凸模 f)、s)用钢球加弹簧固定的快换凸模 o)~r)用螺纹套锁紧的快换凸模
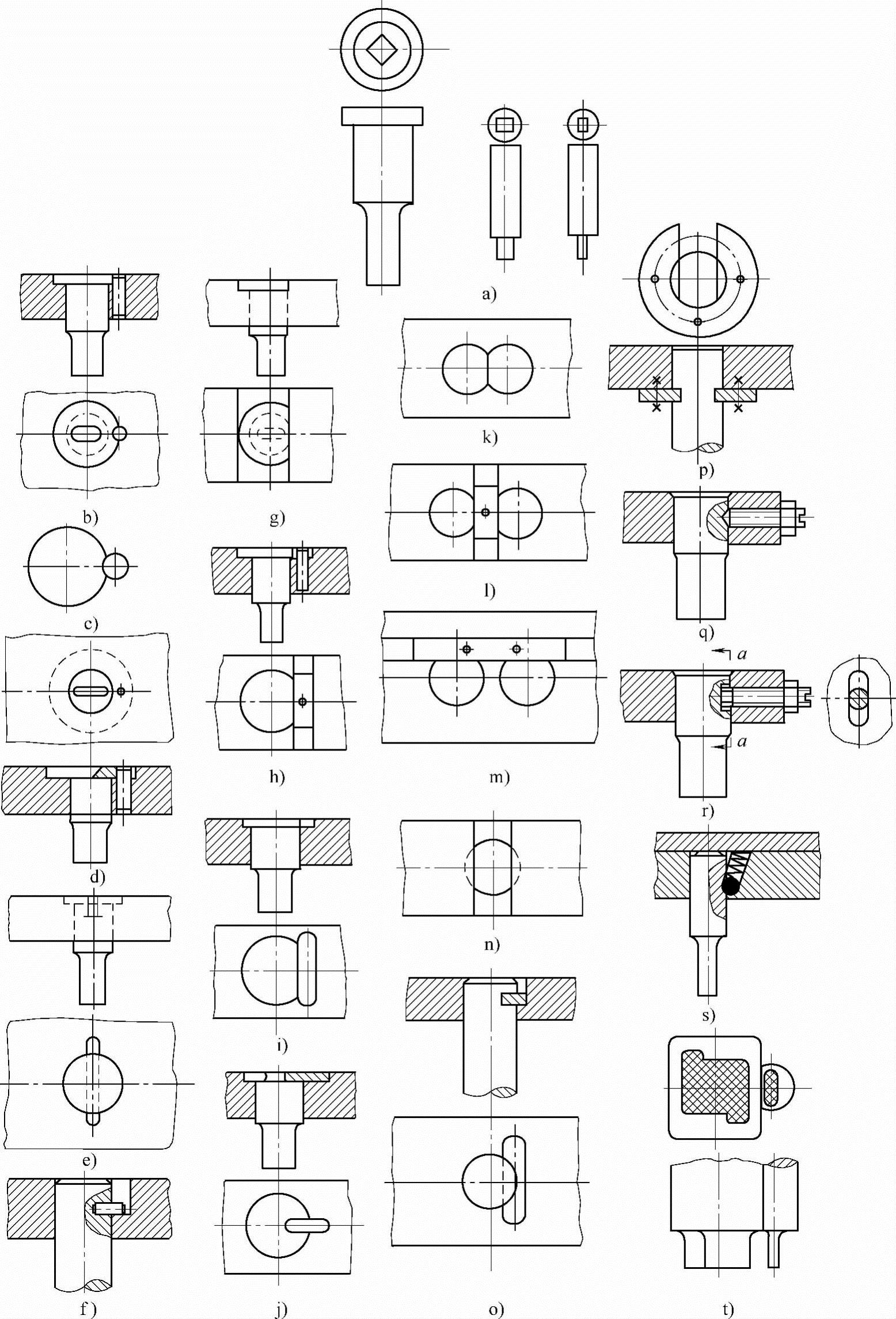
图3-78 非圆异形冲裁凸模的防止转动结构
a)有凸肩和直通的加强圆杆冲非圆孔凸模(必须加防转动销、键) b)~d)、f)用止动销防转动结构 e)、g)~j)、n)、o)用键的防转动结构 k)~m)、t)并排相临近的两个凸模的防转动结构 p)用卡环的防转动结构 q)、r)用紧定螺钉的防转动结构 s)用钢球和弹簧的防止动球锁紧机构
冲裁凹模刃口形状因采用不同冲裁工艺或为收到更好的减噪效果而有很多种类,见图3-79。表3-20给出冲裁凹模板模孔边距、壁厚和孔间壁厚等,可供设计使用。
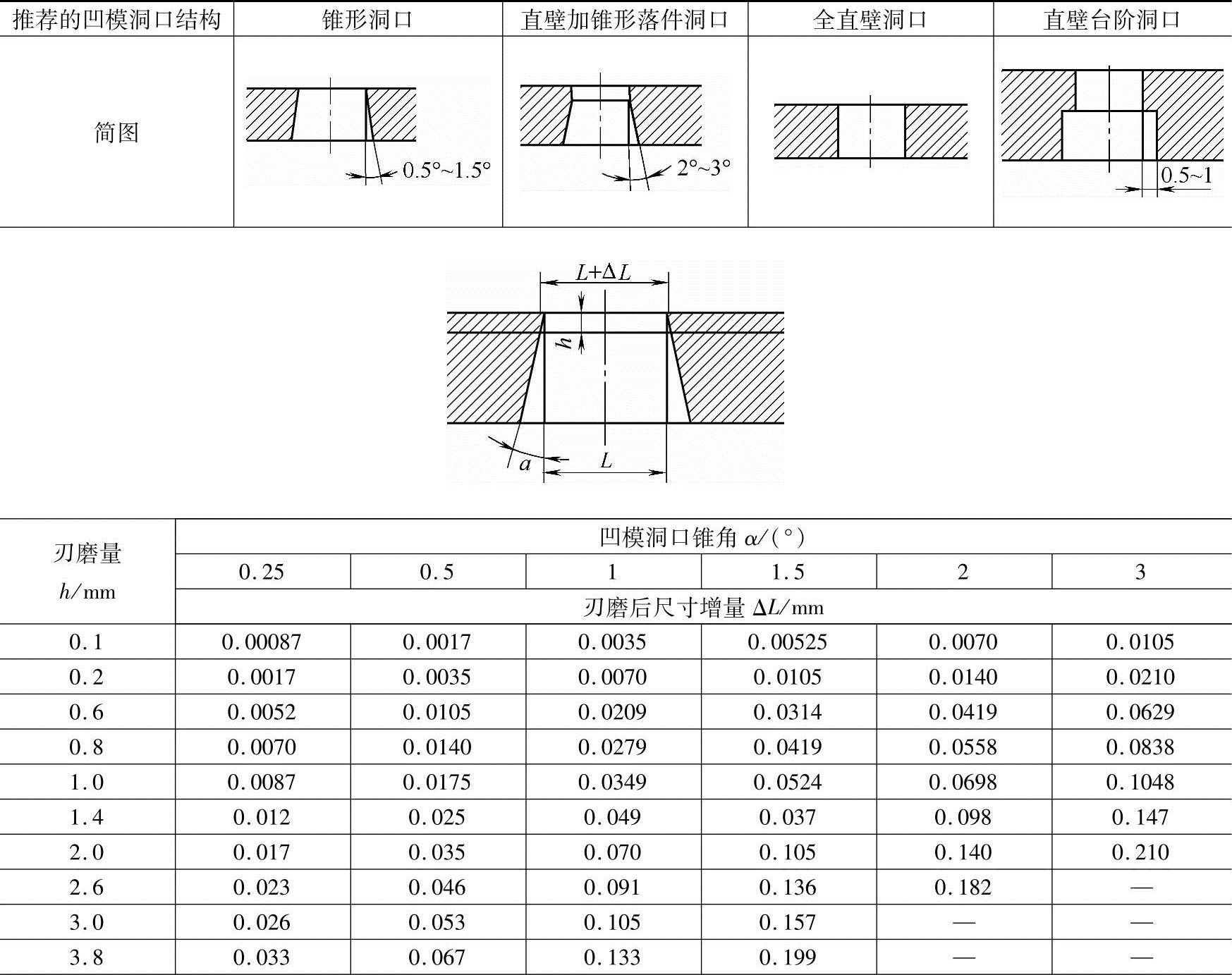
图3-80所示为常用冲裁凹模洞口的结构类型,表3-21列出了冲裁模凹模洞口形状及其刃磨增量,可供设计冲模和使用冲模使用。
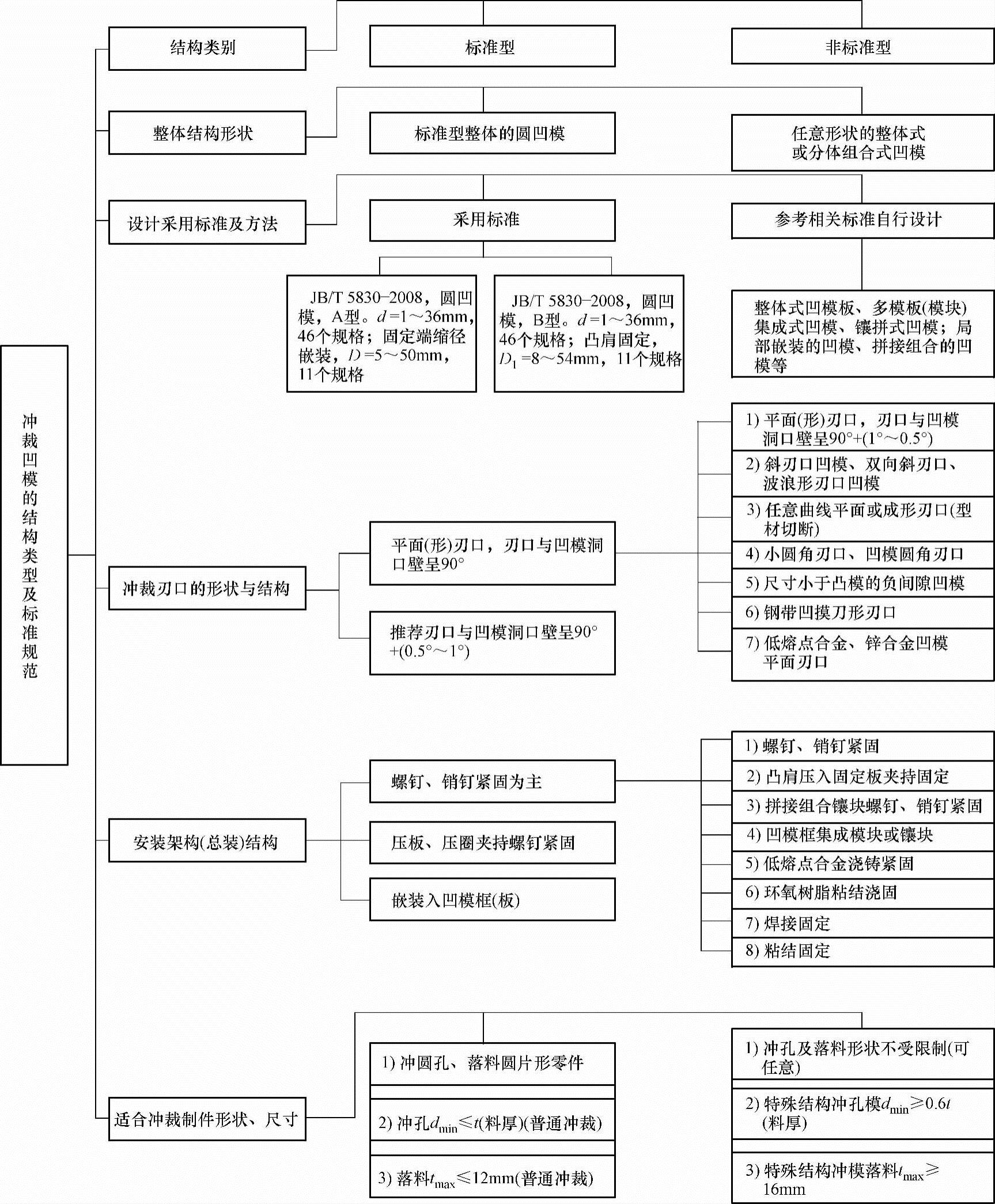
图3-79 常用冲裁凹模的结构类型
表3-20 冲裁凹模板尺寸及其模孔间壁厚
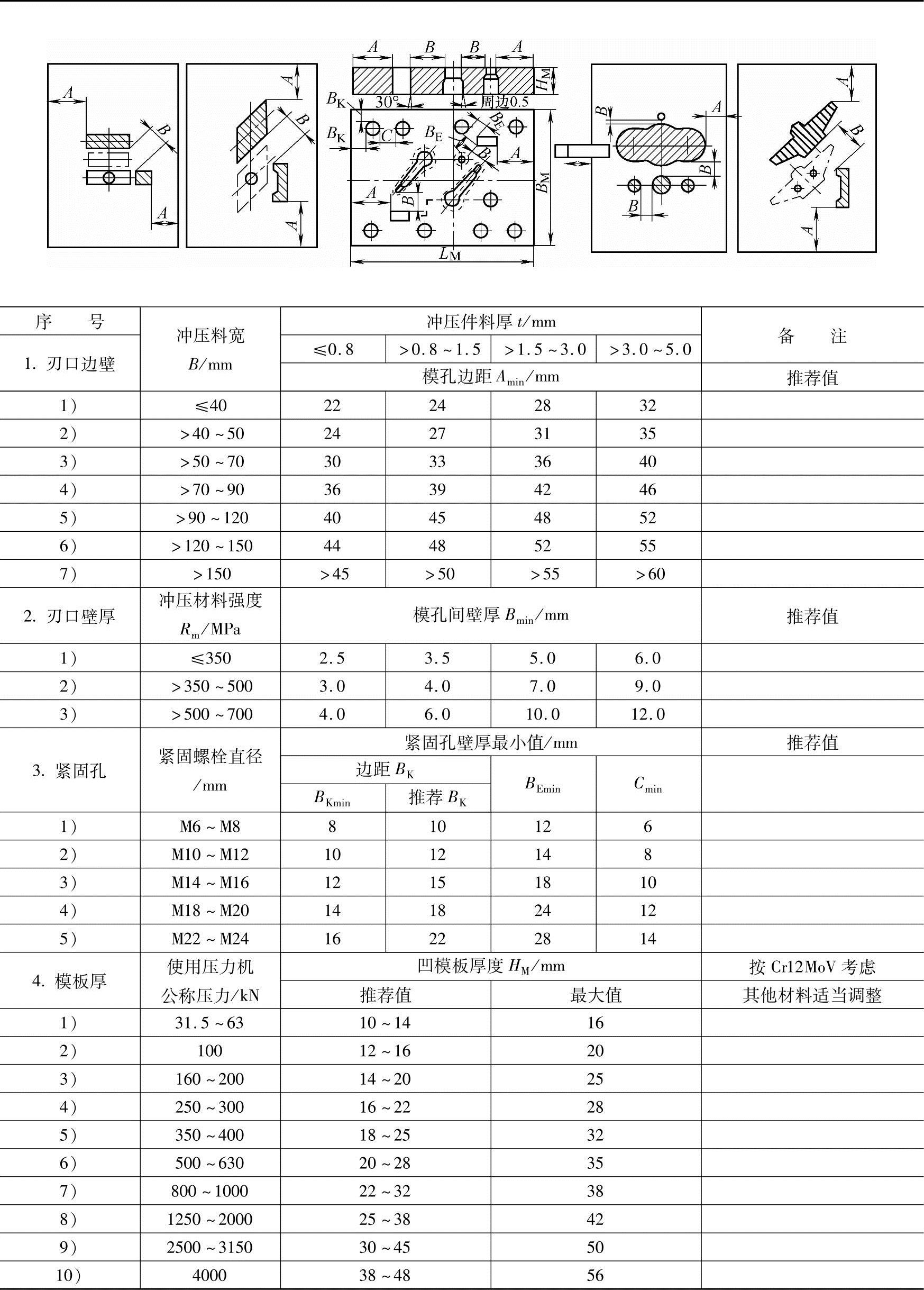
注:1.优先推荐使用凹模板材料为:T10A、9Mn2V、Cr12MoV、Cr12、Cr6WV等碳素工具钢与合金工具钢。
2.初步尺寸确定后,再按冲模结构需要调整,其调整范围一般控制在±5mm。
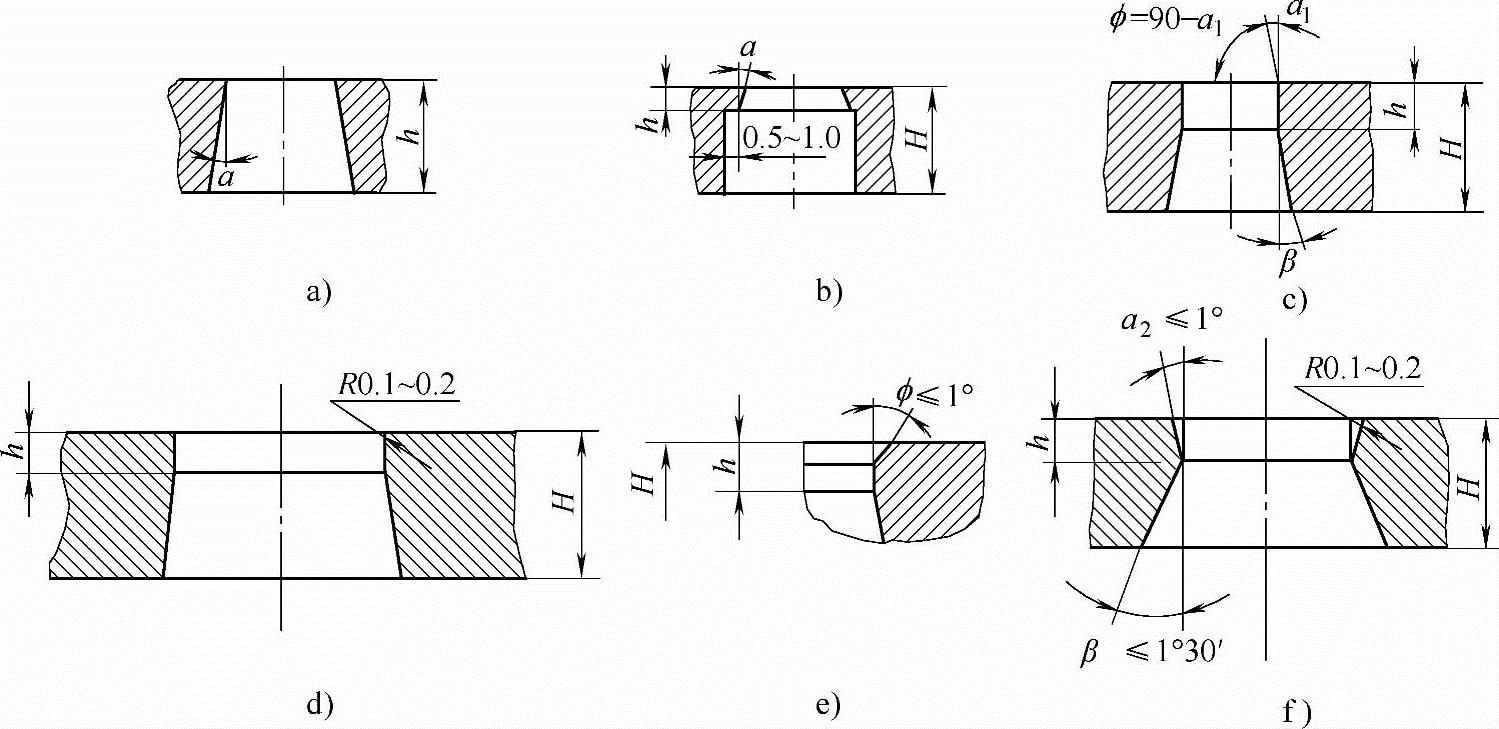
图3-80 冲裁凹模洞口常用结构类型
注:1.α=15’、30’、45’、1°、1.5°、2°、3°,按需要选取。 2.h≥(2~30)t+总刃磨量。 3.β=1°30’、2°、3°可视需要选取。 4.y—总刃磨量,按20~25次刃磨计,每次刃磨量为0.10~0.20mm。
表3-21 凹模洞口形状及其刃磨增量
(续)

注:1.推荐凹模洞口斜度α值:t≤0.5mm,取α=0.25°;t>0.5~1.0mm,取α=0.5°;t>1.0~3.0mm,取α=1°;t>3.0~5.0mm,取α=1.5°;t>5.0mm,取α=2°~3°。
2.总刃磨量h与刃磨次数、每次刃磨量有关。通常情况下,每次刃磨量h为0.1~0.2mm,一般冲模的总刃磨次数n>20次。
3.冲裁凹模的平面刃口尺寸L,每刃磨一次其尺寸增量ΔL,除加大L值外,冲裁间隙也随之变化,冲裁件误差也逐渐加大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。