



在普通压力机上实施简易精冲,包括光洁冲裁以及整修等工艺作业用冲模,多数都采用高精度、加强型模架,即模架导柱加粗,模座加厚;模芯卸料与推件机构零部件,均采用比普通冲模相当零部件更好的材料。但在结构上则与普通全钢相当类型的冲模有些类似,只是增加了一些普通冲模没有的功能机构,FB精冲模与普通复合冲裁模的结构对比见图3-51。
图3-51a、b左半边所示为倒装式复合冲裁模结构;右半边所示为在专用精冲机上使用的,带V形齿圈压板的、常用的两种复合精冲模(FB精冲)结构。
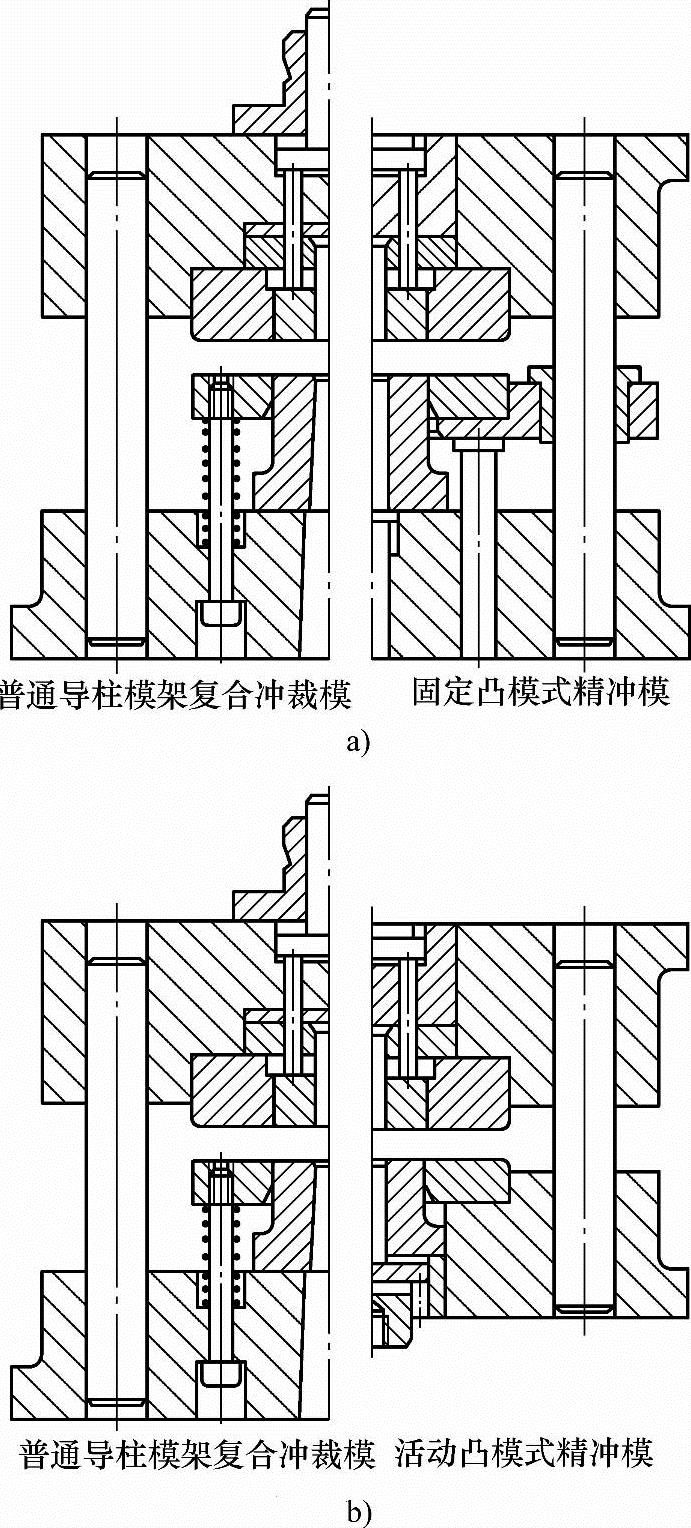
图3-51 FB精冲模与普通复合冲裁模结构对比
其他简易精冲所用冲模与普通全钢的带卸料板的导柱模架冲裁模、复合冲裁模的结构大同小异,主要是工作零件即凸、凹模刃口形状,冲裁间隙等有差别,特别是圆刃口光洁冲裁模、负间隙光洁冲裁模以及整修模。
以下介绍的FB简易精冲模典型结构,均为实际生产中应用过的、较为实用的典型结构。
用V形齿圈压板的精冲要求在强力齿圈压板施压,并有相向反顶,夹紧板料的情况下精冲。在普通压力机上精冲时,如果压料、反顶与主冲裁以及卸料、推(顶)件等各项压力均来自压力机滑块,除这五项压力的大小按精冲件要求,并在设计精冲模时可以设定外,在精冲过程中,只有压料、反顶与主冲裁三项压力要依次施加,同时保压完成精冲,而卸料与推(顶)件压力,要在精冲过程完成并待压料、反顶及主冲裁压力卸载之后,才可施加并完成这两个动作。如无专门滞后机构推迟施加这两个压力,将可能在完成精冲工件后,又被没有卸载的反顶力推回到搭边框中,从而损伤冲切面。
由于FB精冲的卸料力、推(顶)件力远比压料力、反顶力小,不足主冲裁力的20%,而且必须在精冲出工件后施加。因此,简易精冲模,可以利用弹性元件弹力差异及顶件杆在上模开启回程并碰到滑块打料杆才起作用的特点,完成卸料与顶件动作而不设滞后机构。对于尺寸较大、较厚及形状复杂的精冲件,设计并采用各种滞后机构,以控制卸料与顶件压力大小与施加时机。
1.聚氨酯橡胶精冲模
用高强度聚氨酯橡胶作为弹性元性,作为实施V形齿圈压料和反顶的压力源,主冲裁力由压力机提供,可精冲料厚t<3mm的小尺寸零件,其模具典型结构见图3-52a。
聚氨酯橡胶强力齿圈压边简易精冲模,适用于t<3mm的软钢、非铁金属材料的板状零件的精冲及局部成形,尤其适合t<1mm的薄板件落料及冲孔,精冲t≤0.25mm的平板件尺寸精度高、无毛刺。
图3-52b典型结构适于t≤0.25mm平板件的无毛刺精冲。该模具用邵氏硬度大于85A的高硬度、大弹力的聚氨酯橡胶作为落料凹模和冲孔凸模,是一种无尺寸、无刃口软模,全靠另一半硬模的刃口挤压软模获得精冲零件。
精冲t≤3mm的软钢及非铁金属零件,推荐使用图3-53所示结构的精冲模,其齿圈压板压力F1及顶件力F2由聚氨酯橡胶提供。由于凸、凹模均为硬模即用模具钢制作并淬硬,与图3-52b结构相比,可以精冲稍厚一些的材料。但比较图3-52a与图3-53两种结构可以看出,图3-53结构已简化了一些,但其中心孔只能实施无反顶、圆刃口凸模光洁冲孔。
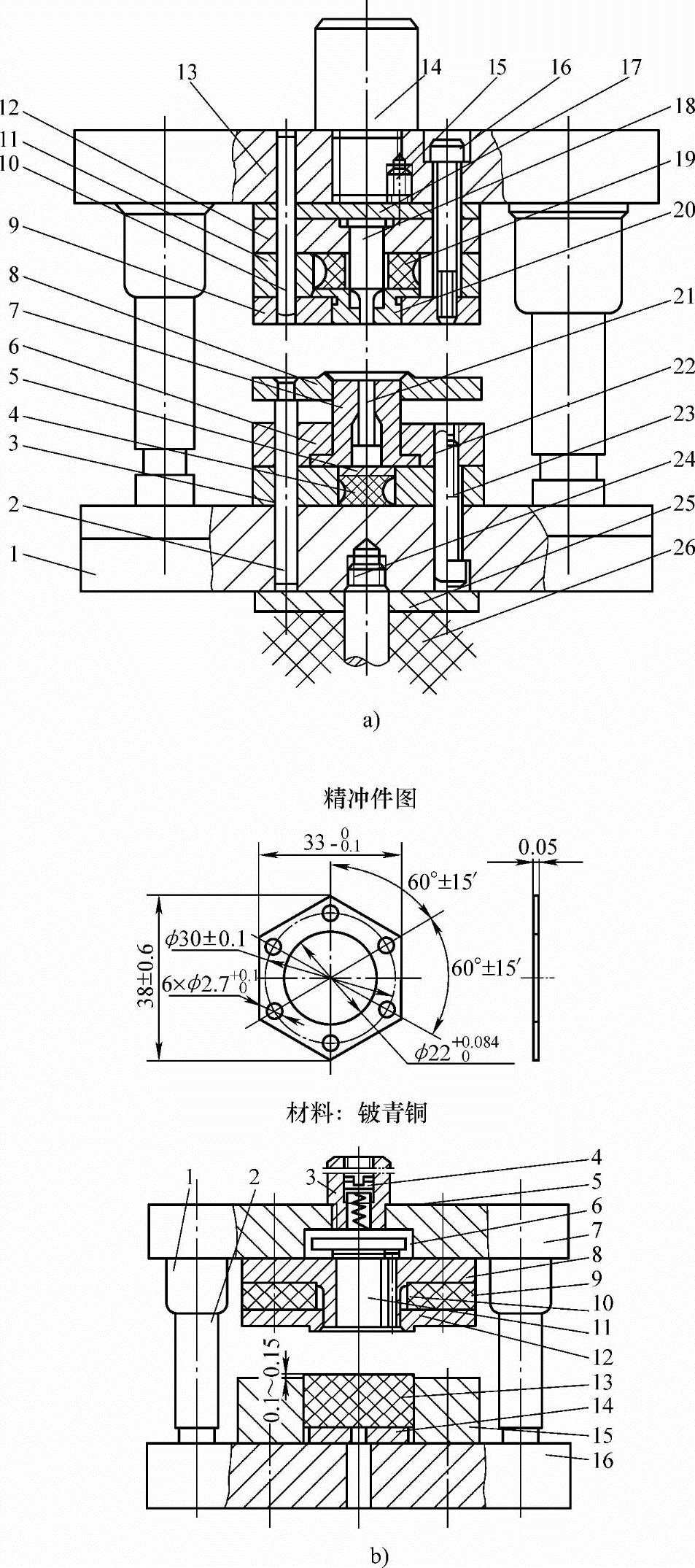
图3-52 聚氨酯橡胶FB精冲模
a)一般结构形式 1—下模板 2、21—顶杆 3、5、11、17—垫板 4、19、26—聚氨酯橡胶 6—凸凹模固定板 7—凸凹模 8—压边圈 9—凹模 10、22—销钉 12—冲孔凸模固定板 13—上模板 14—模柄 15—螺塞 16、23—螺钉 18—冲孔凸模 20—反压板 24—螺杆 25—托板 b)普通冲床用聚氨酯复合冲裁精冲模实例 1—导套 2—导柱 3—模柄 4—螺塞 5—弹簧 6—顶板 7—上模座 8—凸凹模 9、13—聚氨酯橡胶 10、11—顶杆 12—齿圈压板 14—垫板 15—容框 16—下模座
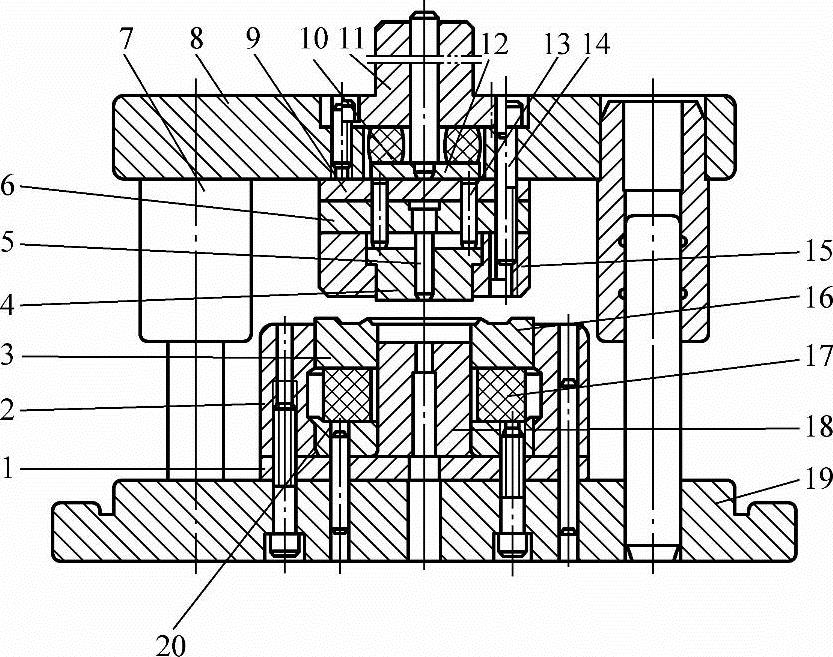
图3-53 用聚氨酯的FB倒装式精冲复合模
1、9—垫板 2—齿圈压板容框 3、16—齿圈压板 4—卸件器 5—冲孔凸模 6、20—固定板 7—导套 8—上模座 10、17—橡胶体 11—模柄 12—推板 13—推杆 14—螺钉 15—凹模 18—凸凹模 19—下模座
2.用液压模架的FB精冲模
在普通机械压力机和通用液压机上,采用液压模架把精冲模芯装在专用液压模架内,构成专用液压精冲模;另一种推广应用较多的是采用通用精冲液压模架,将精冲模装入通用液压模架内,实施精冲。这两种液压模架的作用是一样的,都是通过压力机外的附加液压系统提供可调液压压力,为精冲模提供齿圈压板压力F1和反顶压力F2,精冲的主冲裁力F仍由压力机提供。
专用液压精冲模其液压模架能提供的液压压力十分有限,而且不能通用,故只在钟表行业及类似小尺寸精冲件生产中使用。图3-54所示为其典型结构形式。
通用液压精冲模架在国内成功获得推广应用,已建立通用规格系列,可以和各种机型不同规格的通用压力机配套使用,精冲各种小尺寸的精冲件。图3-55所示为通用的精冲液压模架。
使用通用液压模架精冲,如同使用专用精冲机类似,装入通用精冲液压模架的精冲模和装在专用精冲机上的固定凸模式精冲模完全一样,而且可以通用。图3-56所示为其典型结构。
3.用碟簧的FB精冲模
用碟簧的FB精冲模,在小型高精度冲裁件的多品种、中小批量生产中,具有结构简单、制造方便、成本低而效益好的明显优势。图3-57~图3-60所示为其主要结构形式。
图3-57所示为顺装式精冲落料模。从图中可以看出,与普通的顺装式薄板落料与复合冲裁模结构有些类似。作为一种FB精冲落料模,其结构设计的要点如下:
1)强力弹压板上围绕落料凸模15,装了V形齿圈压板4,其压料力由强力弹压卸料板5上安装的四组碟簧8提供。
2)反顶压力由顶件器18,通过顶杆16,从缓冲器上的强力聚氨酯橡胶17上获得。
3)主冲裁力由压力机提供。
图3-58所示为倒装式精冲落料模。该结构与图3-57相反,将凹模装在上模,凸模装在下模。两者相比,该结构的齿圈压板压力可以做得更大一些。提供齿圈压板压力的碟簧,装在下模下边,弹性元件有更大的安装空间,碟簧可以做大做强。但顶件力因其碟簧装在上模柄内,不能做大,压力有限,有时需冲床打料装置帮助从凹模中推出工件。
图3-59所示为用碟簧的FB精冲顺装复合模。与图3-57相比,大同小异,但该结构含中间冲孔,是冲孔、落料复合精冲模。这套FB精冲模虽看上去与普通顺装复合冲裁模结构相当,但在强力弹压板下装有齿圈压板。与图3-57结构一样,强力弹压板6必须选用较好的材料并要加厚,否则承载后会变形。这是因为FB精冲齿圈压板压力可达主冲裁力的60%左右。这种结构的承载稳定性不如图3-58、图3-60。
图3-60所示为用碟簧的FB倒装式精冲复合模。该结构与图3-58一样,承载稳定性好。由于顶件力稍小,虽出件方便,但会影响需要反顶压力稍大的工件精冲。
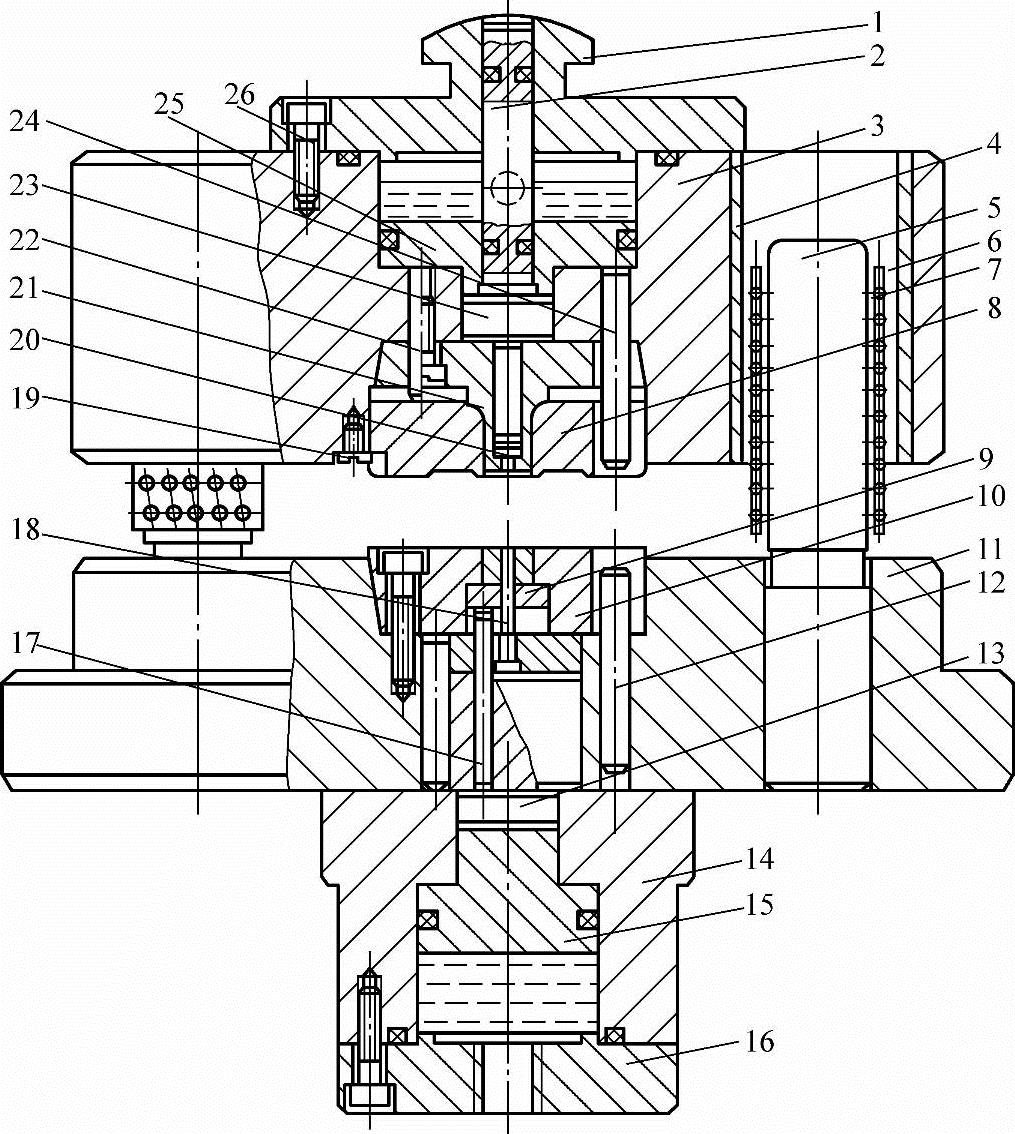
图3-54 专用液压模架精冲模典型结构
1—浮动模柄 2、17、22—顶杆 3—上模座 4—导套 5—导柱 6—保持器 7—滚珠 8—压边圈 9—反压板 10—凹模 11—下模座 12—销钉 13—承力块 14—下液压缸 15—下活塞 16—端盖 18—冲孔凸模 19—限位螺钉 20—顶料杆 21—凸凹模 23—垫块 24—定位销 25—上活塞 26—密封圈
4.自行车变速器链轮的FB精冲模设计
图3-61所示为在1600kN曲轴压力机上,采用FB精冲工艺,精冲自行车变速器链轮的强力V形齿压板精冲模。该精冲模在结构设计上与其他FB简易精冲模相比有一些新创意。
(1)模架设计 采用国产普通J31-160A型公称压力1600kN的闭式单点曲轴压力机,滑块行程大,导轨对滑块导向精度低。而FB精冲单边间隙仅为0.5%t,双面间隙也只有约1%t,很小。本例冲裁料厚t=3mm,C=0.5%×3mm=0.015mm。因此,要求所设计的精冲模导向装置必须精确可行,模具开启时上下模有效导向部分不能脱开。
设计的导柱与滚珠导套之间,采用0.01~0.02mm过盈配合的加强型滚珠导柱模架,将导柱加粗,上下模座用45钢并加厚。导柱压入上下模座后,导套用低熔点合金浇在上模座内,以消除运行中导向偏差,实现接近零误差导向。
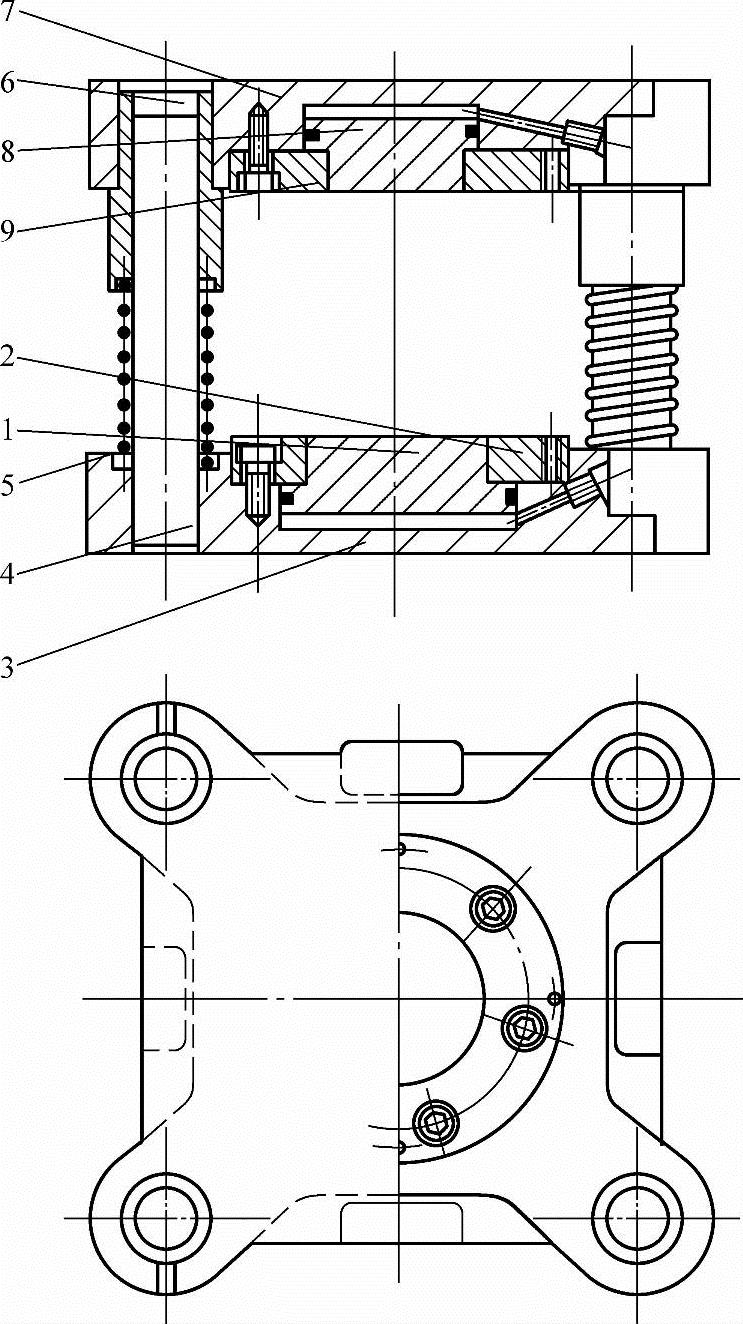
图3-55 通用的精冲液压模架
1—下活塞 2—下压板 3—下模座 4—导柱 5—弹簧 6—导套 7—上模座 8—上活塞 9—上压板
为确保模具开启时,导柱与导套不脱开,并有约导柱直径一半以上长度滞留于导套中,设计将导柱加长至225mm,导套加长至模具闭合时,导套距活动模板表面仅3~5mm。活动模板厚42mm,压力机滑块行程140mm。因此,当模具开启时225mm长的导柱,还有38~40mm滞留在导套内,确保了冲模的全行程准确导向。
滚珠导套随冲模开启会上行,因压力机行程大,其导套上端会脱离导柱,装设挡圈在导柱端面,防止这种故障发生。
(2)主冲裁力以外的压力源提供与传动设计 除主冲裁力由压力机滑块直接提供并进行精冲外,其他诸压力,包括反顶压力、齿圈压板压力、卸料力、卸(推)件力等均分别由装在压力机台面下及模具顶上的高强度聚氨酯橡胶体组合部件,通过顶杆(销)、推板、压板构成的传动系统在压力机滑块驱动下,按规定程序与要求压力加压实施,如图3-61所示。
(3)模芯结构设计
1)齿圈结构形式。该精冲模的凸模、凹模是固定的,而齿圈压板是活动的,但仍按标准V形齿技术参数设计,要求装配后,齿圈应高出凹凸模刃口1~1.5mm。因此,采用四只压簧支承活动模板,用螺钉调整其与下模板的平行度及齿圈高出凹凸模刃口距离。(https://www.xing528.com)
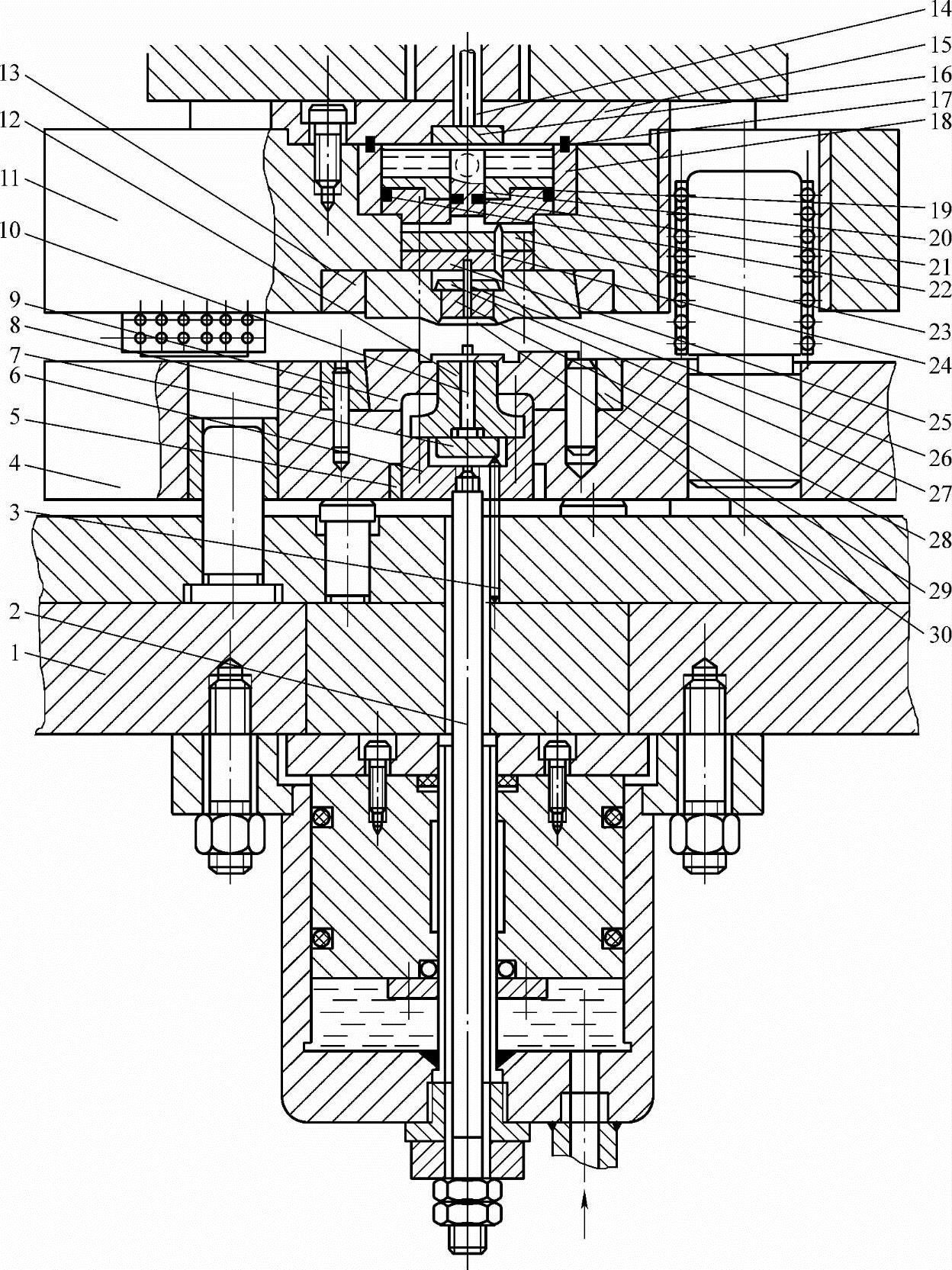
图3-56 通用液压模架精冲模典型结构
1—下模座 2—拉杆 3、10、14、19、24—顶杆 4—活动模板 5—镶套 6—凸凹模座 7、27—顶板 8—护套 9—压边圈 11—上模座 12—凸凹模 13—护套 15、23—盖板 16—垫板 17—密封圈 18—上液压缸 20—上活塞 21、22—密封圈 25—冲孔凸模固定板 26—冲孔凸模 28—凹模 29—定位板 30—反压板
2)模具的装夹系统设计。导柱加长和反向推板橡胶体组件,装在上模顶上,给模具安装与夹持带来困难。为此,四只垫筒套在导柱上,再加若干垫块通过T形螺钉将模具装夹在压力机滑块底面上。
5.片齿轮、凸轮片FB精冲模设计
弹簧强力压边简易精冲模使用碟簧、环簧,由圆、方、矩形断面钢丝烧制的螺旋弹簧等,均可作为V形齿圈强力压边精冲模的弹性元件。因为除圆断面钢丝螺旋弹簧可按标准在市场购得外,碟簧制造较方便且体积小而弹性大,所以这两种弹簧在普通冲床上的FB精冲模中应用较多。
图3-62所示是一套精冲08F材料、t=2.5mm的仪表凸轮片用的螺旋弹簧(亦可用环簧或碟簧)强力压边的机械式简易精冲复合模。精冲的凸轮片最大外廓尺寸d≈22mm,有一Φ6mm偏心固定小孔。凸轮周边要求平整光洁无撕裂,要求表面粗糙度值Ra=0.8μm。该模具全部采用螺旋弹簧提供V形齿圈压边力F1、反顶力F2,并设计了滞后机构,由螺旋弹簧在模具开启后,施加顶件力从凹模25中顶出精冲件,而冲孔废料则被从模孔推卸漏出。该模具设计了由夹爪组8、卡簧23、垫板22和在夹爪中心装压簧构成的顶件器滞后机构,待上模回程后精冲件才从凹模25中出模。
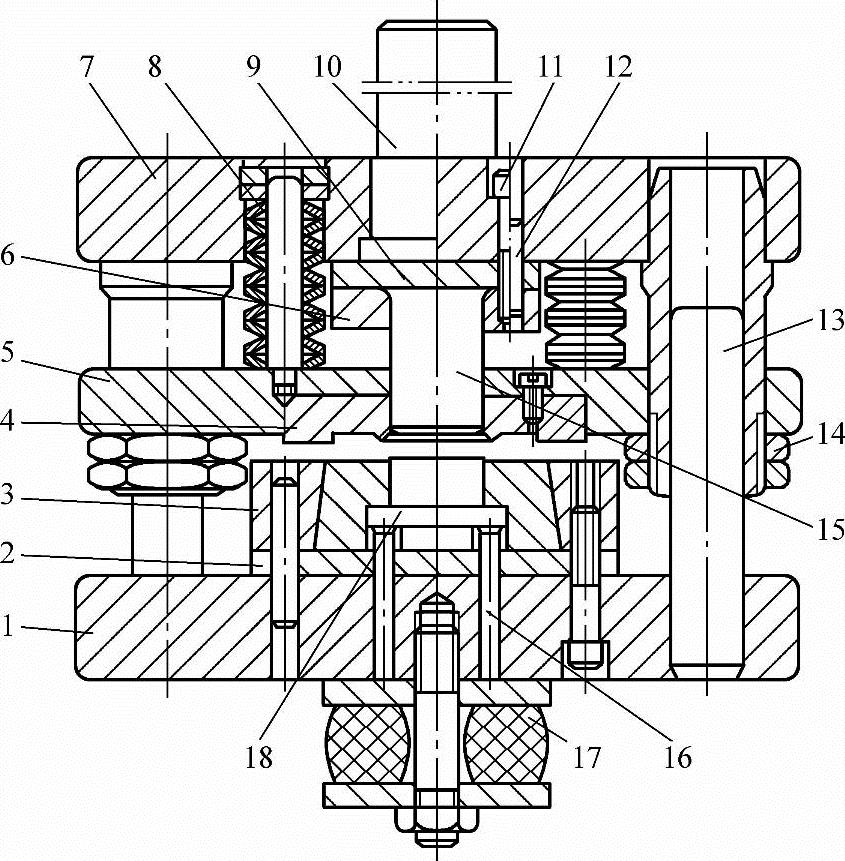
图3-57 用碟簧的FB顺装式精冲落料模
1—下模座 2、9—垫板 3—凹模框 4—齿圈压板 5—强力弹压卸料板 6—凸模固定板 7—上模座 8—碟簧组 10—模柄 11—螺钉 12—销钉 13—导柱 14—螺母 15—凸模 16—顶杆 17—聚氨酯橡胶 18—顶件器
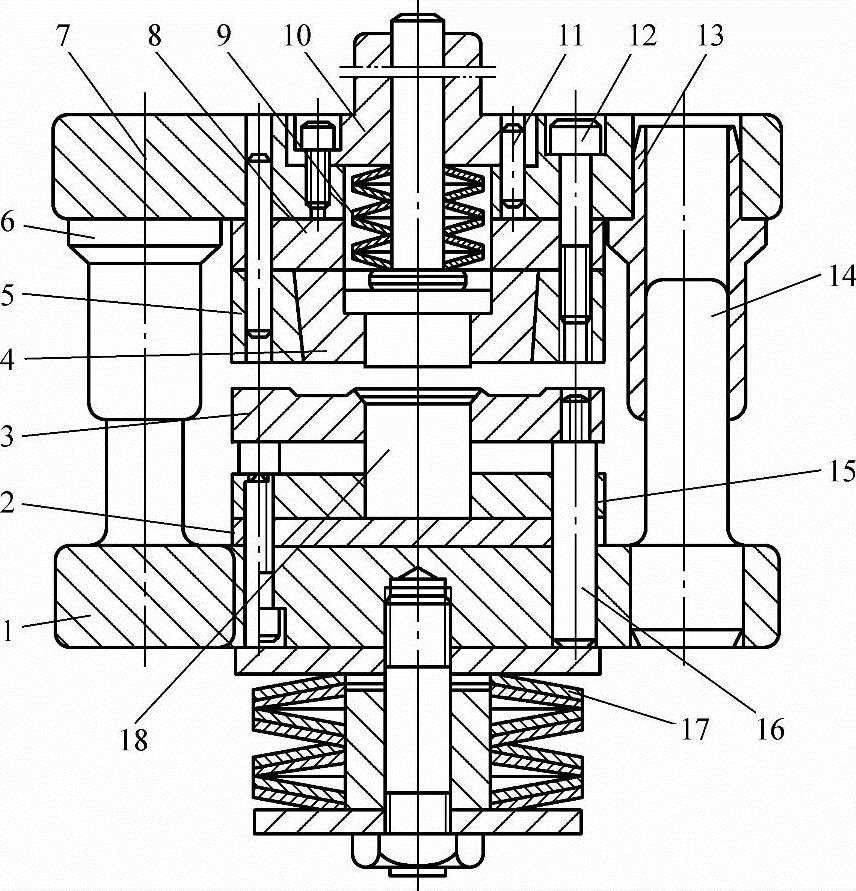
图3-58 用碟簧的FB倒装式精冲落料模
1—下模座 2、8—垫板 3—齿圈压板 4—凹模 5—凹模框 6、13—导套 7—上模座 9、17—碟簧组 10—模柄 11—销钉 12—螺钉 14—导柱 15—固定板 16—顶杆 18—凸模
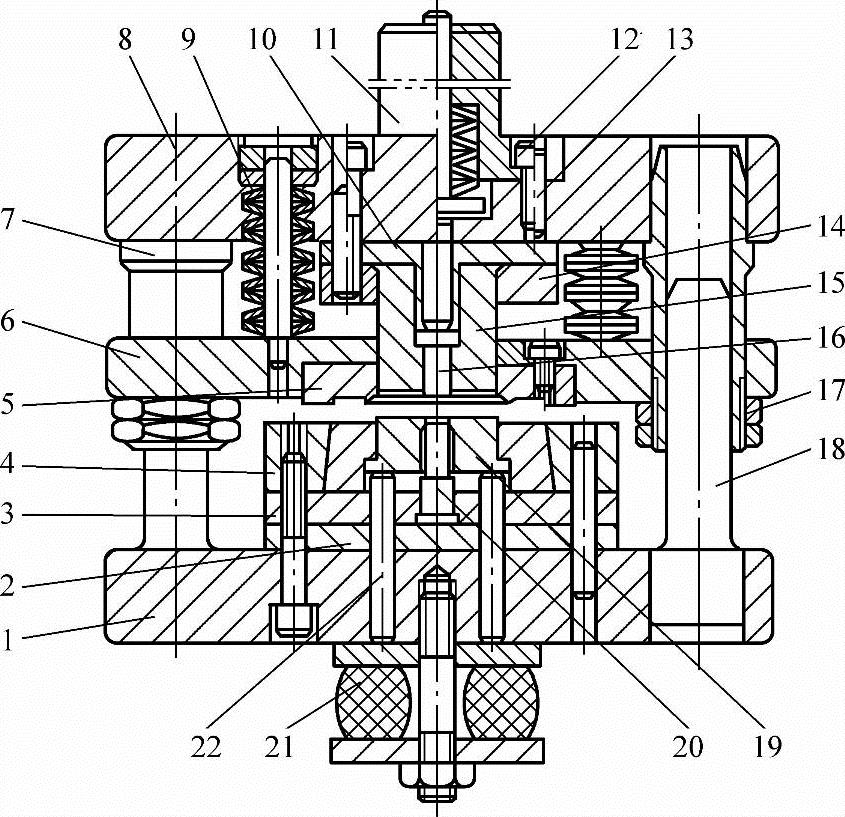
图3-59 用碟簧的FB顺装式精冲复合模
1—下模座 2、10—垫板 3、14—固定板 4—凹模框 5—齿圈压板 6—强力弹压板 7—导套 8—上模座 9—碟簧组 11—模柄 12—螺钉 13—销钉 15—凸凹模 16—卸料器 17—螺母 18—导柱 19—顶件器 20—冲孔凸模 21—橡胶体 22—顶杆
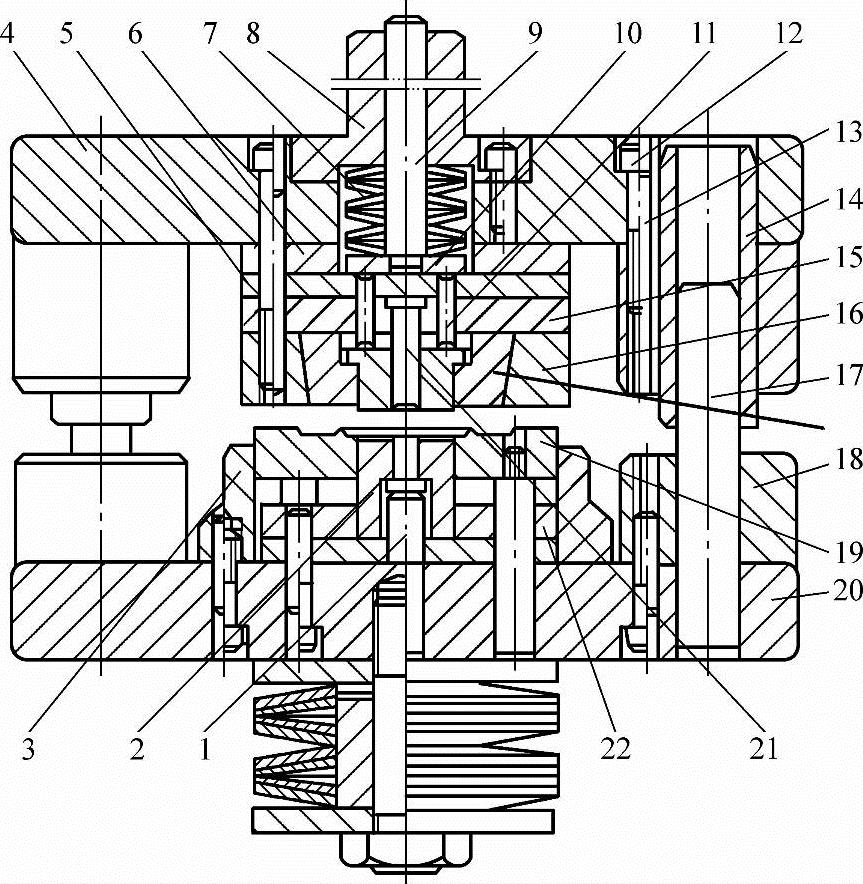
图3-60 用碟簧的FB倒装式精冲复合模
1—顶杆 2—凸凹模 3—齿圈压板框 4—上模座 5—垫板 6—空心垫板 7—碟簧组 8—模柄 9—打杆 10—推板 11—推杆 12—螺钉 13—销钉 14—导套 15—固定板 16—凹模框 17—导柱 18—护套 19—齿圈压板 20—下模座 21—冲孔凸模 22—固定板
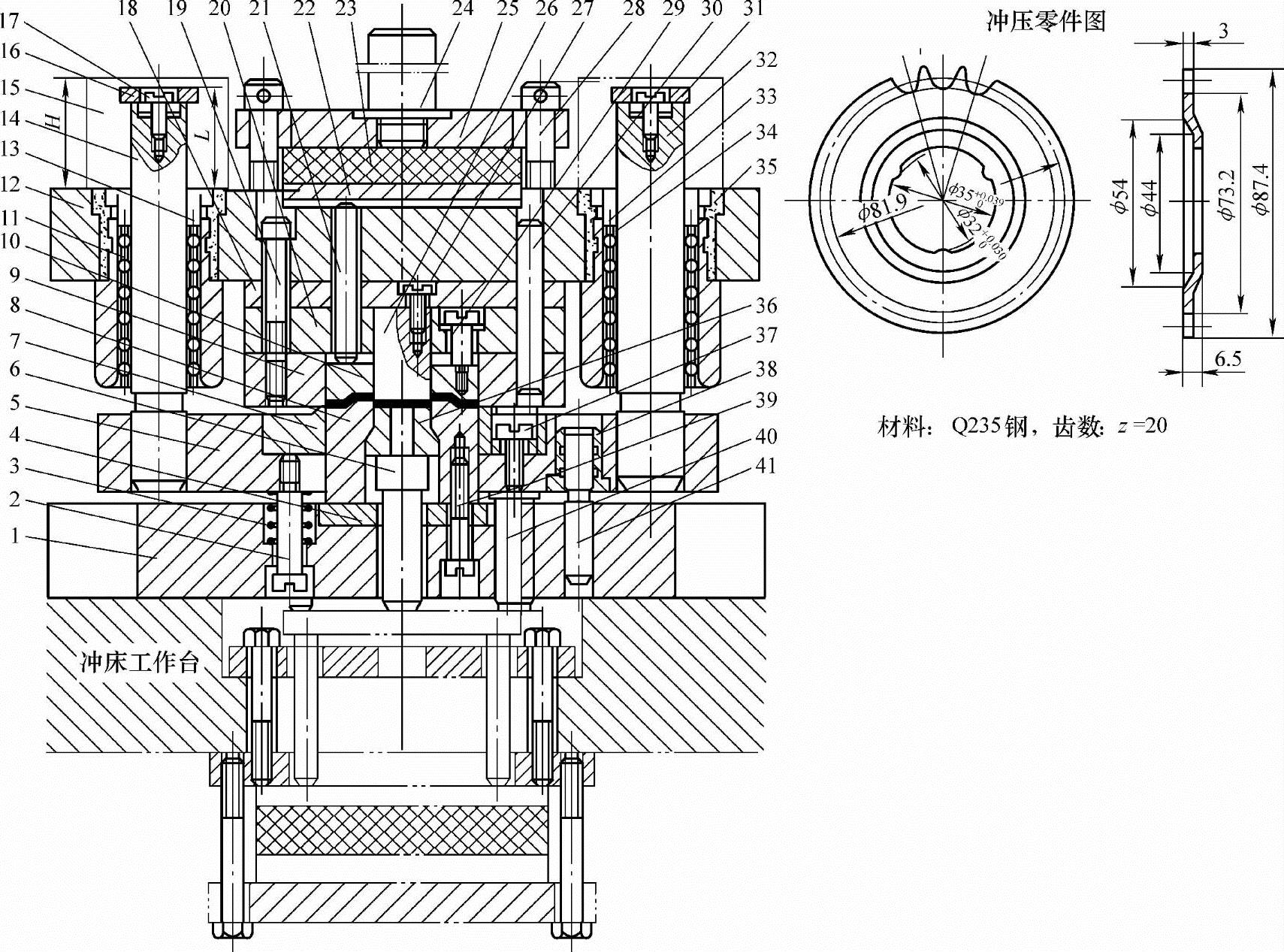
图3-61 自行车变速器链轮(FB)简易精冲模
1—下模板 2、17、19、27、28、29、37、39—各种螺钉 3—弹簧 4、18、22—垫板 5—活动模板 6、40—顶杆 7—齿圈压板 8—凸凹模 9—凹模 10—反向推板 11—滚珠模板 12—上模板 13、33—导套 14、32—导柱 15—垫筒 16、31—挡圈 20—凸模固定板 21—顶销 23—压力垫 24—模柄 25—压板 26—冲孔凸模 30—销钉 34—钢球 35—滚珠导套 36—推板 38—小导套 41—小导柱
图3-63所示是尺寸相近的凸轮片采用碟簧的精冲模。该冲模除用碟簧提供V形齿压板压力F1和反顶压力F2之外,还设置了侧楔传动的滞后机构,使精冲完成的零件能完好地从凹模中推出,而不会被反向顶回到原材料搭边框中。其整体结构与图3-62有所不同。
图3-64所示是精冲小模数片齿轮的精冲模。该精冲工件是风琴零件,其主要形状结构参数与技术要求如下:
(1)材料种类与工件形状特征
1)SPCE-SD(日本牌号)深拉深钢板,料厚t=(0.8±0.05)mm。
2)工件为模数m=0.25的特殊渐开线齿形,齿数77个,齿顶圆为Φ19.95mm±0.03mm,齿高为0.75mm,中心孔Φ9mm,围绕圆心的Φ12mm圆周上互呈90°均布4个Φ1.5mm小孔。
(2)主要技术要求
1)齿尖塌角深度不得大于料厚t的20%,即0.16mm。
2)齿顶圆与中心孔的同轴度误差<0.04mm。
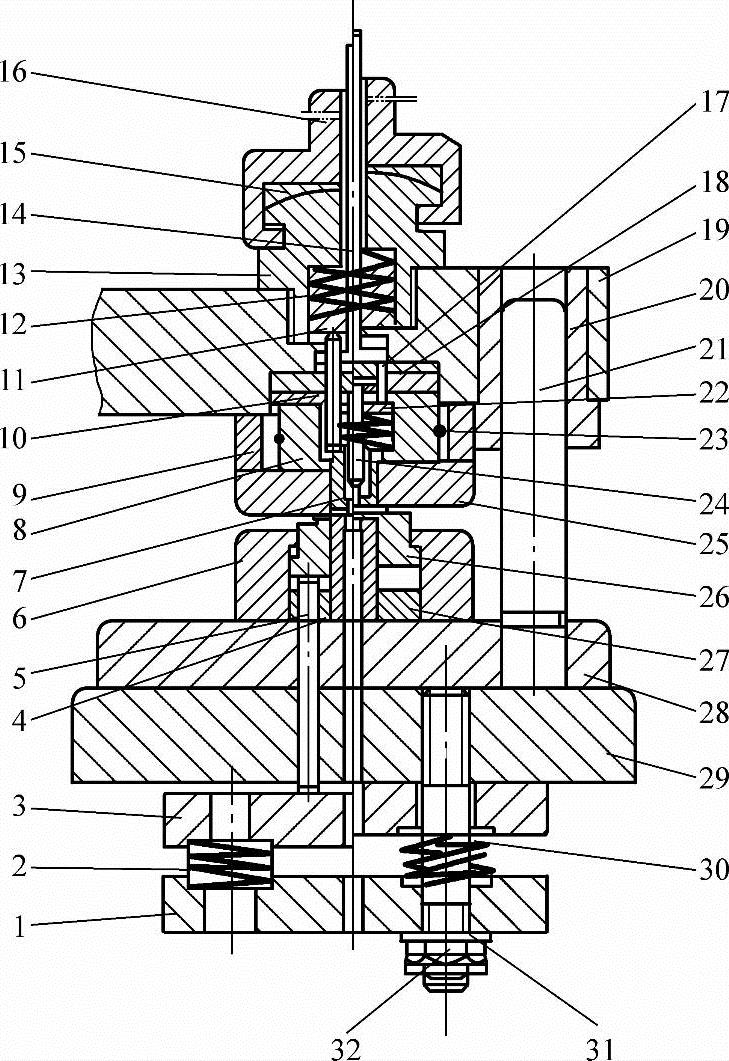
图3-62 普通冲床上FB精冲用螺旋弹簧强力压边复合精冲模
1、3—压板 2、12—螺旋弹簧 4—凸凹模 5、10、17—顶杆 6—齿圈套 7—顶件器 8—夹爪组 9—空心垫板 11—弹簧垫 13—模柄 14—打料杆 15—球面垫片 16—模柄接头 18、22—垫板 19—上模座 20、21—导套、导柱 23—卡簧 24—凸模 25—凹模 26—V形齿圈压板 27—凸凹模固定板 28—下模座 29—下模座垫 30—螺柱 31—垫圈 32—螺母
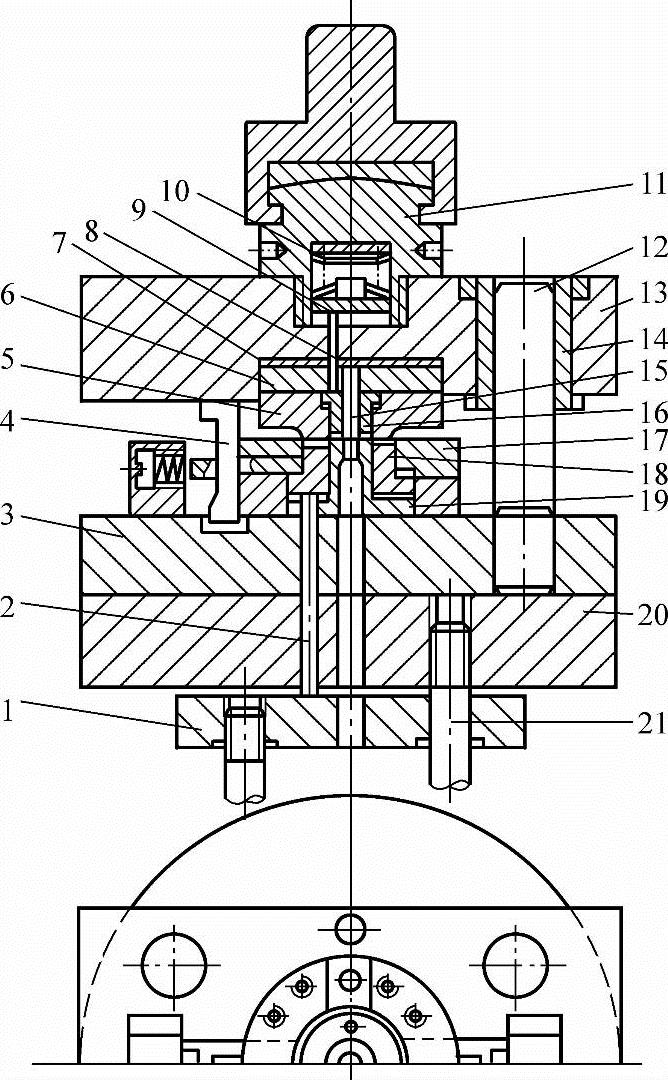
图3-63 普通冲床上FB精冲用碟簧压边的复合精冲模
1—压板(托盘) 2、8—顶杆 3—下模座 4—侧楔 5—凹模 6—凸模固定板 7—垫板 9—推板 10—碟簧 11—组合模柄 12—导柱 13—上模座 14—导套 15—凸模 16—卸件器 17—盖板 18—齿圈压板 19—凸凹模 20—下模座垫 21—拉杆
3)平整,要求平面度误差<0.01mm。
(3)使用设备及产量 公称压力为180kN的普通机械压力机,总产量200万件。
(4)精冲模设计技术参数
1)采用精冲间隙(单边)C=0.01~0.015mm。
2)模具材料及热处理:凸模、凸凹模、齿圈压板选用Cr12MoV,工作硬度为60~62HRC;凹模选用W6Mo5Cr4V2,工作硬度为61~63HRC。
3)齿圈压入材料深度,要求用扭力扳手调整弹簧强度并固定在设定值。
4)精冲件出模用压缩空气吹卸。
该精冲模使用滚动导向对角导柱滚珠导柱模架,导柱与滚珠导套之间采用0.01~0.02mm的过盈配合。模芯直接装在模座上,模芯采用倒装式结构。用碟簧提供下置的齿圈压板压料力F1和上置反顶力F2,没有专门的滞后机构,仅利用上下两组碟簧组的压力差及上置反顶系统,靠带座顶杆还可用压力机打料杆协助,推出凹模内的精冲件。
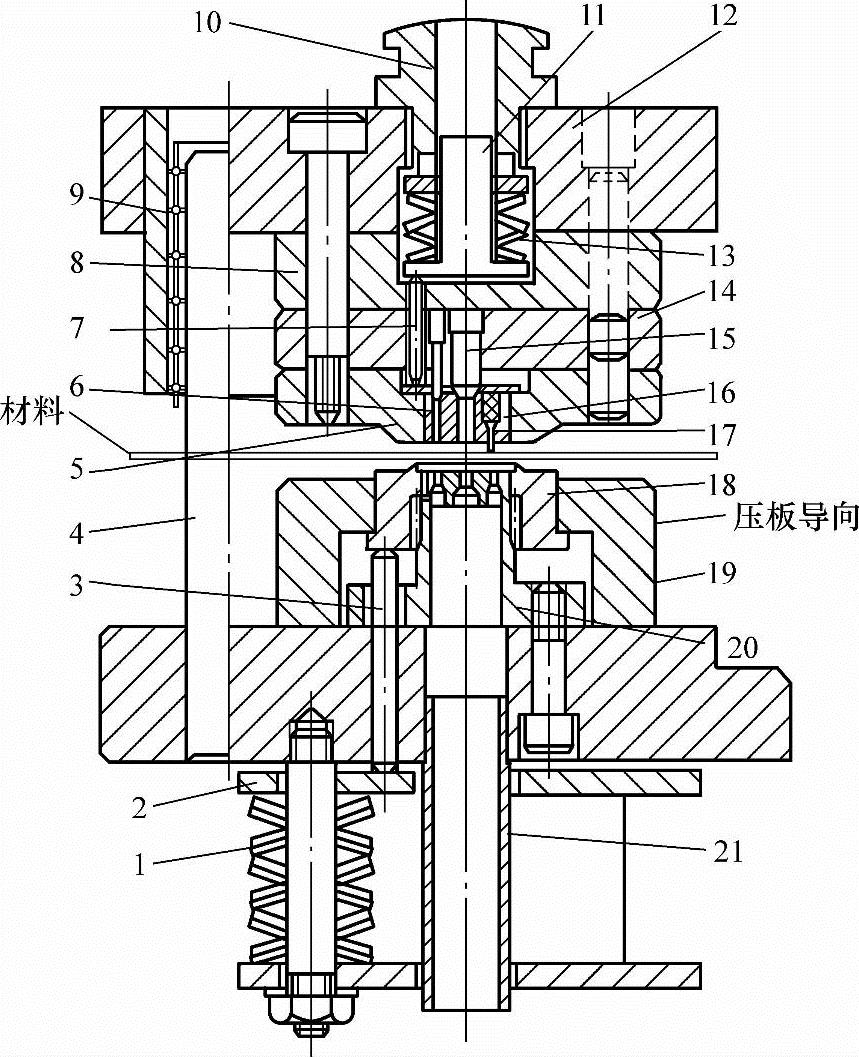
图3-64 普通冲床上FB精冲用碟簧压边的小模数片齿轮复合精冲模
1—碟簧 2—推板 3—顶杆 4—导柱 5—凹模 6—冲小孔凸模 7—推杆 8—垫板 9—滚珠导套 10—模柄 11—带座推杆 12—上模座 13—碟簧 14—固定板 15—凸模 16—卸件器 17—弹顶销 18—齿圈压板 19—压板座 20—凸凹模 21—冲孔废料漏管
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。