



【摘要】:图3-47所示为复合光洁冲裁模的典型结构。对于料厚t≥1mm、尺寸精度高于IT10,内孔与外廓冲切面都要求光洁平整,且其垂直度误差≤0.5°的精密仪表零件,推荐采用图3-47所示复合光洁冲裁模实施精冲。其冲压动作过程与倒装结构普通复合冲裁模无别。
图3-47所示为复合光洁冲裁模的典型结构。对于料厚t≥1mm、尺寸精度高于IT10,内孔与外廓冲切面都要求光洁平整,且其垂直度误差≤0.5°的精密仪表零件,推荐采用图3-47所示复合光洁冲裁模实施精冲。该冲模的结构及精冲原理与过程如下:
该冲模为适应光洁冲裁所必需的大压力承载,采用加粗导柱与加厚上下模座的高精度加强型滑动导向模架。其模芯整体结构采用倒装式;光洁落料凹模8、冲孔凸模6和7都装在上模;凸凹模9、弹压卸料板3都装在下模。
落料凹模采用0.5°斜壁,刃口具有R≤0.2mm小圆角,采用单边间隙≤0.01mm且与料厚无关的微间隙,实施光洁冲裁;冲孔凹模孔,采用锋利直壁洞口,而冲孔凸模刃口要具有R≤0.2mm小圆角,单边冲孔间隙取≤0.01mm。其冲压动作过程与倒装结构普通复合冲裁模无别。
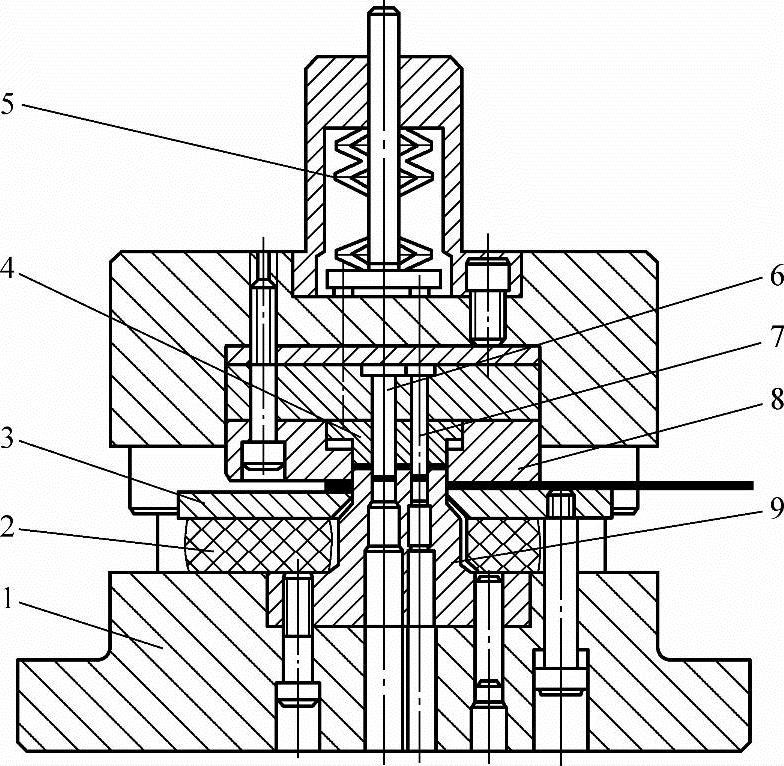
图3-47 仪表零件复合光洁冲裁模典型结构
1—下模座 2—卸料橡胶 3—弹压卸料板 4—卸件器 5—碟簧 6、7—冲孔凸模 8—落料凹模 9—凸凹模(https://www.xing528.com)
设计这类冲模应注意以下几点:
1)因光洁冲裁比相当普通冲裁压力要大1倍以上,冲压功大2倍,选用设备推荐采用J21系列开式双柱固定台压力机或J23系列开式双柱可倾压力机为宜,这类压力机架刚度较好。当然,采用闭式O形机架压力机更好。
2)光洁冲裁卸料(件)力比普通冲裁卸料力大2倍以上,故推荐用碟簧、高强度聚氨酯橡胶作为卸料与卸件以及压料的弹性元件。
3)冲孔凸模应采用更好的高强度、高耐磨材料。必要时应进行刚度校核,尽量缩小其长度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。